ГОСТ Р 58201-2018
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Горное дело
РЕЗЦЫ БУРОВЫЕ ДЛЯ ПНЕВМАТИЧЕСКИХ И ГИДРАВЛИЧЕСКИХ АНКЕРОУСТАНОВЩИКОВ
Общие технические условия
Mining drilling for pneumatic and hydraulic anchorage installers. General specifications
ОКС 73.100.99
ОКПД2 28.24.12.110
Дата введения 2019-01-01
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Инновационные технологии и промышленный инжиниринг" (ООО "ИнТехПромИнжиниринг")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 269 "Горное дело"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 14 августа 2018 г. N 496-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Настоящий стандарт распространяется на буровые резцы, предназначенные для пневматических, гидравлических анкероустановщиков и буровых сверл.
Буровые резцы для анкероустановщиков являются продуктом массового производства, применяемым в различных отраслях промышленности, связанных с добычей полезных ископаемых - углей, солей, руд и т.п.
Стандарт разработан с целью установления единых технических требований к буровым резцам для пневматических, гидравлических анкероустановщиков и буровых сверл, их унификации и предназначен для использования при проектировании, производстве, испытаниях и сертификации.
Настоящий стандарт подготовлен в соответствии с Федеральным законом "О стандартизации в Российской Федерации" в целях обеспечения Федерального закона "О техническом регулировании".
1 Область применения
Настоящий стандарт распространяется на буровые резцы, применяемые для бурения горных пород пневматическими и гидравлическими анкероустановщиками и буровыми сверлами в подземных условиях (далее - резцы).
Настоящий стандарт устанавливает классификацию, основные параметры и размеры резцов, общие технические требования к резцам.
Настоящий стандарт следует применять ко всем видам испытаний продукции, в том числе сертификационных.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.401 Государственная система обеспечения единства измерений. Классы точности средств измерений. Общие требования
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.106 Система стандартов безопасности труда. Машины и механизмы, применяемые при разработке рудных, нерудных и россыпных месторождений полезных ископаемых. Общие гигиенические требования и методы оценки
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 977 Отливки стальные. Общие технические условия
ГОСТ 2875 Меры плоского угла призматические. Общие технические условия
ГОСТ 2991 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3882 (ИСО 513-75) Сплавы твердые спеченные. Марки
ГОСТ 4411 Изделия твердосплавные для горного инструмента. Технические условия
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 7505 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 8479 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 9013 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 16504 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 19738 Припои серебряные. Марки
ГОСТ 20559 (ИСО 4489-78, ИСО 4884-78) Сплавы твердые, материалы керамические инструментальные. Правила приемки и методы отбора проб
ГОСТ 23178 Флюсы паяльные высокотемпературные фторборатно- и боридно-галогенидные. Технические условия
ГОСТ 24705 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 24738 Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Диаметры и шаги
ГОСТ 28873 Сплавы на основе тяжелых цветных металлов, обрабатываемые давлением. Унифицированные марки
ГОСТ Р 53228 Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
ГОСТ Р 53464 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 пневматический анкероустановщик: Переносная или стационарная буровая установка с пневматическим двигателем и пневмоподдержкой, предназначенная для вращательного бурения горных пород, с последующей установкой анкерной крепи.
3.2 гидравлический анкероустановщик: Переносная или стационарная буровая установка с гидравлическим двигателем и гидроподдержкой, предназначенная для вращательного бурения горных пород, с последующей установкой анкерной крепи.
3.3 буровое сверло: Переносная или стационарная буровая установка с электрическим, пневматическим или гидравлическим двигателем, с возможностью дополнительной установки поддерживающей стойки, предназначенная для вращательного бурения горных пород, с последующей установкой анкерной крепи.
3.4 буровой резец: Буровой инструмент, предназначенный для вращательного бурения шпуров в горных породах без отбора керна для установки анкерной крепи, взрывных или вспомогательных работ.
3.5 режущая пластина: Элемент конструкции бурового резца, непосредственно контактирующий с забоем, выполненный из твердосплавных сплавов или композитных сверхтвердых материалов, представляет собой геометрическую фигуру, содержащую тело пластины, лезвие, боковые, переднюю и задние грани, а также присоединительные грани (плоскости).
3.6 задний угол: Угол между плоскостью резания и касательной к задней поверхности резца в рассматриваемой точке рабочей кромки.
3.7 передний угол: Угол между передней поверхностью (гранью) пера и плоскостью, перпендикулярной к плоскости резания и проведенной через режущую кромку.
3.8 угол резания: Угол между передней поверхностью (гранью) пера и плоскостью резания.
3.9 рассечка (раствор): Геометрический элемент конструкции бурового резца, формирующий область скопления и последующего отвода буровой мелочи.
3.10 угол заострения: Угол между задней и передней гранями пера резца (см. рисунок 1).
|

- задний угол,
- угол заострения,
- угол резания,
- передний угол
Рисунок 1 - Конструктивные углы
3.11 предел прочности резца: Механическое напряжение, возникающее в конструкции бурового резца при работе, при котором разрушается хотя бы один из его элементов.
3.12 срезное усилие паяного шва соединения режущей вставки с корпусом: Усилие, при котором происходит срез (отрыв) режущей пластины от корпуса резца.
4 Классификация, основные параметры, размеры и обозначения
4.1 Классификация
4.1.1 Резцы в соответствии с их назначением подразделяют на:
- резцы для гидравлических буровых установок (на самоходном шасси или проходческом комбайне);
- резцы для ручных электрических, гидравлических и пневматических буровых установок;
- резцы для пневматических и гидравлических анкероустановщиков.
4.1.2 Классификация резцов для бурения шпуров вращательным способом [1] представлена в приложении А.
4.1.3 Резцы в соответствии с их конструктивными признаками, определяющими характер (способ) очистки шпура от буровой мелочи, изготавливают следующих типов:
- для сухого бурения;
- с центральным каналом подачи агента для выноса буровой мелочи;
- с двумя осесимметричными каналами подачи агента для выноса буровой мелочи;
- с тремя и более каналами подачи агента для выноса буровой мелочи;
- с приемным отверстием (отверстиями) для обеспечения отвода буровой мелочи с использованием вакуума.
4.1.4 Резцы в соответствии с их конструктивными признаками, определяющими исполнение режущей части, изготавливают следующих типов:
- со сплошной режущей пластиной;
- с двумя режущими перьями;
- с тремя и более режущими перьями.
4.1.5 Резцы в соответствии с их конструктивными признаками, определяющими исполнение основания режущей части, изготавливают следующих типов:
- с U-образной рассечкой;
- с V-образной рассечкой;
- без рассечки.
4.1.6 Резцы в соответствии с их конструктивными признаками, определяющими количество вставок на режущем пере, изготавливают следующих типов:
- с одной вставкой;
- с двумя и более вставками.
4.1.7 Резцы в соответствии с их конструктивными признаками, определяющими положение режущей пластины по переднему углу, изготавливают следующих типов:
- с положительным углом установки пластины;
- с углом, равным нулю;
- с отрицательным углом установки пластины.
4.1.8 Резцы в соответствии с их конструктивными признаками, определяющими геометрию режущих пластин, изготавливают следующих типов:
- с осесимметричным расположением режущих кромок относительно оси вращения резца;
- с асимметричным расположением режущих кромок относительно оси вращения резца.
4.1.9 Резцы в соответствии с их конструктивными признаками, определяющими форму передней грани режущих пластин, изготавливают следующих типов:
- с плоской передней гранью;
- с клиновидной передней гранью;
- с выпуклой по радиусу передней гранью;
- с конической передней гранью.
4.1.10 Резцы в соответствии с их конструктивными признаками, определяющими соединение с буровой штангой, изготавливают следующих типов:
- с резьбовой присоединительной частью внутреннего или внешнего исполнения;
- с присоединительной частью в виде выступающего клина;
- с присоединительной частью в виде шестиугольной призмы внутреннего или внешнего исполнения;
- с присоединительной частью в виде правильной четырехугольной призмы;
- с эксцентриковой присоединительной частью.
4.2 Основные параметры
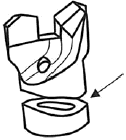
4.2.1 Конструкция буровых резцов содержит следующие основные элементы: ступень резания 1, ступень экскавации отбуренной породы 2, зажимную ступень 3, замковую ступень 4 (см. рисунок 2).
|

Рисунок 2 - Конструкция бурового резца
4.2.2 Резцы в соответствии с их конструктивными признаками, определяющими материал режущих пластин, изготавливают следующих типов:
- с твердосплавными режущими пластинами, в названии резца обозначается литерой К с указанием процентного содержания кобальта;
- с комбинированными режущими пластинами, в конструкции которых используются сверхтвердые материалы: поликристаллические алмазы - в названии резца обозначаются литерами PDC или кубический нитрид бора - в названии резца обозначаются литерами CBN.
4.3 Размеры
4.3.1 Резцы в соответствии с их конструктивными признаками, определяющими номинальный диаметр бурения, представлены в таблице 1.
Таблица 1 - Диаметральные размеры буровых резцов
Номинальный диаметр бурового резца, мм | Допуск, мм |
24 | ±0,3 |
26 | |
27 | |
28 | |
30 | |
32 | |
34 | |
36 | |
37 | |
38 | |
41 | |
42 | |
43 | |
44 | |
46 | ±0,5 |
50 | |
52 | |
54 | |
56 | |
58 | |
60 | |
62 | |
64 | |
66 | |
68 | |
70 | |
73 |
4.3.2 Типы резьб, используемых для соединения резцов с буровыми штангами:
- метрическая - по ГОСТ 24705;
- круглая*;
_______________
* Виды круглых резьб представлены в [2]** и [3]**.
** Поз. [2], [3] см. раздел Библиография. - .
- трапецеидальная - по ГОСТ 24738;
- иные виды резьб - по согласованию с покупателем продукции.
4.4 Обозначение
4.4.1 Обозначение резцов представлено на рисунке 3.
Примеры условного обозначения
1 Резец буровой диаметром 30 мм, режущая часть содержит три пера, наружная метрическая присоединительная резьба М16, материал режущих пластин - вольфрамокобальтовый твердый сплав марки ВК6:
РБ 30-3/М16-ВК6.
2 Резец буровой диаметром 28 мм, режущая часть содержит два пера, наружная присоединительная резьба веревочного профиля R18, материал режущих пластин - поликристаллический алмаз PDC:
РБ 28-2/R18-PDC.
3 Резец буровой диаметром 28 мм, режущая часть представлена одним пером без рассечки, с шестигранным внутренним отверстием S16, материал режущих пластин - вольфрамокобальтовый твердый сплав марки ВК8, резец предназначен для бурения с вакуумным пылеотсосом буровой мелочи:
РБ 28-1/S16-ВК8 (наружный, под вакуумный пылеотсос).
|

Рисунок 3 - Схема условного обозначения
5 Общие технические требования
5.1 Характеристики (свойства) резцов должны определяться следующими показателями: назначением, надежностью, экономным использованием материалов.
5.1.1 В качестве показателей назначения должны быть приняты характеристики, отражающие:
а) область применения по свойствам разрушаемой среды - прочность породы при одноосном сжатии, буримость, контактная прочность породы, абразивность;
б) область применения резцов по типам буровых установок - способ удаления буровой мелочи;
в) эффективность разрушения - углы заострения и задний конструктивный угол;
г) прочность резцов и их элементов - размеры сечения хвостовика корпуса, прочность соединения режущих вставок с корпусом, прочность корпуса резца.
5.1.2 В качестве показателей надежности резцов должны быть приняты твердость корпуса резца, HRC и ресурс резцов, выраженный в количестве пробуренных шпурометров и средней скорости бурения, выраженной в мм/с.
5.2 Требования к сырью и материалам
5.2.1 Державки резцов изготавливают из сталей марок 30ХГСА, 35ХГСА, 38ХГНМ, 40ХН, 55, 60 по ГОСТ 4543, а также 35ХГСЛ, 40ХЛ, 60ХГЛ по ГОСТ 977. Использование сталей других марок допускается при наличии документации, оформленной в установленном порядке и разрешающей изготавливать резцы из сталей этих марок.
5.2.2 Резцы должны быть оснащены режущими пластинами из твердых сплавов марок ВК6, ВК8 с различными значениями размера зерна по ГОСТ 3882, ГОСТ 20559. Для изготовления режущих пластин допускается использовать твердые сплавы других марок при наличии разрешающей документации, оформленной в установленном порядке.
5.2.3 Для пайки твердосплавных режущих пластин применяют припои марок ЛНКоМц 49-9-0,2-0,2 или МНМц 68-4-2, выпускаемых по ГОСТ 28873, для пайки композитных пластин используют припой марки ПСр-40, выпускаемый по ГОСТ 19738. Применение припоя других марок допускается при условии обеспечения прочности соединения режущих вставок с державкой, предусмотренной технической документацией на конкретную конструкцию резца.
5.2.4 В качестве флюса при пайке применяют флюсы по ГОСТ 23178. Использование других флюсов допускается при наличии разрешающей документации, оформленной в установленном порядке.
5.3 Требования к технологии изготовления
5.3.1 Качество поверхностей штампованных поковок державок резцов должно соответствовать ГОСТ 8479, качество поверхности литых заготовок должно соответствовать ГОСТ Р 53464.
5.3.2 Точность изготовления штампованных поковок корпусов резцов должна быть не ниже 2-го класса точности по ГОСТ 7505, точность изготовления литых корпусов резцов - не ниже 8-го класса по ГОСТ Р 53464.
5.3.3 Режущие вставки следует крепить к державке резца пайкой. В случаях применения других способов крепления вставки прочность ее соединения с державкой должна быть не ниже предусмотренной для паяного соединения и установленной в технических условиях на буровые резцы.
5.3.4 Резцы могут быть подвергнуты термообработке. Допускается использование управляемого контролируемого нагрева (по мощности или температуре) при пайке для термообработки.
5.3.5 После пайки резцы должны быть очищены от наплывов припоя и флюса.
5.3.6 При пайке режущей пластины в открытый паз не допускается разрыв слоя припоя.
5.3.7 После пайки и термообработки режущая пластина не должна иметь видимых трещин.
5.3.8 Для пластин, устанавливаемых в открытый паз, не допускается нависание по периферии более 1 мм.
6 Требования безопасности
Требования по безопасности к буровым резцам должны соответствовать ГОСТ 12.2.003, ГОСТ 12.2.106.
7 Правила приемки
7.1 При разработке и эксплуатации резцы должны быть подвергнуты в соответствии с ГОСТ 16504 предварительным, приемочным, натурным или эксплуатационным испытаниям. При изготовлении резцы должны быть подвергнуты периодическим испытаниям.
7.2 Предварительные приемочные, натурные или эксплуатационные испытания резцов проводят в соответствии с разделом 9 для резцов конкретных видов.
7.3 Приемо-сдаточные испытания
7.3.1 При приемо-сдаточных испытаниях должны быть проверены:
а) соответствие материалов, применяемых при изготовлении резцов, требованиям стандартов, техническим условиям и другим нормативным документам;
б) линейные и угловые размеры - на каждом резце;
в) твердость резцов после термообработки. Для испытаний ежесменно отбирают по пять резцов от каждой установки для закалки или по пять резцов от каждой партии в 100 шт.;
г) отсутствие наплавов припоя или флюса - на каждом резце;
д) отсутствие разрывов слоя припоя - на каждом резце;
е) отсутствие трещин и иных дефектов на твердосплавных режущих пластинах - на каждом резце по ГОСТ 4411.
7.3.2 При неудовлетворительных результатах проверки по одному из перечислений а)-г) должны быть проведены повторные испытания на удвоенном количестве резцов, взятых из той же партии.
7.3.3 При неудовлетворительных результатах повторной проверки бракуют всю контролируемую партию резцов.
7.4 Периодические испытания следует проводить не реже одного раза в год в объемах, установленных нормативной документацией на резец конкретного типа.
8 Маркировка и упаковка
8.1 Резцы должны иметь отличительную маркировку с указанием товарного знака предприятия-изготовителя, наносимую в местах, не подверженных износу.
8.2 Перед упаковкой резцы должны быть подвергнуты консервации по ГОСТ 9.014 на срок не менее года.
8.3 Резцы должны быть упакованы в специальную тару массой брутто не более 50 кг, исключающую при транспортировании повреждение режущих пластин. Допускается упаковка в дощатые неразборные ящики по ГОСТ 2991.
8.4 В каждое транспортное место должна быть вложена этикетка, в которой должны быть указаны товарный знак и наименование предприятия-изготовителя, наименование резцов, штамп отдела технического контроля, дата выпуска.
8.5 На каждом отдельном транспортном месте должны быть нанесены:
- товарный знак и наименование предприятия-изготовителя;
- наименование резцов;
- количество резцов и их масса;
- надпись: "Не бросать".
9 Методы контроля при испытаниях
9.1 При испытаниях контролируют показатели резцов, приведенные в таблице 2.
Таблица 2 - Контрольные показатели буровых резцов
Наименование показателя | Методы контроля и применяемые средства измерений при испытаниях |
Габаритные размеры, мм | Измеряют наибольшую длину и ширину (диаметр) универсальными измерительными инструментами по ГОСТ 166, ГОСТ 427, ГОСТ 8.401 |
Задний конструктивный угол режущей пластины, ...° | Измеряют универсальными измерительными инструментами (угломерами, угловыми мерами по ГОСТ 2875), шаблонами |
Угол заострения режущей пластины, …° | Измеряют универсальными измерительными инструментами (угломерами, угловыми мерами по ГОСТ 2875), шаблонами |
Твердость корпуса резца в зоне закалки, в зоне режущей вставки, HRC | По ГОСТ 9013 |
Прочность соединения режущей пластины с корпусом резца, кН | Для резцов, армированных в открытый паз пластиной, прочность соединения определяют на специальном испытательном стенде (далее - стенд) по значению равномерно распределенной статической нагрузки, приложенной к боковой грани армирующей вставки и направленной параллельно плоскостям спая. Нагружение производят до разрушения паяного соединения. Для резцов, армированных вставками более сложных форм, чем по перечислениям выше, испытания проводят в соответствии с технической документацией на конструкцию резцов |
Трещины и выкрашивания кромок на твердосплавных вставках | Определяют визуально с помощью оптических приборов с увеличением в 2,5...4 |
Нависание и западание армирующих вставок по задней и боковой поверхностям | Определяют визуально с помощью оптических приборов с увеличением до 4. Устанавливают наличие нависания и западания армирующих вставок. Величину нависания и западания измеряют универсальными измерительными инструментами по ГОСТ 166, ГОСТ 427, ГОСТ 8.401 |
Ресурс резцов, шпурометров (шп.м) | Определяют по результатам испытаний в производственных условиях (на стенде) или на выездных испытаниях (у заказчика/покупателя) на основании общего расхода резцов (шт.) и количества и длины пробуренных шпуров для соответствующих горно-геологических условий по формуле
|
Определение соответствия типа бурового резца горно-геологическим условиям | По формуле [1]
|
Масса резца средняя, кг | Определяют по результатам взвешивания на технических весах (по ГОСТ Р 53228) 10 резцов испытуемой партии, отобранных случайным образом |
 ,
,9.2 Испытательные средства, средства измерений, контроля и регистрации измерений
9.2.1 Испытательные средства и средства измерений должны обеспечивать проверку резцов в соответствии с предложенными методами контроля, схемами и режимами нагружения, а также регистрацию значений необходимых параметров (приложение Б).
9.2.2 Испытательные средства должны быть аттестованы.
9.2.3 Для проведения испытаний применяют поверенные серийные средства измерений. Допускается использовать специальные средства измерений или контроля при условии обеспечения ими необходимой точности измерений.
9.2.4 Объемы испытаний, допустимые значения и погрешности параметров резцов в случаях, не указанных в настоящем стандарте, должны быть установлены в технических условиях на эти резцы (для приемо-сдаточных и периодических испытаний), в методиках приемочных и квалификационных испытаний, а также в нормативной документации, регламентирующей сертификацию резцов.
9.3 Обработка и оформление результатов испытаний
9.3.1 Результаты испытаний должны быть обработаны для возможности сравнения их со значениями, установленными нормативной или технической документацией.
9.3.2 Результаты испытаний получают расчетом по формулам, приведенным в таблице 2, или путем измерений соответствующими средствами измерений с точностью, предусмотренной нормативными документами на эти средства измерений.
9.4 Виды и причины отказов буровых резцов приведены в таблице 3.
Таблица 3 - Виды и причины отказов буровых резцов
Вид отказа | Причина |
| Вид отказа, характеризующийся увеличением площадки затупления режущих кромок до величин, приводящих к критическому снижению подачи резца на забой, возникает в результате работы с неэффективными режимами бурения или использования геометрии и материала режущей вставки с несоответствующими горно-геологическим условиям параметрами |
| Вид отказа, характеризующийся хрупким разрушением режущей пластины с длиной разрушенного участка в любом измерении более 2 мм или наличием трещин, нарушающих целостность пластины, вызванный неэффективными режимами бурения или использованием геометрии и материала режущей вставки с несоответствующими горно-геологическим условиям параметрами |
| Нарушение технологии изготовления буровых резцов приводит к снижению прочности паяного шва между режущей пластиной и корпусом резца |
| Вид отказа характеризуется наличием пластической деформации режущих перьев бурового резца, возникает в случае нарушения технологии изготовления буровых резцов или вызывается изменением направления действия равнодействующей сил при затуплении режущих кромок пластин бурового резца |
| Вид отказа характеризуется развитием трещин или разрушением корпуса резца, вызванными нарушением технологии изготовления. В некоторых случаях причиной излома хвостовика резца являются деформация, износ или разрушение присоединительной части буровой штанги |
|





10 Транспортирование и хранение
10.1 Транспортировать резцы в заводской упаковке допускается транспортом любого вида.
10.2 Резцы хранят в заводской упаковке в закрытом помещении.
11 Указания по эксплуатации
11.1 При забуривании следует исключить удары резцов о забой.
11.2 Не допускается ударять металлическими предметами по режущим пластинам резца.
11.3 Не рекомендуется работа резцами, площадь затупления которых превышает установленную в технических условиях.
11.4 Вышедшими из строя считают резцы с разрушенной режущей вставкой, изогнутыми, изломанными корпусами или резцы с наличием трещин, а также имеющие предельное притупление режущей кромки, установленное в технических условиях.
12 Гарантии изготовителя
Изготовитель должен гарантировать значения показателей, предусмотренные в технических условиях на резцы конкретных видов и типов.
Приложение А
(обязательное)
Классификация резцов для бурения шпуров вращательным способом
|

Приложение Б
(обязательное)
Регистрация значений необходимых параметров
ЖУРНАЛ
Учета выдачи и возврата инструмента | ||||||
испытанных на | в | |||||
(наименование буровой установки) | (наименование выработки) | |||||
шахты (рудника) | объединения | |||||
Дата, смена | N шпура | Штанга | Время | Выход из строя инструмента по причине | |||||
|
| Затупление режущих пластин | Скол режущих пластин | Отрыв режущих пластин | Поломка перьев резца | Деформа- | Поломка хвосто- | ||
Подпись представителей комиссии |
Библиография
[1] | Алимов О.Д., Дворников Л.Т. Бурильные машины. М.: "Машиностроение", 1976, 295 с. | |
[2] | DIN 405-1-1997* | Резьбы круглые общего назначения. Часть 1. Профили, номинальные размеры, ряды (General purpose knuckle threads - Part 1: Profiles, nominal sizes) |
________________ * Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
| ||
[3] | DIN 20400 | Резьбы круглые с большой рабочей высотой (профиля резьбы) для подземных горных разработок (Knuckle threads for the mining; threads with large load-bearing depth) |
УДК 622.33.051:006.354 | ОКС 73.100.99 | ОКПД2 28.24.12.110 |
Ключевые слова: анкероустановщик, бурение шпуров, буровой резец | ||
Электронный текст документа
и сверен по:
, 2018
