ГОСТ Р 50336-92 (ИСО 8744-86)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ШТИФТЫ ЦИЛИНДРИЧЕСКИЕ НАСЕЧЕННЫЕ С КОНИЧЕСКИМИ НАСЕЧКАМИ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Издание официальное
37 руб. БЗ 2-92/117
ГОССТАНДАРТ РОССИИ Москва
УДК 621 886.113:006^354
Группа Г37
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ШТИФТЫ ЦИЛИНДРИЧЕСКИЕ НАСЕЧЕННЫЕ С КОНИЧЕСКИМИ НАСЕЧКАМИ
Технические условия
ГОСТ Р
50336—92
Groovedpins-Full-length taper grooved. Specifications
(ИСО 8744—86)
ОКП 16 8000
Дата введения 01.01.94
Настоящий стандарт распространяется на цилиндрические насеченные штифты с тремя коническими насечками, которые расположены равномерно в продольном направлении на наружной поверхности, класса точности С с номинальным диаметром di от 1,5 до 25 мм.
Дополнительные требования, отражающие потребности народного хозяйства, приведены в приложении 1.
Требования настоящего стандарта являются обязательными.
1. РАЗМЕРЫ
1.1. Размеры штифтов должны соответствовать указанным на чертеже и в табл. 1.

1 Угол 70° применяется только на штифтах, изготовленных из стали, указанной в табл. 2. Угол насечки может изменяться в зависимости от пластичности материала.
Издание официальное | @ Издательство стандартов, 1993 |
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен без разрешения Госстандарта России
2—1635
Размеры мм
номнн. | 1,5 | 2 | 2.5 1 | 3 | 4 | 5 | 6 | 8 | 1(1 | 12 | 16 | 20 | 25 | ||
пред. откл. | К9 | hll | |||||||||||||
а» | 0,2 | 0.25 | 0.3 | 0.4 | 0.5 | 0,63 | оз | 1 | 1.2 | 1.6 | 2 | 2.5 | 3 | ||
Минимальная двойная нагрузка на срез* кН | 1.6 | 2,84 | 4.4 | 6.4 | 11,3 | 17,6 | 25,4 | 45,2 | 70,4 | 1013 | 181 | 283 | 444 | ||
Р | Диаметр описанной окружности насечек d? | ||||||||||||||
НОМИН. | | мин. | макс. | +0,05 1 0 1 | ±0.05 | | | ±0,10 | |||||||||
8 | 7,75 | 8.25 | 1,63 | 3.25 | 4,30 | ||||||||||
10 | 9.75 | 10.25 | 5,30 | 6.30 | |||||||||||
12 | 11.5 | 12.5 | 2,70 | 3.30 | |||||||||||
14 | 13.5 | 14.5 | 8.35 | ||||||||||||
16 | 15.5 | 16,5 | 1,60 | 4,35 | 5,35 | 10.40 | 12.40 | ||||||||
18 | 17,5 | 18.5 | 2.15 | ||||||||||||
20 | 19,5 | 20,5 | 3,25 | ||||||||||||
22 | 21.5 | 22.5 | 6,35 | ||||||||||||
24 | 23,5 | 24.5 | 2.65 | 8.40 | 16.55 | ||||||||||
26 | 25.5 | 26.5 | |||||||||||||
28 | 27.5 | 28.5 | 4,30 | 5,30 | 10,45 | 12,45 | |||||||||
30 | 29,5 | 30.5 | 16,60 | ||||||||||||
32 | 31,5 | 32,5 | J.2U | ||||||||||||
35 | 34,5 | 35.5 | 6,30 | 8,35 | |||||||||||
40 | 39,5 | 40,5 |
-ч О
25,60
1 Относится только к насеченным штифтам, изготовленным из стали, указанной в табл. 2.
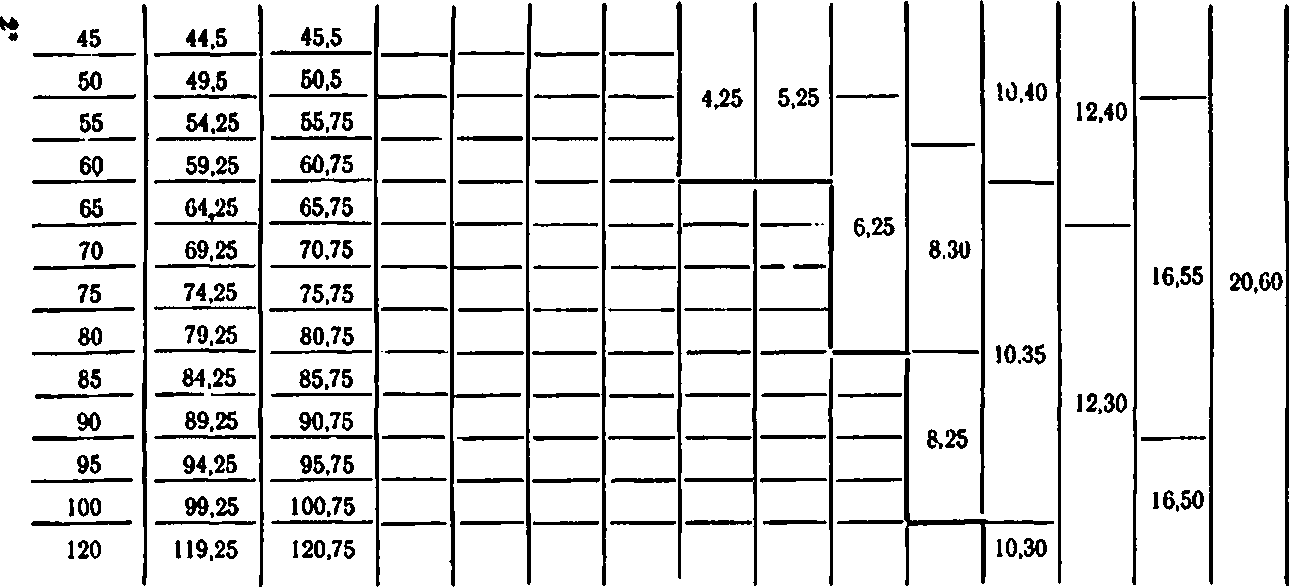
’ Стандартные длины указаны между ступенчатыми линиями.
8 Значения днамегра описанной окружности относятся только к штифтам, изготовленным из стали, указан-ной в табл. 2. При изготовлении штифтов из других материалов, например, нержавеющей стали, размер d» дол- о жен быть согласован между изготовителем к потребителем. Q
С. 4 ГОСТ Р 50336—92
1.2. Теоретическая масса штифтов указана в приложении 2.
2. ПРИМЕНЕНИЕ
2.1. По краям насечек диаметр штифта d2 превышает номинальный диаметр d\. Вследствие этого штифты, запресованные в отверстие, равное номинальному диаметру образуют прочное соединение.
2.2. Диаметр отверстия под насеченный штифт должен быть равен номинальному диаметру штифта d\. Поле допуска диаметра отверстия — НН.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Штифты должны изготавливаться в соответствии с требованиями, указанными в табл. 2.
Таблица 2 | |
Материал | Автоматная сталь, твердость от 125 до 245 HV. Допускаются другие материалы по согласованию между потребителем и изготовителем. |
Насечки | Конструкция насечек выбирается изготовителем |
Окончательная обработка поверхности | Штифты поставляются без покрытия, смазанные для защиты от коррозии или с покрытием по согласованию между потребителем и изготовителем. Рекомендуемые покрытия: окисное, фосфатное или цинковое с хроматированием по ГОСТ 9.301, ГОСТ 9.303. Допускаются другие покрытия по согласованию между потребителем и изготовителем. Все допуски относятся к размерам до нанесения покрытий. |
Качество поверхности | Изделия должны быть одинаковыми по качеству, без отклонений формы и дефектов. |
Испытание на срез | Испытание проводится по ГОСТ Р 50076. |
Приемка I Правила приемки — по ГОСТ 17769.
4. ОБОЗНАЧЕНИЕ
Пример условного обозначения цилиндрического насеченного штифта с коническими насечками с номинальным диаметром dt=6 мм и номинальной длиной /=50 мм, без покрытия:
Штифт 6X50 ГОСТ Р 50336—92
То же, с химическим окисным покрытием, пропитанным маслом:
Штифт 6x50 Хим. Оке. прм ГОСТ Р 50336—92
ПРИЛОЖЕНИЕ 1 Обязательное
ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ, ОТРАЖАЮЩИЕ ПОТРЕБНОСТИ НАРОДНОГО ХОЗЯЙСТВА
Штифты должны удовлетворять всем требованиям ГОСТ 26862 и требованиям, изложенным в настоящем стандарте.
1. Дополнительные размеры штифтов указаны в табл. 3.
Таблица 3
Размеры, мм
t номин. | 1.6 | |||
пред. откл. | h9 | |||
а « | 0,2 | |||
Минимальная двойная нагрузка на | ||||
срез, кН | 1,86 | |||
1 | Диаметр | описанной окружности насеч- | ||
I | ки d2 | +0,05 | ||
номин. | мин. | макс. | 0 | |
4 | 3,75 | 4,25 | ||
5 | 4,75 | 5,25 | ||
6 | 5,75 | 6,25 | 1,63 | |
8 | 7,75 | 8,25 | ||
10 | 9,75 | 10,25 | ||
12 | 11,5 | 12,5 | ||
14 | 13,5 | 14,5 | ||
16 | 15,5 | 16,5 | 1,60 | |
18 | 17,5 | 18,5 | ||
20 | 19,5 | 20,5 |
2. Дополнительные длины штифтов должны выбираться из следующего ряда: 4; 5; 6; 25; 36; 110 мм.
ПРИЛОЖЕНИЕ 2 Рекомендуемое
МАССА ШТИФТОВ
Длина 1, мм | Теоретическая масса 1000 шт. штифтов, кг • при номинальном диаметре d, мм | |||||||||||||
1Л | 1.4 | в | 2,5 | 3 | 4 | 5 | в | 5 | 10 | 12 | 1в | 20 | 28 | |
4 | 0.056 | 0,063 | 0,099 | |||||||||||
5 | 0.069 | 0.079 | 0,124 | 0,190 | ||||||||||
6 | 0,083 | 0,095 | 0,148 | 0,230 | 0,333 | |||||||||
8 | 0,111 | 0,130 | 0,198 | 0,310 | 0.444 | 0,789 | 1,23 | |||||||
10 | 0,139 | 0,160 | 0,250 | 0,390 | 0,560 | 0,990 | 1,50 | 2,20 | ||||||
12 | 0,167 | 0,192 | 0,300 | 0,467 | 0,670 | 1,180 | 1.80 | 2,70 | 4,79 | |||||
14 | 0,195 | 0,223 | 0,350 | 0.540 | 0,780 | 1,380 | 2,20 | 3,10 | 5,58 | 8,67 | ||||
16 | 0,222 | 0.255 | 0,400 | 0.620 | 0,890 | 1,580 | 2,50 | 3,60 | 6,30 | 9,90 | 14.23 | |||
18 | 0,250 | 0,290 | 0.440 | 0,700 | 1,000 | 1,770 | 2.80 | 4,00 | 7.10 | 11,10 | ||||
20 | 0,278 | 0.320 | 0,490 | 0,770 | 1,110 | 1,970 | З.Ю | 4,40 | 7,90 | 12,30 | 17,80 | |||
22 | 0,352 | 0,540 | 0,847 | 1,220 | 2,170 | 3,40 | 4,90 | 8,70 | 13,60 | 19,50 | ||||
24 | 0.383 | 0,590 | 0,920 | 1330 | 2370 | 3,60 | 5,30 | 9,50 | 14.80 | 21,30 | 37,9 | |||
25 | 0,620 | 0,960 | 1,390 | 2,470 | 3,90 | 5,60 | 9,90 | 15,40 | 22.20 | 39,5 | ||||
26 | 0,640 | 1,000 | 1,440 | 2,560 | 4,00 | 5,80 | 10,30 | 16.00 | 23,10 | 41,0 | 64,1 | 100.2 | ||
28 | 0,690 | 1,080 | 1,550 | 2,760 | 4,30 | 6,20 | 11,10 | 17,30 | 24,90 | 44,2 | 69.0 | 107.9 | ||
30 | 0,740 | 1,200 | 1,670 | 2,960 | 4,60 | 6,70 | 11,90 | 18,50 | 26.60 | 47,3 | 74,0 | 115,6 |
32
35
36
40
45
50
55
60
65
70
75
80
85
90
95
100
НО
120
1,780 | 3.160 | 4,90 | 7,10 | 12,60 | 19,70 | 28,40 | 50,5 | 78,9 | 123.3 | ||||
1.940 | 3.450 | 5,40 | 7.80 | 13,80 | 21,60 | 31,10 | 55.2 | 86,3 | 134,9 | ||||
2.000 | 3550 | 5.50 | 8.00 | 14.20 | 22.20 | 32,00 | 56,8 | 88.8 | 138,7 | ||||
2.220 | 3,940 | 6.20 | 8.90 | 15,80 | 24,70 | 35.50 | 63,1 | 98,6 | 154.1 | ||||
4,440 | 6.90 | 10,00 | 17,80 | 27.80 | 40.00 | 71,0 | 111,0 | 173.4 | |||||
4,930 | 7.70 | 11,10 | 19,80 | 30,90 | 44.40 | 78.9 | 123,0 | 192.6 | |||||
5.423 | 8.50 | 12,20 | 21,70 | 33,90 | 48.80 | 86,8 | 135,6 | 211,9 | |||||
5,920 | 9,20 | 13.30 | 23,70 | 37,00 | 53.30 | 94,7 | 148.0 | 231.2 | |||||
14,40 | 25,70 | 40.10 | 57.70 | 102.6 | 160,3 | 250,4 | |||||||
15.50 | 27.70 | 43,20 | 62,20 | 110.5 | 172,6 | 269,7 | |||||||
16.70 | 29,60 | 46,30 | 66.60 | 118.4 | 185,0 | 289,0 | |||||||
17,80 | 31,60 | 49,40 | 71.00 | 126.2 | 197,3 | 308.2 | |||||||
33,60 | 52,40 | 75.50 | 134,1 | 209.6 | 327.5 | ||||||||
35,60 | 55,50 | 79,90 | 142.0 | 221,9 | 346.8 | ||||||||
37.50 | 58,60 | 84,40 | 149.9 | 234.3 | 366.0 | ||||||||
40,00 | 62.00 | 89,00 | 158.0 | 247,0 | 385,0 | ||||||||
68,20 | 97,90 | 173.8 | 271,0 | 424.0 | |||||||||
74,30 | 106,80 | 189,6 | 296.0 | 462,0 |
С в ГОСТ Р 50336—92 ГОСТ Р 50336—92 С. 7
С 8 ГОСТ Р 50336—92
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Техническим Комитетом по стандартизации ТК 229 «Крепежные изделия»
РАЗРАБОТЧИКИ
В. Г. Серегин, А. М. Свиридов, Т. Б. Левина, Т. Н. Купцова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 08.10.92 № 1334
Настоящий стандарт подготовлен методом прямого применения международного стандарта И СО 8744—86 «Штифты цилиндрические насеченные с коническими насечками» с дополнительными требованиями, отражающие потребности народного хозяйства
3. ВЗАМЕН ГОСТ 10773—80
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, приложения
Приложение 1
3
ГОСТ 9.301—86
ГОСТ 9.303—84
ГОСТ 17769—83 ГОСТ 26862—86
ГОСТ Р 50076—92
Редактор А. Л. Владимиров Технический редактор В. Н. Прусакова Корректор В. И. Варенцова
Сдаво в ваб. 06.11.92 Подл, в печ. 25.12.92 Уел. веч. л. 0,75. Усл. кр.-отт. 0,75. Уч.-нзд. л. 0,47. Тир. 1277 экз.
Ордена «Звак Почета» Издательство стандартов, 123557, Москва, ГСП, Новопресненский пер., 3 Тип. «Московский печатник». Москва, Лялин пер., 6. Зак. 1635
