ГОСТ Р 57407-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ВОЛОКНА УГЛЕРОДНЫЕ
Общие технические требования и методы испытаний
Carbon fibers. General technical requirements and test methods
ОКС 25.220.20
Дата введения 2017-09-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 441 "Нанотехнологии"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 6 марта 2017 г. N 101-ст
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Март 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на волокна углеродные, изготовленные из полиакрилонитрильных, целлюлозных, пековых прекурсоров и предназначенные для изготовления углеродных тканей, а также для применения в качестве наполнителей при изготовлении композиционных материалов (углепластиков, углерод-углеродных материалов, керамических композиционных материалов, металлических композиционных материалов).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.1.003 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.0.004 Система стандартов безопасности труда. Организация обучения безопасности труда. Общие положения
ГОСТ 12.1.005 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.012 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования
ГОСТ 12.1.030 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.029 Система стандартов безопасности труда. Приспособления станочные. Требования безопасности
ГОСТ 12.2.062 Система стандартов безопасности труда. Оборудование производственное. Ограждения защитные
ГОСТ 12.4.011 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
ГОСТ 12.4.021 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 17.2.3.01 Охрана природы. Атмосфера. Правила контроля качества воздуха населенных пунктов
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 2405 Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия
ГОСТ 6507 Микрометры. Технические условия
ГОСТ 6611.1 (ИСО 2060-72) Нити текстильные. Метод определения линейной плотности
ГОСТ 6943.2 (ISO 1888:2006) Материалы текстильные стеклянные. Метод определения диаметра элементарных нитей и волокна
ГОСТ 10354 Пленка полиэтиленовая. Технические условия
ГОСТ 10587 Смолы эпоксидно-диановые неутверждённые. Технические условия
ГОСТ 10733 Часы наручные и карманные механические. Общие технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 15139 Пластмассы. Методы определения плотности (объемной массы)
ГОСТ 21650 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 21929 Транспортирование грузов пакетами. Общие требования
________________
Отменен.
ГОСТ 31733 (EN 693:2001) Прессы гидравлические. Требования безопасности
ГОСТ Р 8.585 Государственная система обеспечения единства измерений. Термопары. Номинальные статические характеристики преобразования
ГОСТ Р 52901 Картон гофрированный для упаковки продукции. Технические условия
ГОСТ Р 53228 Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
ГОСТ Р 58577 Правила установления нормативов допустимых выбросов загрязняющих веществ проектируемыми и действующими хозяйствующими субъектами и методы определения этих нормативов
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 углеродное волокно (carbon fiber): Искусственный материал, получаемый термической обработкой исходных химических или природных волокон (прекурсоров) и характеризующийся высоким содержанием (до 99,9% по массе) углерода.
3.2 нить (yam/tow): Гибкое и протяженное тело с малыми поперечными размерами, неограниченной длины, состоящее из элементарных волокон, исходный материал для изготовления текстильных изделий.
3.3 жгутик (chemical sab-tow): Совокупность большого числа элементарных химических нитей, соединенных без крутки, предназначенных для непосредственного получения изделий.
3.4 углеродная нить (carbon tow/yam): Гибкое и протяженное тело с малыми поперечными размерами, неограниченной длины, состоящее из элементарных углеродных волокон, материал для изготовления углеродных тканей или для применения в качестве армирующего наполнителя композиционного материала.
3.5 ткань (fabric): Текстильное изделие, измеряемое соответствующей мерой (длина, ширина, площадь), изготовленное на ткацком станке переплетением взаимно перпендикулярных систем нитей.
3.6 углеродная ткань (carbon fabric): Ткань, образованная из систем нитей на основе углеродных нитей.
3.7 конструкционная ткань (construction fabric): Ткань, предназначенная для производства материалов, из которых изготовляются детали конструкций (машин и сооружений), воспринимающих силовую нагрузку.
3.8 углепластик (carbon fiber reinforced plastic): Полимерный композиционный материал из переплетенных нитей углеродного волокна, расположенных в полимерной матрице (например, на основе эпоксидных смол).
3.9 композиционный материал (composite material): Искусственно созданный неоднородный сплошной материал, состоящий из двух или более компонентов с четкой границей раздела между ними, одним из компонентов которого обычно является наполнитель, другим - матрица на основе полимеров, металлов, углерода или других материалов.
3.10 полимерный композиционный материал (polymer composite material): Искусственно созданный неоднородный сплошной материал, состоящий из двух или более компонентов с четкой границей раздела между ними, одним из компонентов которого является наполнитель, другим - полимерная матрица.
3.11 связующее полимерное (polymer binder): Полимерная (олигомерная) система, включающая основной полимер (олигомер) или смесь полимеров (олигомеров), различные добавки и/или химически активные компоненты, образующая полимерную матрицу в процессе формования.
3.12 связующее полимерное наномодифицированное (nanomodified polymer binder): Полимерное связующее, включающее в себя нанообъекты и/или компоненты, позволяющие получить нанообъекты в процессе производства композиционного материала, и обладающее как минимум одним свойством, которое определяется наличием нанообъектов.
3.13 полимерная матрица (polymer matrix): Непрерывная среда полимерного композиционного материала, в которой распределены наполнители, обеспечивающая связь и перераспределение нагрузки по объему материала.
Примечание - Полимерная матрица сохраняет форму изделия и образуется в процессе отверждения или отвердевания.
3.14 прекурсор (precursor): Синтетическое (например, из полиакрилонитрила) или искусственное (например, из гидратцеллюлозы, нефтяного пека) волокно, являющееся исходным, необходимым компонентом при получении углеродного волокна.
3.15 элементарная нить или моноволокно (monofilament): Одиночная нить, не делящаяся в продольном направлении без разрушения. Является составной частью нитей.
3.16 микропластик (carbon fiber yam which has been resin-impregnated and then cured, impregnated tow/strand): Углеродная нить, пропитанная полимерным связующим и затем отвержденная при воздействии растягивающего напряжения.
4 Общие положения
4.1 Углеродные волокна являются армирующим компонентом композиционных материалов. Для применения в качестве армирующего компонента углеродные волокна используют в виде нитей, лент, шнуров, тканей, нетканых материалов, бумаги. Путем плетения из углеродных нитей могут быть изготовлены объемно плетенные многослойные заготовки, которые также применяют в качестве армирующего компонента полимерного композиционного материала.
4.2 Углеродные волокна вырабатывают в соответствии с требованиями настоящего стандарта и техническими условиями на конкретный вид углеродного волокна.
4.3 Углеродные волокна изготовляют в виде нитей, состоящих из множества моноволокон (от 1000 до 400000 К), или лент, состоящих из нитей.
4.4 Типы углеродных волокон:
- низкомодульное углеродное волокно - углеродное волокно, имеющее модуль упругости при растяжении менее 250 ГПа;
- среднемодульное углеродное волокно - углеродное волокно, имеющее модуль упругости при растяжении в диапазоне от 250 до 300 ГПа;
- высокомодульное углеродное волокно - углеродное волокно, имеющее модуль упругости при растяжении более 300 ГПа.
5 Технические требования
5.1 Основные характеристики
5.1.1 Количество моноволокон - от 1000 до 400000 К.
5.1.2 Линейная плотность - от 60 до 30000 текс.
5.1.3 Прочность волокна - от 2000 до 7200 МПа.
5.1.4 Модуль волокна - от 180 до 800 ГПа.
5.1.5 Относительное удлинение волокна - от 0,5% до 2,5%.
5.1.6 Содержание аппрета - до 5%.
5.1.7 Диаметр волокна - от 4,5 до 10 мкм.
5.1.8 Плотность волокна - от 1,7 до 2,2 г/см.
5.2 Требования к сырью, материалам, покупным изделиям
5.2.1 Углеродные нити наматывают на гильзы с внутренним диаметром (60±1) мм и (76±1) мм.
5.2.2 Углеродная нить на каждой бобине должна быть непрерывна.
5.2.3 Масса нити на бобине должна быть 1, 2 или 4 кг. Допускаются по требованию потребителя бобины другой массы.
5.2.4 На углеродных нитях не допускаются: обрывы, потертости, переломы, затяжки и посторонние включения, сползание нити с бобины, залипание волокна, препятствующее размотке.
5.3 Комплектность
5.3.1 Углеродные нити должны сопровождаться паспортом, в котором указаны следующие характеристики:
- количество моноволокон, К;
- линейная плотность нити, текс;
- прочность волокна, МПа;
- модуль упругости волокна, ГПа;
- относительное удлинение волокна, %;
- массовая доля аппрета, %;
- тип аппрета или совместимость с той или иной полимерной матрицей;
- диаметр моноволокна, мкм;
- объемная плотность волокна, г/см.
5.4 Маркировка
5.4.1 К каждой бобине и коробке должен быть прикреплен ярлык с указанием:
- наименования предприятия-изготовителя и его товарного знака;
- марки углеродной нити;
- номера бобины;
- номера партии;
- массы нетто;
- даты изготовления;
- обозначения нормативных документов или технической документации на углеродную нить.
5.4.2 Транспортная маркировка по ГОСТ 14192 с нанесением манипуляционных знаков: "Осторожно, хрупкое!", "Беречь от влаги".
5.5 Упаковка
5.5.1 Бобины углеродной нити должны быть упакованы в полиэтиленовую пленку по ГОСТ 10354 или по нормативным документам или технической документации на изделие.
5.5.2 Бобины углеродной нити должны быть дополнительно упакованы в коробку из гофрированного картона по ГОСТ Р 52901 или по нормативным документам или технической документации на изделие.
5.5.3 Бобины углеродной нити должны транспортироваться транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте каждого вида. Транспортирование грузов пакетами - по ГОСТ 21929, средства скрепления - по ГОСТ 21650.
5.5.4 При хранении бобины углеродной нити должны находиться в вертикальном положении.
5.5.5 Бобины углеродной нити хранят в упакованном виде на стеллажах или поддонах в крытых складских помещениях с относительной влажностью воздуха не более 80%.
6 Требования безопасности
6.1 По степени воздействия на организм человека углеродные волокна относятся к малоопасным веществам (4-й класс опасности - по ГОСТ 12.1.007).
6.2 Производство углеродных волокон должно быть организовано в соответствии с требованиями [1] и ГОСТ 12.2.003.
6.3 При работе с углеродными волокнами необходимо применять средства индивидуальной защиты в соответствии с ГОСТ 12.4.011. Рекомендуемые средства индивидуальной защиты: очки защитные, спецодежда, обувь, рукавицы, резиновые перчатки.
6.4 При отборе проб необходимо соблюдать правила защиты от статического электричества.
6.5 Все работы должны проводиться вдали от огня и источников искрообразования.
6.6 Рекомендуется использовать при переработке углеродного волокна и изготовлении углепластика ГОСТ 31733 в части правил по безопасности труда при работе с полимерными композитными материалами.
6.7 Участки по переработке углеродного волокна, изготовлении углепластика должны быть оборудованы приточно-вытяжной вентиляцией, отоплением и кондиционированием воздуха согласно [2] и ГОСТ 12.4.021.
6.8 Уровень шума и вибрации при работе оборудования не должны превышать значений, установленных в ГОСТ 12.1.003 и ГОСТ 12.1.012.
6.9 Рабочие места должны иметь уровни освещенности, установленные [3].
6.10 На оборудовании должны быть установлены защитные ограждения, которые отвечают требованиям ГОСТ 12.2.062, станочные приспособления - требованиям ГОСТ 12.2.029.
6.11 Используемое электрооборудование должно соответствовать требованиям [4], а эксплуатация - в соответствии с [5] и [6]. Все пусковые приспособления оборудования должны быть расположены в пределах легкой досягаемости моторного поля. Работы должны выполняться только на таком оборудовании, нетоконесущие узлы и элементы которого заземлены (занулены) в соответствии с ГОСТ 12.1.030. Углеродная нить является токопроводящим материалом. Запрещается размещение неупакованной углеродной нити, отходов и обрезков нити вблизи открытых электрических сетей и токонесущих элементов электрооборудования.
6.12 Работники должны соблюдать требования пожарной безопасности в соответствии с [7]. Производственные помещения должны быть оснащены средствами пожаротушения (песок, асбестовое полотно, углекислотные огнетушители), а также приборами пожарной сигнализации.
6.13 Контроль за содержанием вредных веществ в воздухе рабочей зоны производственных помещений необходимо проводить в соответствии с требованиями ГОСТ 12.1.005. Порядок и проведение анализов воздушной среды должны быть согласованы с местными органами санитарного и пожарного надзора. Концентрация пыли углеродного волокна в воздухе рабочей зоны не должна превышать установленных значений ПДК.
6.14 При работе с углеродным волокном необходимо применять средства индивидуальной защиты в соответствии с ГОСТ 12.4.011. Рекомендуемые средства индивидуальной защиты: очки защитные, спецодежда, обувь, рукавицы, резиновые перчатки.
6.15 Работники производства углеродного волокна должны проходить предварительные и периодические медицинские осмотры в соответствии с [8] и [9], обучение и инструктаж по безопасности труда - в соответствии с ГОСТ 12.0.004.
6.16 При проведении испытаний токсикологические характеристики исходной продукции должны соответствовать значениям, приведенным в таблице 1.
Таблица 1 - Токсикологические характеристики исходных продуктов
N | Токсичные компоненты материала | ПДК, мг/м | Класс опасности | |
в воздухе рабочей зоны* | в атм. воздуха | |||
1 | Микропластик углепластика на основе эпоксидного связующего (по остатку эпихлоргидрина) | 1 | 0,04 | 2 |
2 | Ацетон | 800/200 | 0,35 | 4 |
3 | Пыль углеродного волокна | 3/1 | 0,02 ОБУВ | 3 |
* В числителе - максимально разовая ПДК, в знаменателе - среднесменная ПДК. | ||||
6.17 При проведении испытаний токсикологические характеристики продуктов, выделяющихся при изготовлении образцов, должны соответствовать значениям, приведенным в таблице 2.
Таблица 2 - Токсикологические характеристики продуктов, выделяющихся при изготовлении образцов
Стадия технологического процесса | Выделяющийся токсичный продукт | Удельное количество на единицу продукции, г/кг | ПДК, мг/м | Класс опасности | |
в воздухе рабочей зоны* | в атм. воздухе | ||||
Подготовка оправки | Раствор смазки К-21 в бензине (пары) | 10 (г/м | 300/100 | 5,0 | 4 |
Пропитка углеродной нити | Ацетон | 10 | 800/200 | 0,35 | 4 |
Эпихлоргидрин | Следы | 1 | 0,2 | 2 | |
Пыль углеволокна | Следы | 4/2 | 0,03 ОБУВ | 4 | |
Формование микропластика | Ацетон | 10 | 800/200 | 0,35 | 4 |
Эпихлоргидрин | Следы | 1 | 0,35 | 2 | |
Механическая обработка углепластика | Пыль углепластика | Следы | 3/1 | 0,02 ОБУВ | 3 |
* В числителе - максимально разовая ПДК, в знаменателе - среднесменная ПДК. | |||||
7 Требования по охране окружающей среды
7.1 Углеродное волокно при нормальных условиях не должно выделять в окружающую среду токсических веществ и оказывать вредного влияния на организм человека.
7.2 Выбросы в атмосферу вредных веществ при производстве и применении углеродного волокна не должны превышать норм допустимых выбросов, установленных в ГОСТ 17.2.3.02. Контроль качества воздуха - в соответствии с ГОСТ Р 58577.
7.3 Углеродное волокно, не соответствующее требованиям, указанным в таблице 1 настоящего стандарта, подвергают утилизации в соответствии с требованиями [10] и [11].
7.4 Жидкие отходы при производстве композиционного материала отсутствуют.
7.5 Отходы в виде кусков углеродного жгута и микропластика после механической обработки рекомендуется сжигать в среде пропана при температуре не ниже 700°С или в установках каталитического дожигания типа КР-6,3-24-0,1 или "Вихрь" на территории предприятия при наличии разрешения Техпотребнадзора. Вентиляционные системы должны быть снабжены установками по улавливанию, обезвреживанию пыли и летучих продуктов. Контроль за соблюдением установленных предельно-допустимых выбросов (ПДВ) вредных веществ в атмосферный воздух проводят в соответствии с ГОСТ Р 58577.
8 Методы испытаний
8.1 Определение характеристик углеродного волокна, п.5.1, должно проводиться по следующим методикам:
8.1.1 Количество моноволокон в углеродной нити равно количеству моноволокон исходной ПАН-нити (жгутика), из которой изготовлена углеродная нить, количество моноволокон ПАН-нити (жгутика) соответствует количеству отверстий в фильере, используемой при формовании ПАН-нити (жгутика).
8.1.2 Определение линейной плотности - в соответствии с ГОСТ 6611.1.
8.1.3 Определение прочности, модуля упругости и относительного удлинения волокна.
8.1.3.1 Общие указания
Настоящая методика содержит рекомендации по определению прочности, модуля упругости и удлинения углеродных волокон путем испытания микропластика. Данная методика распространяется на углеродные волокна в виде нитей, пропитанных связующим и отвержденных под натяжением. В качестве пропитывающих растворов могут быть использованы растворы эпоксидных связующих с концентрацией (45±2)%. В ходе подготовки образцов должен быть получен микропластик с содержанием связующего не менее 36%.
8.1.3.2 Аппаратура и материалы
Для изготовления микропластика рекомендуется использовать установку пропитки с плавной регулировкой скорости протяжки нити (0,5-7,0) м/мин, обеспечивающей необходимый нанос связующего, регулируемое натяжение нити (100-400) г и его намотку на съемную четырехгранную оправку с шагом не менее (4-5) мм. Установка состоит из следующих функциональных частей:
- основание установки, состоящее из швелерной рамки и плиты;
- шпулярник для установки бобины с волокном, снабженный тормозным устройством для натяжения до 400 г/нить;
- съемная пропиточная ванна, состоящая из самой ванны и направляющих обжимающих роликов, позволяющих путем изменения зазора между ними регулировать нанос связующего на нити;
- приводной механизм, состоящий из редуктора и электродвигателя;
- принимающая оправка для намотки пропитанной нити.
Термошкаф для отверждения микропластиков на температуру до 250°С.
Пресс гидравлический с обогреваемыми плитами, снабженный вытяжной вентиляцией, для приклеивания накладок при контактном давлении.
Испытательная машина, позволяющая проводить измерения разрушающей нагрузки до 2000 Н с погрешностью, не превышающей 1%, с самоцентрирующимися захватами, исключающими проскальзывание и механические повреждения образца при испытаниях, экстензометр для определения деформации.
Связующее эпоксидное с температурой отверждения до 180°С для пропитки углеродной нити находится в соответствующем растворителе.
Клей холодного отверждения, состоящий из эпоксидной смолы ЭД-20 по ГОСТ 10587 с добавкой 10% полиэтиленполиамина (ПЭПА) в качестве отвердителя, для приклеивания накладок.
Накладки картонные или плотнотканые для предохранения образцов микропластика от механических повреждений в зажимах испытательной машины.
8.1.3.3 Изготовление микропластика
Нить с бобины крепят на шпулярнике установки пропитки, пропускают по направляющим и обжимающим роликам. Конец нити крепят на оправке (например, на четырехгранной раме). Ванну установки пропитки заполняют раствором эпоксидного связующего в метилэтилкетоне. При помощи привода осуществляют вращение оправки, на которую с шагом не менее 5 мм наматывают пропитанную нить.
После окончания намотки оправку с пропитанной нитью около 0,5 ч выдерживают под вытяжным шкафом и устанавливают в термошкаф для отверждения по режиму использованной эпоксидной композиции.
8.1.3.4 Образцы
От каждой паковки (бобины углеродной нити) испытывают не менее 3 образцов. Общее количество испытуемых образцов в партии нити должно быть не менее 30 штук. После отверждения микропластик нарезают на образцы длиной( 200±2) мм с помощью ножниц. Для испытания используют образцы микропластиков с содержанием смолы не менее 36%. Не допускается использование дефектных образцов, имеющих перегибы, искривления, обрывки моноволокон, неравномерно пропитанные (капли застывшей смолы на поверхности) и т.д. Содержание связующего в образце определяют взвешиванием образца микропластика и непропитанной нити из той же паковки соответствующей длины по формуле
![]() , (1)
, (1)
где - содержание связующего, %;
- вес микропластика длиной 200 мм, г;
- вес нити длиной 200 мм, г.
Концы образца микропластика длиной 200 мм заклеивают в картонные или плотнотканые полосы размером 5020 мм клеем на основе смолы ЭД-20 с добавкой 10% полиэтиленполиамина (ПЭПА) в качестве отвердителя, время отверждения от 2 до 3 ч при комнатной температуре или 1 ч при температуре (90±10)°С при контактном давлении в прессе. Допускается применение конструкционных клеев других марок.
8.1.3.5 Проведение испытаний и обработка результатов
Концы образца микропластика, заклеенные в картонные накладки, закрепляют в зажимах испытательной машины. Допускается закреплять образец микропластика в зажимах испытательной машины через эластичные пластины из полиуретана с твердостью по Шору А 90-95 единиц. Для предотвращения проскальзывания и продольного растрескивания микропластика в зажимах на пластины из полиуретана прокладывают синтетическую ткань. Испытания проводят на базе длиной L=100 мм до разрушения образца при скорости перемещения активного захвата, равной 0,5-1,0 мм/сек. В расчет не принимать образцы, разрушение которых произошло в зоне зажимов.
|
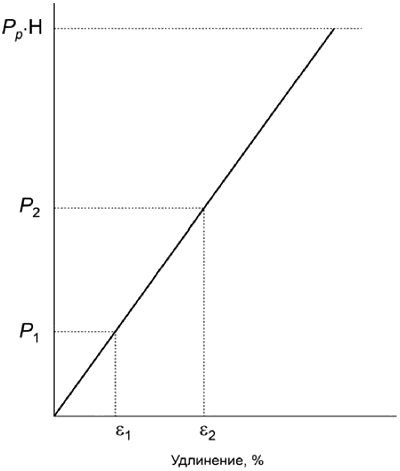
Рисунок 1 - Диаграмма нагружения
Прочность углеродного волокна при растяжении рассчитывают по формуле
![]() , (2)
, (2)
где - разрушающая нагрузка, Н;
- суммарная площадь пучка моноволокон, ее рассчитывают по формуле
![]() , (3)
, (3)
где - линейная плотность нити, г/1000 м;
- плотность углеродного волокна, г/см
.
Модуль упругости углеродного волокна при растяжении рассчитывают по формуле
![]() , (4)
, (4)
где - модуль упругости волокна, ГПа;
![]() - изменение нагрузки на участке
- изменение нагрузки на участке и
, Н;
![]() - удлинение, %.
- удлинение, %.
Относительное удлинение рассчитывают по формуле
![]() . (5)
. (5)
За результат испытания принимают среднеарифметическое значение всех параллельных измерений.
8.1.3.6 Метрологическое обеспечение
Для контроля технологического процесса получения микропластика применяют следующие приборы:
- манометры по ГОСТ 2405;
- часы по ГОСТ 10733;
- весы лабораторные аналитические, погрешность ±0,1 мг по ГОСТ Р 53228;
- микрометр, диапазон измерений 0-25 мм, цена деления 0,01 мм по ГОСТ 6507;
- штангенциркуль ШЦ-П-320-0,05, цена деления 0,1 мм по ГОСТ 166.
Приборы пульта управления и контроля температурных режимов формования должны быть класса не ниже 0,5 в комплекте с ТХК по ГОСТ Р 8.585.
Рекомендуемые средства измерений могут быть заменены другими средствами измерений аналогичного назначения, имеющими метрологические характеристики не хуже, чем у предлагаемых.
Все измерительные приборы, в том числе и приборы иностранного изготовления, должны быть поверены (откалиброваны) метрологическими службами и иметь действующие клейма.
8.1.4 Определение содержания аппрета
Данная методика рекомендуется для определения количества аппретирующего состава на углеродных волокнах в процентах от веса волокна.
8.1.4.1 Оборудование
Для данного испытания необходимо следующее оборудование:
- весы лабораторные аналитические, погрешностью не более ±0,1 мг, по ГОСТ Р 53228;
- сушильная печь с температурой до 250°С;
- муфельная печь, обеспечивающая нагрев до 1000°С;
- тигель вместимостью 40 мл, диаметром обода 47 мм, высотой 40 мл;
- капсула для обжига - нержавеющая сталь.
Примечание - Размеры капсулы: ширина - 228 мм, высота - 76 мм, диаметр - 254 мм, с плотно сидящей крышкой из нержавеющей стали, имеющей выход на 1/2" с двух сторон. К капсуле должна быть подсоединена трубка из нержавеющей стали диаметром 1/8".
8.1.4.2 Материалы
Для данного испытания требуются следующие материалы:
силикагель - осушитель;
азотный газ - стандартной чистоты.
8.1.4.3 Процедура
Наматывают приблизительно 1,5 г образца нити в небольшой моток, внутренним диаметром 25-40 мм, и помещают его в сушильный шкаф с температурой 100°С на 2 ч. Используют чистые сухие щипцы, достают моток из сушильного шкафа и взвешивают с точностью до 0,1 мг. Записывают значение как . Достают чистый сухой тигель из сушильного шкафа и помещают на него образец мотка. Взвешивают тигель с нитью и записывают значение как
.
Примечание - Надевают чистые сухие хлопковые перчатки, чтобы не допустить попадания влаги на тигель.
Помещают тигель с образцом в капсулу для обжига и накрывают ее крышкой. Продувают капсулу для обжига азотом со скоростью 0,21 м/ч не менее 45 мин. Пока система продувается, включают муфельную печь, устанавливают регулятор на 390°С, с периодическим контролем времени выхода на "постоянную массу". По истечении времени продувки и достижении температуры печи необходимого значения капсулу для обжига помещают в печь и выдерживают там в течение 1 ч при заданной температуре.
Примечание - Помещая и доставая капсулы для обжига из горячей муфельной печи, в целях безопасности надевают защитные асбестовые перчатки или эквивалентные.
Продолжают продувать азотом во время фаз нагревания и охлаждения. После нагревания в течение 1 ч достают капсулу для обжига из печи и ставят ее на защищенную охладительную поверхность. Достают тигель из капсулы для обжига и помещают его в сушильный шкаф для охлаждения до комнатной температуры. После охлаждения до комнатной температуры взвешивают тигель с образцом и записывают полученное значение как .
8.1.4.4 Обработка результатов
Рассчитывают количество аппрета путем определения процента потери массы по формуле
![]() , (6)
, (6)
где - содержание аппрета, %.
8.1.5 Определение диаметра моноволокна проводят в соответствии с ГОСТ 6943.2.
8.1.6 Определение плотности волокна методом градиентной колонки проводят в соответствии с ГОСТ 15139.
Библиография
[1] | СП 2.2.2.1327-03 | Гигиенические требования к организации технологических процессов, производственному оборудованию и рабочему инструменту |
[2] | СНиП 41-01-2003 | Отопление, вентиляция и кондиционирование |
________________ | ||
[3] | СНиП 23-05-95 | Строительные нормы. Естественное и искусственное освещение и правила |
________________
| ||
[4] | Приказ Министерства энергетики Российской Федерации от 8 июля 2002 г. N 204 "Правила устройства электроустановок (ПУЭ)" | |
[5] | Приказ Министерства энергетики Российской Федерации от 27 декабря 2000 г. N 163 "Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок ПОТ Р М-016-200"1 | |
[6] | Приказ Министерства химической промышленности и Министерства нефтеперерабатывающей и нефтехимической промышленности СССР от 31 января 1972 г. "Правила защиты от статического электричества в производствах химической, нефтехимической и нефтеперерабатывающей промышленности" | |
[7] | Приказ МЧС России от 18 июня 2003 г. N 313 "Правила пожарной безопасности в Российской Федерации (ППБ-01-03)" | |
[8] | Приказ Минздравмедпрома РФ от 14 марта 1996 г. N 90 "О порядке проведения предварительных и периодических медицинских осмотров работников и медицинских регламентах допуска к профессии" | |
[9] | Приказ Министерства здравоохранения и социального развития Российской Федерации от 16 апреля 2004 г. N 83* "Об утверждении перечней вредных и (или) опасных производственных факторов и работ, при выполнении которых проводятся предварительные и периодические медицинские осмотры (обследования), и порядка проведения этих осмотров (обследований)" | |
________________ * Вероятно, ошибка оригинала. Следует читать: 16.08.2004 г. N 83. - . | ||
[10] | СанПиН 2.1.7.1322-03 | Гигиенические требования к размещению и обезвреживанию отходов производства и потребления |
[11] | СП 2.1.7.1386-03 | Санитарные правила по определению класса опасности токсичных отходов производства и потребления |
УДК 678.03:546.26:006.354 | ОКС 25.220.20 |
Ключевые слова: углеродные волокна, углепластик, полимерный композиционный материал, технические требования к углеродным волокнам, методы испытаний углеродных волокон | |
Электронный текст документа
и сверен по:
, 2020
