ГОСТ Р 50.05.03-2018
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Система оценки соответствия в области использования атомной энергии
ОЦЕНКА СООТВЕТСТВИЯ В ФОРМЕ КОНТРОЛЯ
Унифицированные методики. Ультразвуковой контроль и измерение толщины монометаллов, биметаллов и антикоррозионных покрытий
Conformity assessment system for the use of nuclear energy. Conformity assessment in the form of examination. Unified procedures. Ultrasonic examination and thickness measurement of monometals, bimetas* and corrosion-resistant claddings
________________
* Текст документа соответствует оригиналу. - .
ОКС 27.120
Дата введения 2018-03-01
Предисловие
1 РАЗРАБОТАН Государственной корпорацией по атомной энергии "Росатом"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 322 "Атомная техника"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 2 февраля 2018 г. N 39-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
1 Область применения
1.1 Стандарт распространяется на ультразвуковой контроль и измерение толщины моно- и биметаллических изделий/элементов атомных энергетических установок (АЭУ), а также антикоррозионных покрытий и устанавливает требования к проведению контроля и измерения толщины, средствам контроля, персоналу, обработке и оформлению результатов контроля, а также требования безопасности.
1.2 Настоящий стандарт распространяется на ультразвуковой контроль и измерение толщины изделий/элементов АЭУ, а также их антикоррозионных покрытий, выполненных в соответствии с требованиями:
- федеральных норм и правил в области использования атомной энергии, устанавливающих требования к устройству и безопасной эксплуатации оборудования и трубопроводов АЭУ;
- федеральных норм и правил в области использования атомной энергии, устанавливающих требования к устройству и эксплуатации локализующих систем безопасности атомных станций;
- федеральных норм и правил в области использования атомной энергии, устанавливающих требования к сварке и наплавке оборудования и трубопроводов АЭУ;
- федеральных норм и правил в области использования атомной энергии, устанавливающих правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже;
- федеральных норм и правил в области использования атомной энергии, устанавливающих правила контроля основного металла, сварных соединений и наплавленных покрытий при эксплуатации оборудования, трубопроводов и других элементов атомных станций.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.1.303* Система стандартов безопасности труда. Электробезопасность
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 12.1.030-81. - .
ГОСТ 15467 Управление качеством продукции. Основные понятия, термины и определения
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 20911 Техническая диагностика. Термины и определения
ГОСТ 23829 Контроль неразрушающий акустический. Термины и определения
ГОСТ 25346 Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Основные положения, допуски, отклонения и посадки
ГОСТ Р 8.596 Государственная система обеспечения единства измерений. Метрологическое обеспечение измерительных систем. Основные положения
ГОСТ Р 50.05.11 Система оценки соответствия в области использования атомной энергии. Персонал, выполняющий неразрушающий и разрушающий контроль металла. Требования и порядок подтверждения компетентности
ГОСТ Р 50.05.02 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Унифицированные методики. Ультразвуковой контроль сварных соединений и наплавленных покрытий
ГОСТ Р 50.05.15 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Неразрушающий контроль. Термины и определения
ГОСТ Р 50.05.16 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Неразрушающий контроль. Метрологическое обеспечение
ГОСТ Р ИСО 5577 Контроль неразрушающий. Ультразвуковой контроль. Словарь
ГОСТ Р ИСО 16809-2015 Контроль неразрушающий. Контроль ультразвуковой. Измерение толщины
ГОСТ Р 53697 Контроль неразрушающий. Основные термины и определения
ГОСТ Р 55614 Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования
ГОСТ Р 55724 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения. Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 50.05.15, ГОСТ Р ИСО 5577, ГОСТ Р 53697, ГОСТ 23829, а также следующие термины с соответствующими определениями:
3.1 эксплуатационный контроль металла: Контроль, организованный для оценки изменения состояния металла ОК и определения его пригодности к дальнейшей эксплуатации в пределах проектного срока службы и продленного срока службы.
3.2 эквидистантная поверхность: Поверхность, расстояние до которой в любой точке постоянно от заданной поверхности.
3.3 донная поверхность: Поверхность, противоположная поверхности ввода ультразвуковых колебаний.
3.4 электромагнитно-акустический преобразователь (ЭМА-преобразователь; ЭМАП): Первичный преобразователь, принцип действия которого основан на явлении магнитной индукции (эффекте Лоренца) или магнитострикции материала объекта контроля, при котором электрические колебания преобразуют звуковую энергию и наоборот.
3.5 затухание: Уменьшение звукового давления при распространении волны в материале, вызванное процессами поглощения и рассеяния.
3.6 строб: Электронный способ выбора временного интервала на развертке для наблюдения контроля или последующей обработки.
3.7 прокладка: Слой материала определенной толщины, который помещают между преобразователем и ОК, предназначенный для улучшения акустического контакта и (или) защиты преобразователя.
3.8 поле допуска: Поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера.
Примечание - При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии по ГОСТ 25346.
4 Сокращения
В настоящем стандарте используются следующие сокращения:
АС - атомная станция;
АЭУ - атомная энергетическая установка;
ДК - документация по контролю;
КД - конструкторская (проектная) документация;
ТД - технологическая документация;
НО - настроечный образец;
ОК - объект контроля;
ПЭП - пьезоэлектрический преобразователь;
РС - раздельно-совмещенный преобразователь;
СИЗ - средства индивидуальной защиты;
ТКК - технологическая карта контроля;
УЗ - ультразвук (ультразвуковой);
УЗКТ - ультразвуковой контроль толщины;
УЗТ - ультразвуковое измерение толщины;
ЭМА - электромагнитно-акустический;
ЭМАП - электромагнитно-акустический преобразователь.
5 Общие положения
5.1 Ультразвуковой метод контроля и измерения толщины следует применять в местах, недоступных для измерения толщины ОК прямым измерением (штангенциркулем, микрометром и т.п.).
5.2 Контроль и измерение толщины следует выполнять на эквидистантных (равноудаленных) поверхностях или участках поверхностей. Допустимые значения неэквидистантности (непараллельности) контролируемых поверхностей указаны в 8.1.5 ГОСТ Р ИСО 16809-2015.
5.3 Необходимость проведения контроля и измерения толщины, объем измерений, конкретные точки для измерений, зоны контроля и критерии оценки результатов должны быть указаны в КД и ДК.
5.4 Погрешность измерений должна быть определена при доверительной вероятности 0,95 (приложение А). Необходимость оценки погрешности при более высоком значении доверительной вероятности должна быть указана в КД и ДК.
5.5 Оценку годности ОК по фактическим показаниям средства измерения (без учета погрешности средства измерения) проводят, если выполняется одно из следующих условий.
5.5.1 Погрешность измерений не превышает 35% половины поля допуска на контролируемый размер; при одностороннем допусковом контроле (отдельно по нижнему или верхнему отклонению) погрешность измерений не превышает 35% соответствующего предельного отклонения.
5.5.2 Предельные значения измеряемой величины указаны в КД, которые согласованы с конструкторской организацией-разработчиком.
5.6 КД и ДК, предусматривающая контроль и измерение толщины, должна включать схему разметки ОК на точки, участки сканирования (контроля) и определять зоны контроля, в которых необходимо проводить измерения. Схема разметки должна иметь привязку начала отсчета.
5.7 ТД, предусматривающая контроль и измерение толщины УЗ-методом, должна содержать следующие операции:
а) подготовку контактной поверхности ОК;
б) разметку ОК с нумерацией точек измерения;
в) сдачу ОТК работ по перечислениям а), б);
г) контроль и измерение толщины по настоящему стандарту.
5.8 В случае применения ЭМА-метода контроля и измерения толщины соответствующая ТД должна удовлетворять требованиям 5.7, кроме того:
а) при контроле и измерении через покрытие (краски, лак), по поверхности с продуктами коррозии величина зазора между рабочей поверхностью преобразователя и контролируемым металлом, должна быть не более определенной по техническим характеристикам ЭМА-толщиномера;
б) контроль и измерение через электропроводящие материалы (прослойки) не допускается.
5.9 НО необходимо изготавливать из того же материала и по той же технологии, что и контролируемое изделие.
5.10 ТКК и измерения толщины должны быть разработаны на основании требований настоящего стандарта персоналом, удовлетворяющим требованиям ГОСТ Р 50.05.11.
5.11 На несколько ОК может быть разработана одна ТКК и измерения толщины, если выполняются следующие условия:
а) ОК изготовлены из стали или сплава одинаковой марки и подверглись одинаковому типу пластического деформирования;
б) поверхности ОК в точках измерения имеют одинаковое значение шероховатости поверхности;
в) толщины отличаются не более чем на 10%;
г) для неплоских поверхностей с радиусом кривизны менее 250 мм выполняется неравенство
![]() ,
, ![]() , (1)
, (1)
где и
- радиусы кривизны поверхностей измерения.
5.12 Рекомендуемая форма ТКК и измерения толщины приведена в приложении Б.
5.13 При проведении контроля и измерения толщины следует учитывать требования федеральных норм и правил в области использования атомной энергии, устанавливающих правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже, и федеральных норм и правил в области использования атомной энергии, устанавливающих правила контроля основного металла, сварных соединений и наплавленных покрытий при эксплуатации оборудования, трубопроводов и других элементов атомных станций.
5.14 Проведение контроля и измерения толщины с 00:00 часов ночи до 6:00 часов утра не допускается.
6 Способы контроля и измерения толщины
6.1 Способы контроля
6.1.1 Толщина материала ОК вычисляется путем умножения известной скорости звука в материале на время прохождений импульса через стенку ОК и деления на количество прохождений импульса. Применяются следующие способы (см. рисунок 1):
а) измерение времени прохождения от начального импульса возбуждения до первого эхо-сигнала, минус коррекция нуля для учета времени прохождения импульса в призме преобразователя, протекторе преобразователя и слое контактной жидкости (режим однократного эхо-сигнала);
б) измерение времени прохождения от конца линии задержки до первого донного эхо-сигнала (режим однократного эхо-сигнала линии задержки);
в) измерение времени прохождения между донными эхо-сигналами (многократные эхо-сигналы);
г) измерение времени прохождения импульса от излучателя до приемника в контакте с донной поверхностью (теневой метод).
Толщину контролируют контактным методом способами, указанными в перечислениях а)-г), ЭМА-методом - а) и в).
|
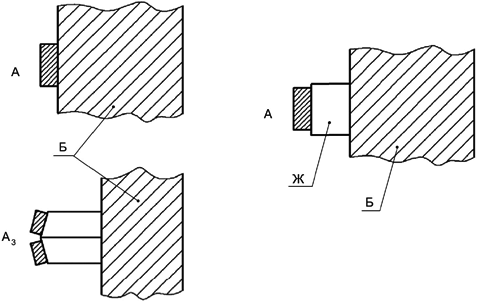
А - передающий/принимающий преобразователь; - передающий преобразователь;
- принимающий преобразователь;
- РС-преобразователь; Б - ОК; В - время прохождения акустического пути; Г - зондирующий импульс;
![]() - донные эхо-сигналы; Е - эхо-сигналы от границы раздела задержки и ОК; Ж - задержка; И - принятый импульс
- донные эхо-сигналы; Е - эхо-сигналы от границы раздела задержки и ОК; Ж - задержка; И - принятый импульс
Рисунок 1, лист 1 - Способы измерения
|
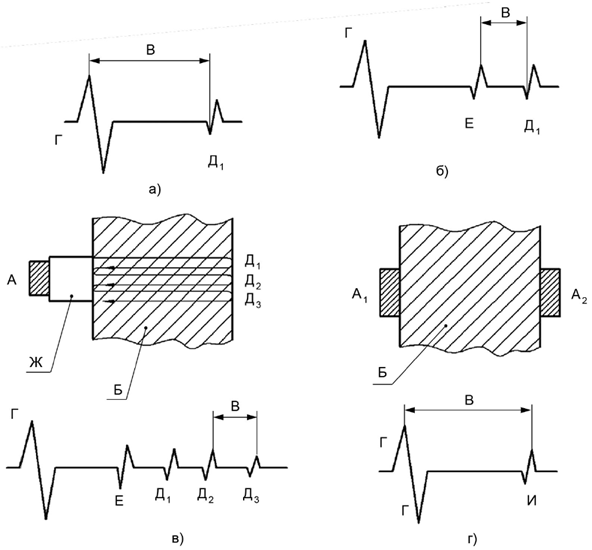
Рисунок 1, лист 2
6.2 Измерение толщины антикоррозионных покрытий УЗ-методом
6.2.1 При измерении толщины со стороны основного металла следует использовать прямые совмещенные ПЭП с частотой от 2 до 6 МГц включительно с жестким протектором, конструкция и размеры которых обеспечивают получение качественного акустического контакта с поверхностью изделия. При этом следует применять ПЭП с более высоким значением номинальной частоты и узкой диаграммой направленности (см. рисунок 2).
|
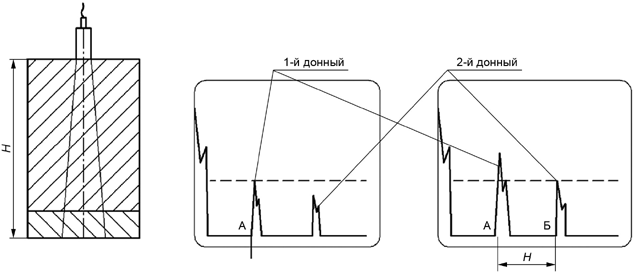
Рисунок 2 - Схема настройки на скорость звука в изделии по образцу ТБ1
6.2.2 При измерении толщины антикоррозионного покрытия труб наклонными ПЭП следует использовать преобразователи с углом ввода от 38° до 52°, частотой от 2 до 5 МГц (см. рисунок 3).
|
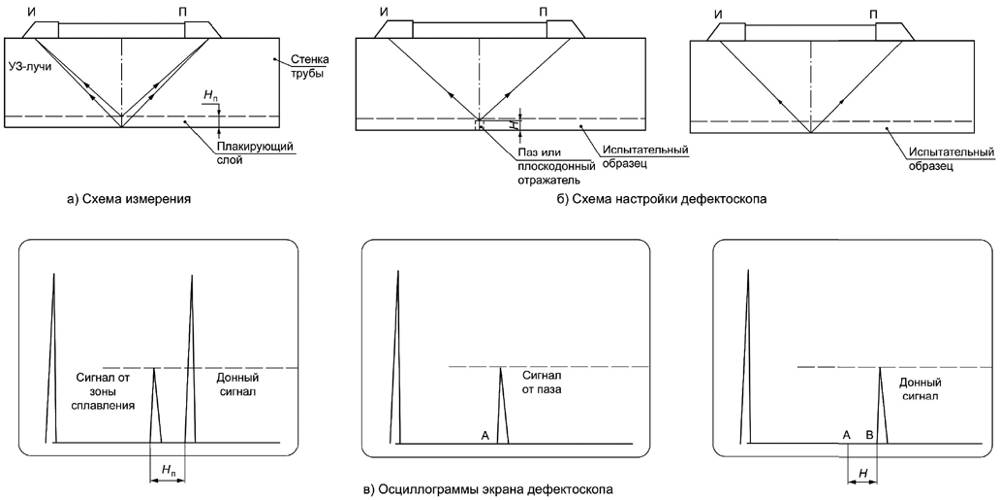
И - излучатель; П - приемник; - толщина покрытия (плакирующего слоя);
- глубина паза (плоскодонного отверстия)
Рисунок 3 - Измерение толщины антикоррозионного покрытия наклонными преобразователями
6.2.3 Для измерения антикоррозионных покрытий (наплавок и плакировок) со стороны покрытия следует использовать PC ПЭП с глубиной фокуса, превосходящей толщину покрытия. При номинальной толщине покрытия от 2 до 8 мм следует использовать ПЭП с частотой от 4 до 6 МГц, имеющие фокусное расстояние от 4 до 10 мм и максимальный размер контактной поверхности 16 мм, а покрытий с номинальной толщиной более 8 мм - раздельно-совмещенные ПЭП с частотой от 4 до 5 МГц, имеющие фокусное расстояние от 20 до 30 мм (см. рисунок 4).
|
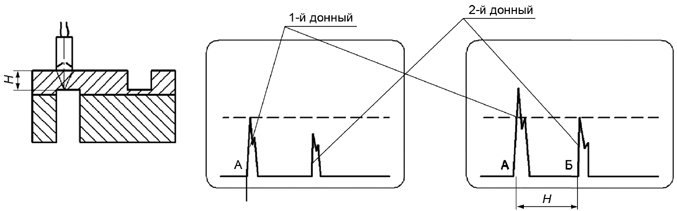
Рисунок 4 - Схема настройки на скорость звука в изделии по образцу ТН3
6.2.4 На площадке, выделенной для измерения толщины 40х3,4 с центром в точке измерения, где
- толщина изделия, мм, необходимо выбрать такое положение ПЭП, при котором эхо-импульс от границы раздела двух металлических сред имеет наиболее гладкую форму и крутой передний фронт.
6.2.5 При измерении толщины антикоррозионного покрытия наклонными ПЭП следует использовать два жестко скрепленных преобразователя (излучатель и приемник), подключенных к дефектоскопу по раздельной схеме (см. рисунок 3) и расположенных на трубе вдоль ее образующей.
6.2.6 Заведомо недостоверные показания - эхо-импульсы от дефектов вблизи зоны сплавления, границ отдельных слоев (или проходов) (см. рисунок 5); структурные шумы из антикоррозионного покрытия не учитываются.
|
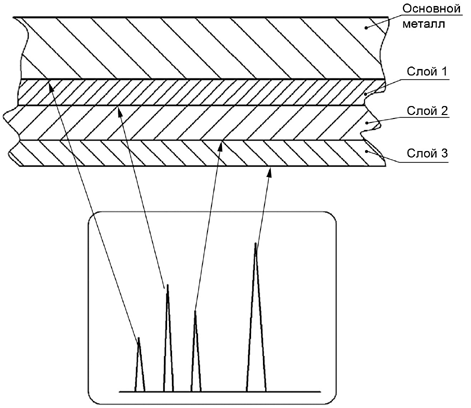
Рисунок 5 - Отражения от зоны сплавления антикоррозионного покрытия с основным металлом и границ слоев наплавки
6.2.7 При измерении со стороны основного металла толщина антикоррозионного покрытия определяется как разность положений эхо-сигналов от донной поверхности и зоны сплавления.
6.2.8 При отсутствии эхо-импульса от зоны сплавления перед первым донным сигналом следует использовать для измерения второй или третий донные сигналы и соответствующий эхо-импульс от зоны сплавления (см. рисунок 6) или применять наклонный ПЭП.
|
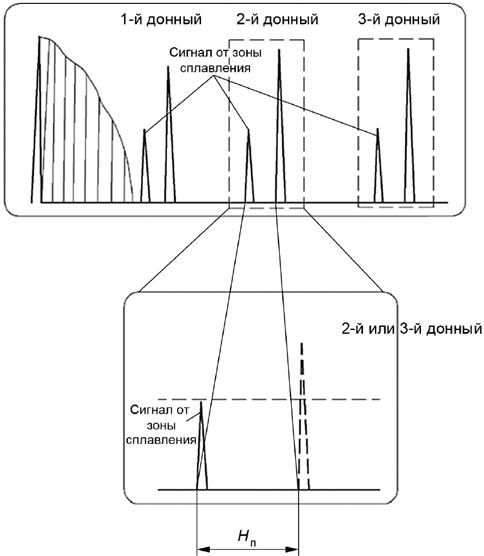
Рисунок 6 - Экран дефектоскопа: при измерении толщины антикоррозионного покрытия на биметаллической трубе и с увеличенным масштабом развертки
6.2.9 При невозможности измерения толщины антикоррозионного покрытия из-за отсутствия сигнала от зоны сплавления такие участки оконтуривают и составляют эскиз с указанием толщины антикоррозионного покрытия по краям участка и полной толщины в требуемой точке измерения.
6.2.10 При измерении со стороны антикоррозионного покрытия толщина определяется положением эхо-импульса от зоны сплавления антикоррозионного покрытия с основным металлом.
6.2.11 Если при контроле со стороны антикоррозионного покрытия не удается получить отражение (эхо-сигнал) от зоны сплавления, то в заключении по результатам контроля отмечается отсутствие технической возможности измерения толщины в данной точке.
6.3 Измерение остаточной толщины изделий в местах коррозионных и эрозионных повреждений
6.3.1 Перед измерениями следует получить сведения о характере ожидаемых коррозионных и эрозионных повреждений внутренней поверхности (например, визуальным осмотром, с помощью оптических средств измерения, в частности с использованием средств измерения на основе волоконной оптики или радиографическим контролем), которые должны быть указаны в заявке на проведение контроля.
6.3.2 При определении остаточной толщины изделий в местах пятнистой и язвенной коррозии внутренней поверхности в заранее намеченных зонах контроля должны быть выполнены измерения с шагом 3 мм. За результат измерения принимается минимальное показание средства измерения.
6.3.3 Если при измерении остаточной толщины на границе зоны контроля обнаружено утонение ОК, то зона контроля должна быть расширена для определения границы утонения.
6.3.4 При измерении остаточной толщины изделий толщиной до 20 мм со стороны, противоположной стороне, подвергнутой коррозии и эрозии, средство измерения не обеспечивает фиксацию изменений толщины, связанных с наличием одиночных язв сферической формы диаметром до 2,5 мм.
6.3.5 Изменения толщины, наблюдаемые на расстоянии, примерно равном длине УЗ-волны и меньше, при УЗ-измерении толщины не фиксируются. Наименьший радиус кривизны углубления в месте наименьшей остаточной толщины должен быть более 1,5 мм.
6.3.6 При отсутствии сведений о характере коррозионных и эрозионных повреждений изделия следует провести исследования путем установки преобразователя в заранее намеченном районе изделия на основе следующих требований:
- средство измерения показывает значение толщины, равное с учетом погрешности измерения номинальной толщине изделия - изделие коррозионным повреждениям не подвергнуто;
- средство измерения показывает значение толщины меньше номинальной толщины изделия (частным случаем является стабильное нулевое показание) - изделие подвергнуто равномерной коррозии;
- средство измерения при перестановке преобразователя показывает различные значения толщины, в том числе нулевую и номинальную толщины изделия, толщины больше и меньше номинальной, - изделие подвергнуто пятнистой коррозии;
- средство измерения показывает номинальное значение толщины, а при дальнейшей перестановке преобразователя на ограниченном участке - нулевое (или нестабильное) значение и значение меньше номинального - изделие подвергнуто язвенной коррозии или локальной коррозии (нулевое и нестабильное показания средства измерения соответствуют установке преобразователя над скосом язвы).
6.3.7 Если результат измерения существенно отличается от ожидаемого и не связан с грубой ошибкой измерения, то необходимо эти участки проконтролировать дефектоскопом с разверткой типа А, так как причиной уменьшения толщины может быть нарушение сплошности металла.
6.4 Проверка настройки средства измерения
6.4.1 Проверку настройки средства измерения на НО следует проводить в следующих случаях:
- перед началом работ;
- через каждые 30 мин работы;
- в случае возможного нарушения настройки;
- после окончания работ.
6.4.2 В случае обнаружения изменения параметров настройки результаты серии измерений от предыдущей проверки до момента обнаружения изменений аннулируются. Измерения должны быть проведены повторно.
6.5 Технология измерения толщины
6.5.1 Измерения толщины следует проводить:
- дискретно (по отдельным точкам) (см. рисунок 7);
- непрерывным сканированием по полосам (линиям) (см. рисунок 8);
- непрерывным сканированием участка поверхности (см. рисунок 9).
|
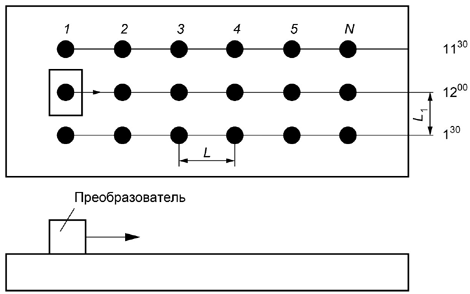
- расстояние между точками измерений (не менее 25 мм не более 150 мм) в зависимости от диаметра трубопровода;
- расстояние между двумя соседними проходами
Рисунок 7 - Дискретное измерение толщины
|
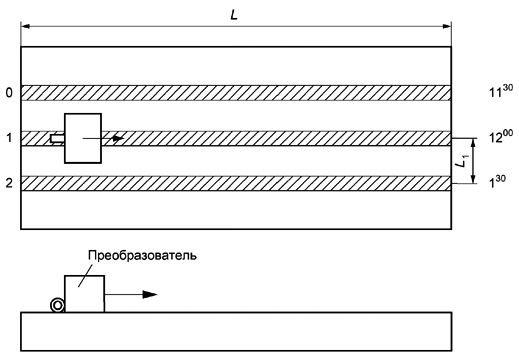
Рисунок 8 - УЗКТ непрерывным сканированием по полосам (линиям)
|
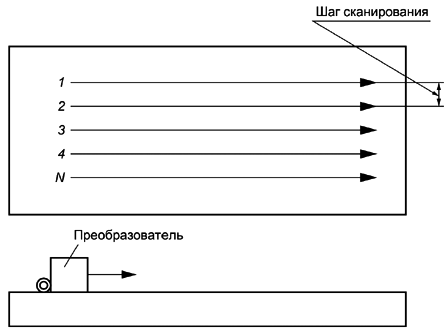
Рисунок 9 - УЗКТ непрерывным сканированием участка поверхности
6.6 Требования к объекту контроля
6.6.1 Температура поверхности ОК должна находиться в диапазоне от 5 до 40°С. Допускается проведение контроля при других температурах, если они соответствуют требованиям руководства по эксплуатации на средство контроля конкретного типа, с использованием которого проводят контроль и измерение толщины и прошедшего оценку соответствия в форме испытаний.
6.6.2 При проведении контроля и измерения толщины контактным методом необходима предварительная обработка контактной поверхности и подготовка ее к контролю в соответствии с требованиями:
а) поверхность ОК должна быть свободна от загрязнений, отслаивающейся окалины или краски, брызг металла и других загрязнений, препятствующих проведению контроля;
б) шероховатость поверхности ОК со стороны ввода УЗ-колебаний должна быть не более 6,3 мкм по ГОСТ 2789.
6.6.3 При проведении контроля и измерения толщины ЭМА-методом предварительная обработка поверхности не требуется. Рекомендуемый зазор между преобразователем и контролируемым металлом не должен превышать 1,0 мм.
6.6.4 Контроль и измерение толщины следует проводить на ОК (участках элементов) с эквидистантными поверхностями. Допустимые значения неэквидистантности (непараллельности) контролируемых поверхностей указаны в 8.1.5 ГОСТ Р ИСО 16809-2015.
6.6.5 Допускается проводить контроль и измерение толщины ОК, заполненных водой.
6.6.6 Подготовка ОК к проведению контроля и измерению толщины в обязанности контролера не входит.
6.7 Требования к средствам контроля
6.7.1 Для проведения контроля и измерения толщины необходимо использовать средства контроля:
а) дефектоскопы или толщиномеры с цифровым дисплеем, на котором отображается измеренное значение;
б) дефектоскопы или толщиномеры с цифровым дисплеем, на котором отображается измеренное значение, и разверткой типа А (дисплей аналоговых сигналов).
6.7.2 Средства контроля должны обеспечивать получение донного сигнала на коррозийных поражениях.
6.7.3 Выбор преобразователя для контроля и измерения толщины следует проводить в соответствии с руководством по эксплуатации средства измерения, с учетом измеряемой толщины, формы ОК, затухания ультразвука в контролируемом металле.
6.7.4 При проведении контроля и измерения толщины необходимо использовать совмещенные и раздельно-совмещенные преобразователи, обладающие высокой чувствительностью и низким уровнем структурных помех. Диапазон частот преобразователей должен быть от 1,0 до 15,0 МГц.
6.7.5 При проведении контроля и измерения толщины необходимо использовать преобразователь, входящий в комплект средства измерения или допущенный к применению руководством по эксплуатации.
6.7.6 Диапазон измерения толщины средства измерения должен соответствовать требуемым диапазонам измерения характеристик ОК (толщинам стенки, наплавки, радиусу кривизны).
6.7.7 Погрешность средства измерения определяется техническими характеристиками в соответствии с руководством по его эксплуатации и должна быть не более 0,2 мм от номинального значения измеряемой толщины. Погрешность измерения определяется по методике, изложенной в приложении А.
6.7.8 Для настройки (регулировки) средства измерения на диапазон контролируемых толщин с учетом марки материала и кривизны поверхности следует применять НО.
6.7.8.1 НО Т1 (см. рисунок 10) применяют для настройки скорости развертки дефектоскопа при измерении толщины монометалла, а для дефектоскопов без блока цифровой обработки - и при измерении толщины биметалла.
|
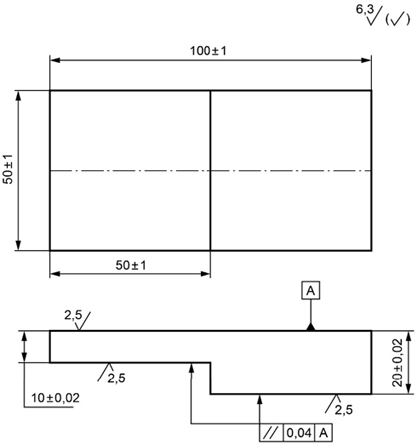
Рисунок 10 - НО типа Т1 для настройки скорости развертки дефектоскопа
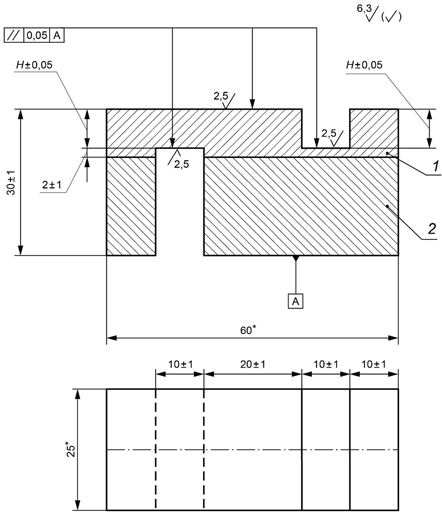
6.7.8.2 НО Т2 (см. рисунок 11) применяют для настройки средства измерения при измерении толщины монометалла.
|
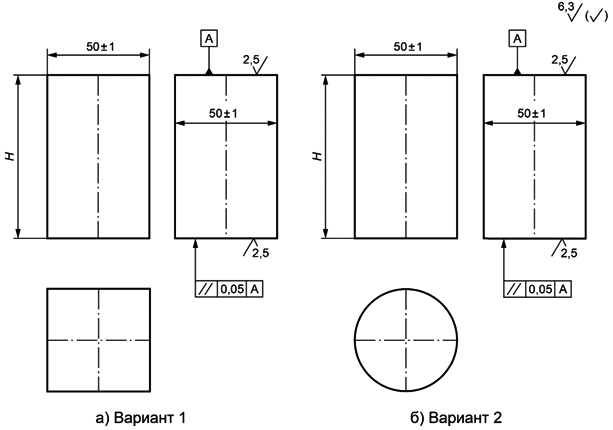
![]() , где
, где - номинальная толщина контролируемого изделия
Примечание - Варианты 1 и 2 равнозначны.
Рисунок 11 - НО типа Т2 для настройки средства измерения при контроле и измерении толщины монометалла
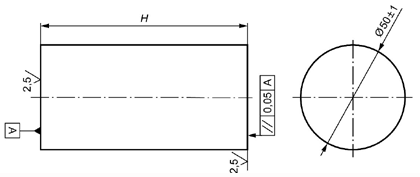
6.7.8.3 НО ТБ1 (см. рисунок 12) применяют для настройки средства измерения при измерении толщины биметалла.
|
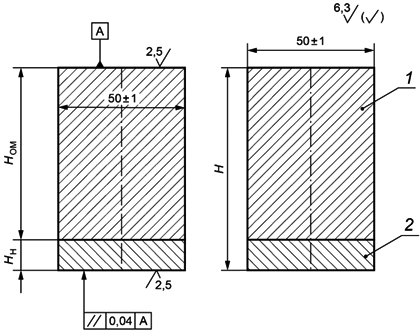
1 - основной металл; 2 - антикоррозионное покрытие
![]() ;
; ![]() ;
; ![]() мм, где
мм, где ,
![]() - номинальные значения толщин биметалла и основного металла соответственно;
- номинальные значения толщин биметалла и основного металла соответственно; - минимальная толщина антикоррозионного покрытия
Рисунок 12 - НО типа ТБ1 для настройки средства измерения при измерении толщины биметалла
6.7.8.4 НО ТН1 (см. рисунок 13) применяют для настройки скорости развертки дефектоскопа при измерении толщины антикоррозионного покрытия со стороны основного металла.
|
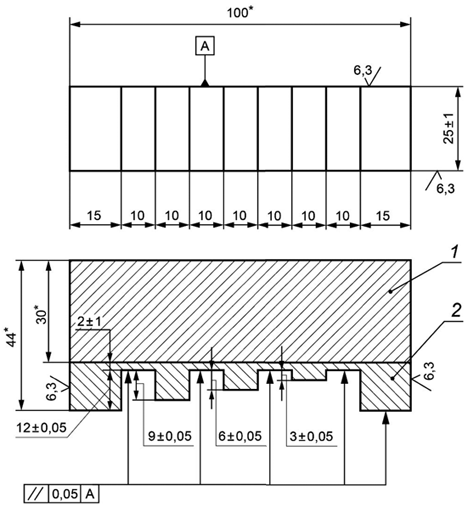
_______________
* Размер для справки.
1 - основной металл; 2 - антикоррозионное покрытие
Примечание - Допуск на размеры 15 и 10 составляет ±2,0.
Рисунок 13 - НО типа ТН1 для настройки скорости развертки при измерении толщины антикоррозионного покрытия со стороны основного металла
6.7.8.5 НО ТН2 (см. рисунок 14) применяют для настройки дефектоскопа при измерении толщины антикоррозионного покрытия со стороны покрытия.
|
_______________
* Размер для справки.
1 - антикоррозионное покрытие; 2 - основной металл
Рисунок 14 - НО типа ТН2 для настройки дефектоскопа при измерении толщины антикоррозионного покрытия со стороны покрытия
6.7.8.6 НО ТН3 (см. рисунок 15) применяют для настройки дефектоскопа при измерении толщины антикоррозионного покрытия как со стороны основного металла, так и со стороны покрытия.
|
_______________
* Размер для справки.
1 - антикоррозионное покрытие; 2 - основной металл
![]() , где
, где - номинальная толщина антикоррозионного покрытия
Рисунок 15 - НО типа ТН3 для настройки дефектоскопа при измерении толщины антикоррозионного покрытия как со стороны основного металла, так и со стороны покрытия
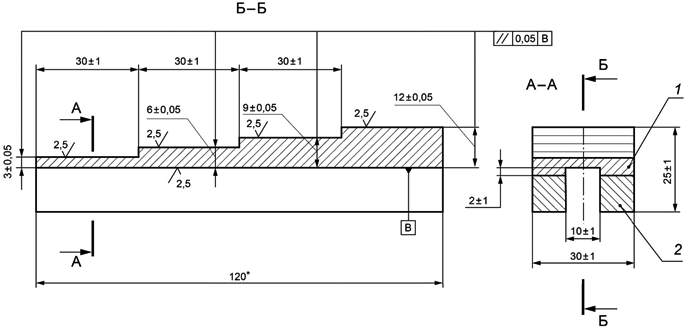
6.7.8.7 НО ТНН1 (см. рисунок 16) применяют для настройки дефектоскопа при измерении толщины плакирующего слоя биметаллических труб наклонными ПЭП.
|
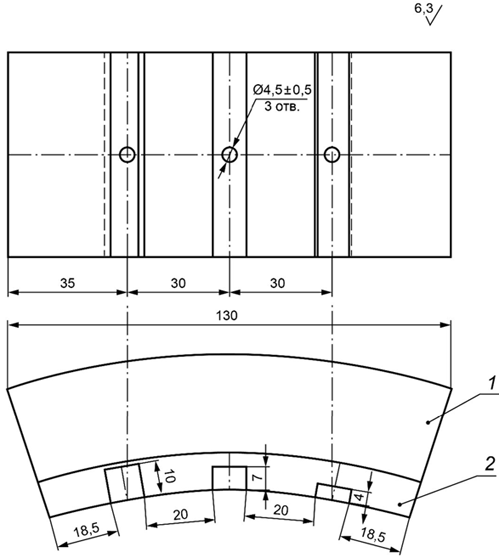
1 - основной металл; 2 - плакирующий слой
Примечание - В НО допускается изготавливать пазы или плоскодонные отражатели. Глубина расположения дна отверстий должна быть такой же, как и глубина пазов. Ширина образца - не менее 150 мм
Рисунок 16 - НО типа ТНН1 для измерения толщины плакирующего слоя наклонным ПЭП
При совмещении функции по 6.7.8.4 и 6.7.8.5 НО обозначается ТБ1Н1. При изготовлении НО типа ТН положение границы сплавления определяют контактным методом по номинальному значению расстояния до соответствующего эхо-импульса.
6.7.8.8 При измерении толщины труб и гибов с наружным диаметром менее 100 мм НО следует выполнять в виде фрагментов этих изделий (см. рисунки 17 и 18).
6.7.8.9 На НО, изготовленный в виде фрагмента элемента, следует отметить одну или две контрольные точки для проведения настройки. Координаты контрольных точек указывают в паспорте НО (см. рисунок 17).
6.7.8.10 Возможно применение фрагментов НО по 6.7.8.4 и 6.7.8.5. При этом глубину пазов или высоту ступней выбирают, исходя из толщины контролируемого покрытия. Обозначение типа НО (ТН1 или ТН2) сохраняется.
6.7.8.11 Толщина НО из монометалла, по которой проводится настройка, должна быть измерена с погрешностью ±0,01 мм прямым измерением. Толщина металла НО должна быть измерена УЗ-методом с погрешностью, которую обеспечивают технические характеристики средства измерения в соответствии с руководством по эксплуатации.
|
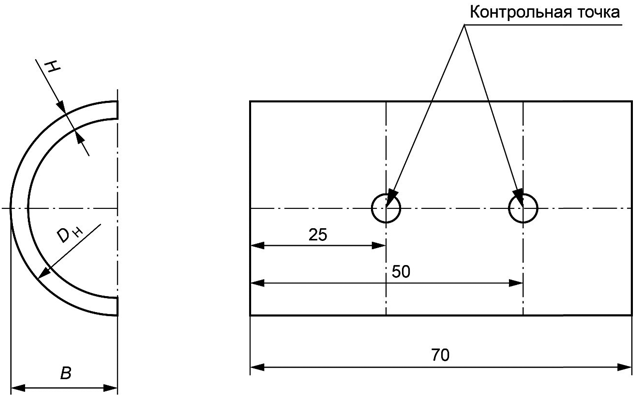
Рисунок 17 - Настроечный образец в виде участка трубы
|
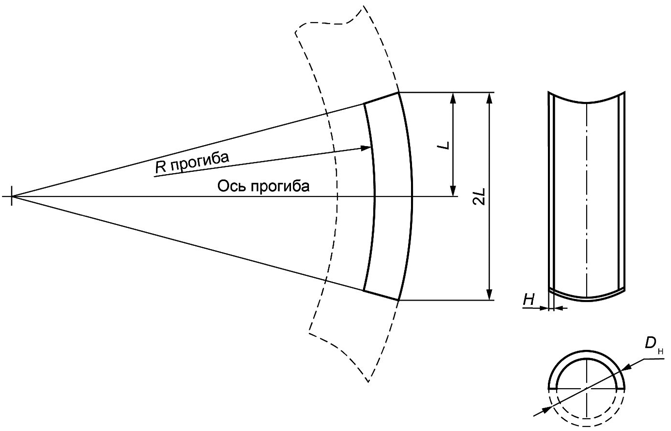
Рисунок 18 - Настроечный образец в виде участка гиба (колена) трубопровода
6.7.8.12 Каждый НО должен иметь маркировку, указывающую его тип, регистрационный номер и толщины, по которым проводится настройка.
6.7.8.13 Для настройки (регулировки) средства измерения допускается использовать НО типа НОТ-1, представленный на рисунке 19.
|
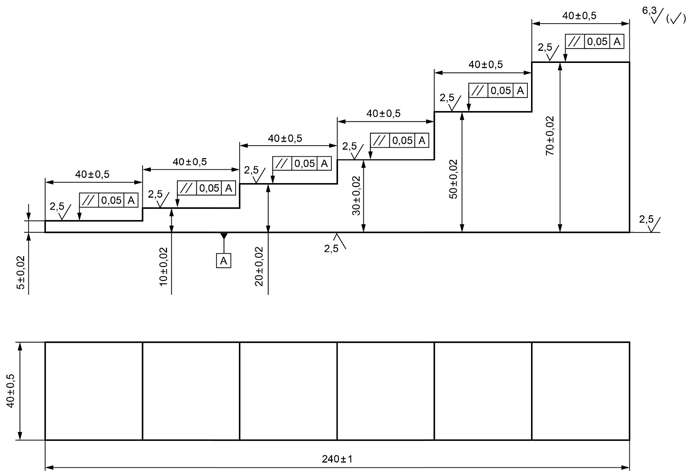
Рисунок 19 - Настроечный образец толщины НОТ-1
6.7.8.14 Допускается применять в качестве НО контрольные образцы: СО-2 (СО-2А), СО-3 (СО-3А) по ГОСТ Р 55724 или образцы V1, V2 Международного института сварки и образцы из комплекта КУСОТ-180 (КМТ-176М-1).
6.7.8.15 Допускаемые отличия по свойствам металла НО и ОК:
- по скорости звука | +5%; |
- по донным сигналам при одинаковой толщине | +4 дБ. |
6.7.8.16 Допускается применение образцов, поставляемых комплектно со средством измерения, если их характеристики соответствуют требованиям 6.7.8.15.
6.8 Требования к персоналу, выполняющему контроль
6.8.1 К проведению контроля и измерения толщины допускаются контролеры, обладающие теоретическими знаниями и практическими навыками в соответствии с требованиями ГОСТ Р 50.05.11.
7 Погрешность измерений
7.1 В общем случае погрешность измерения определяется в соответствии с методикой, изложенной в приложении А.
7.2 При измерении толщины антикоррозионной наплавки погрешность принимается равной ±1,0 мм при доверительной вероятности
0,95.
7.3 При измерении толщины плакировки листов и изделий, изготовленных из плакированных листов, погрешность принимается равной ±0,2 мм при доверительной вероятности 0,95.
7.4 При измерении толщины монометаллических изделий из сталей перлитного класса и биметаллических изделий толщиной 20 мм или более погрешность принимается равной ±0,01 (где
- номинальная толщина ОК, мм), но не менее шага дискретности цифровки средства измерения, или половине цены деления дефектоскопов без блока цифрового отчета при
0,95.
7.5 При измерении толщины монометаллических изделий толщиной менее 20 мм погрешность принимается равной ±0,2 мм при 0,95.
7.6 Если НО типов Т1, Т2 или ТБ1 изготовлены непосредственно из контролируемой заготовки, то погрешность измерения принимается равной шагу дискретности цифровых средств измерения или половине цены деления дефектоскопов без блока цифрового отчета.
7.7 Погрешность измерения при 0,95 может быть меньше значений, указанных в 7.4, 7.5, если это подтверждено выполнением процедуры, указанной в приложении А, и оформлено отчетом, согласованным с метрологической службой.
7.8 Погрешность измерения при 0,95 определяется по методике, представленной в приложении А.
8 Проведение контроля и измерения толщины
8.1 Подготовка к проведению контроля и измерения толщины
8.1.1 Контроль и измерения толщины следует проводить при температуре окружающего воздуха от 5 до 40°С. Допускается проведение контроля и измерения толщины при температурах, отличающихся от установленных выше, при условии наличия средств контроля, позволяющих проводить контроль при температурах, превышающих установленный диапазон и прошедших оценку соответствия в форме испытаний.
8.1.2 Источники яркого света (например, электросварка) и пыли (например, зачистные машины), расположенные на расстоянии менее 10 м, должны быть ограждены.
8.1.3 Во время проведения сварочных работ на ОК контроль и измерение толщины не допускаются.
8.1.4 Должно быть обеспечено освещение контролируемых элементов и подхода к ним, общая освещенность от 100 до 200 лк. В случаях, когда основную информацию о результатах контроля получают путем наблюдения за экраном средства измерения, допускается уменьшать общую освещенность от 50 до 75 лк или применять локальную защиту экрана от чрезмерной подсветки.
8.1.5 Перед проведением контроля и измерения толщины должна быть произведена разметка ОК и нумерация точек в соответствии с требованиями ТКК. Также должна быть разработана и реализована процедура нанесения, поддержания или восстановления постоянной неудаляемой в течение всего срока эксплуатации маркировки: например, разметка может быть выполнена с помощью термостойкого маркера.
8.1.6 Подготовка к проведению контроля и измерения толщины контактным методом
8.1.6.1 Для дискретного измерения толщины основного металла подготавливают площадку размером 30х30 мм с центром в точке измерения.
8.1.6.2 Для дискретного измерения толщины антикоррозионного покрытия прямыми и PC ПЭП подготавливают площадку размером 50х50 мм. При использовании наклонных ПЭП размер площадки (ширинадлина) -
![]() , мм с центром в точке измерения, где
, мм с центром в точке измерения, где - толщина ОК, мм. Длина площадки на криволинейных поверхностях ориентирована вдоль образующей ОК, в остальных случаях больший размер площадки ориентирован перпендикулярно к направлению наплавки.
8.1.6.3 Допускается проводить контроль и измерение толщины по поверхности, покрытой плотной пленкой оксида или тонким ровным слоем краски. Возможность выполнения контроля и измерения толщины и точностные характеристики измерения в этих условиях должны быть предварительно установлены экспериментальной проверкой специалистами по контролю.
8.1.6.4 При проведении контроля и измерения толщины на участках устранения поверхностных дефектов в местах максимальной глубины выборки для установки ПЭП должна быть подготовлена плоская площадка диаметром 15 мм, параллельная поверхности ОК. В некоторых случаях измерение может быть выполнено со стороны, противоположной выборке.
8.1.6.5 Если выборка имеет крутой профиль и не удается получить плоскую площадку для установки ПЭП, необходимо измерить толщину в точках вокруг максимальной глубины выборки. Глубину выборки выполняют прямым измерением (штангенциркулем и т.п.). Толщина ОК в месте выборки находится как разность между его минимальной толщиной в окрестности выборки по данным измерений контактным методом и максимальной глубиной выборки прямым измерением. Погрешность этого измерения принимается равной погрешности измерения УЗ-средством измерения.
8.1.7 Подготовка к проведению контроля и измерения толщины ЭМА-методом
8.1.7.1 Для проведения контроля и измерения толщины ОК должны быть освобождены от тепловой изоляции, отслаивающейся краски.
8.1.7.2 Подготовка поверхности при контроле и измерении толщины ЭМА-способом не требуется.
8.1.7.3 При разработке ТКК и измерения толщины и определении координат точек контроля необходимо руководствоваться принятой на предприятии системой отсчета координат. На предприятиях руководствуются типовой (или рабочей) программой контроля.
8.1.7.4 Рекомендуется использовать шаблон (маску) из диэлектрического материала (тонкий текстолит, стеклопластик и т.п.) с разметкой контролируемого участка (точки, полосы).
8.2 Проведение контроля
8.2.1 Проведение контроля и измерения толщины УЗ-методом
8.2.1.1 Перед проведением контроля и измерения контролер должен ознакомиться с ТКК и измерения толщины.
8.2.1.2 Следует выполнить настройку (регулировку) средства измерения в соответствии с 6.1-6.7.
8.2.1.3 На каждом из заранее намеченных участков необходимо выполнить однократное измерение толщины. Если при выполнении измерений произошла грубая ошибка, то есть погрешность измерений существенно превысила ожидаемую в данных условиях, то этот результат не учитывается, и выполняются три измерения взамен ошибочного. В этом случае за результат измерения принимается среднеарифметическое значение.
8.2.1.4 При контроле и измерении толщины трубопроводов раздельно-совмещенным ПЭП экран, разделяющий призмы ПЭП, должен быть ориентирован перпендикулярно образующей трубы.
8.2.1.5 При контроле и измерении толщины УЗ-дефектоскопами необходимо обеспечить равенство амплитуд измеряемых эхо-импульсов (с погрешностью ±5 мм по экрану дефектоскопа) и идентичность считывания результата измерения.
8.2.2 Контроль и измерение толщины элементов ЭМА-методом дискретно (по отдельным точкам) в статическом режиме
8.2.2.1 Для обеспечения качества контроля и предохранения рабочей поверхности ЭМА-преобразователя от повреждений рекомендуется на его рабочую поверхность поместить предохранительную прокладку (толщиной не более 0,5 мм) из диэлектрического материала (лейкопластырь, скотч, текстолит, стеклопластик и т.п.).
8.2.2.2 При использовании предохранительной прокладки настройку средства измерения необходимо проводить через прокладку.
8.2.2.3 ЭМА-преобразователь необходимо устанавливать на ОК, поднося его под углом от 30° до 60°. Перед снятием преобразователь необходимо наклонить под углом к поверхности ОК. Не рекомендуется передвигать ЭМА-преобразователь по поверхности ОК без прокладки.
8.2.2.4 ЭМА-преобразователь необходимо устанавливать так, чтобы линия, соединяющая полюса магнита, располагалась вдоль осевой линии трубопровода.
8.2.2.5 При расположении преобразователя на ОК и амплитуде донного сигнала менее высоты строба необходимо:
- развернуть преобразователь вокруг своей оси и попытаться добиться увеличения амплитуды;
- повысить чувствительность средства измерения (увеличить амплитуду сигналов).
8.2.3 Контроль и измерение толщины элементов ЭМА-методом по полосам (линиям) в динамическом режиме
8.2.3.1 Контроль следует проводить вручную или с помощью сканера.
8.2.3.2 Вручную контроль проводят, плавно перемещая преобразователь по прокладке (тонкий текстолит, стеклопластик и т.п.), наложенной на поверхность ОК. В случае обнаружения утонений следует зафиксировать их координаты и значения толщин. Скорость сканирования не должна превышать 100 мм/с.
8.2.3.3 При использовании сканера с ЭМА-преобразователем и датчиком пути его следует установить на поверхность ОК, выполнить сканирование по первой полосе (линии) и получить профилограмму толщины стенки. Скорость сканирования определяется руководством по эксплуатации ЭМА-толщиномера и должна быть указана в ТКК. Скорость сканирования не должна превышать 100 мм/с.
8.2.3.4 Следует выполнить сканирование последующих полос, произвести измерения координат и толщин при измерении толщины, получить и зафиксировать результаты.
8.2.3.5 После сканирования необходимо выполнить анализ результатов измерения толщины и зафиксировать места с недопустимыми утонениями стенки элемента.
8.2.4 Контроль и измерение толщины элементов ЭМА-методом непрерывным сканированием участка ОК
8.2.4.1 Контроль следует проводить вручную или с помощью сканера.
8.2.4.2 Вручную контроль следует проводить, плавно перемещая преобразователь по поверхности ОК вдоль или поперек зоны контроля. Шаг сканирования - не более 5 мм. В случае обнаружения утонений необходимо зафиксировать их координаты и значения толщины. Допускается проводить измерение, перемещая преобразователь по прокладке (тонкий текстолит, стеклопластик и т.п.). Скорость сканирования не должна превышать 100 мм/с.
8.2.4.3 При использовании сканера необходимо установить сканер с ЭМА-преобразователем и датчиком пути на поверхность ОК.
8.2.4.4 Выполняют сканирование по первой полосе (линии) и получают профилограмму толщины стенки ОК за один проход. Скорость сканирования определяется руководством по эксплуатации ЭМА-толщиномера и должна быть указана в ТКК. Скорость сканирования не должна превышать 100 мм/с.
8.2.4.5 Проводят многопроходный контроль и измерение толщины зоны ОК и получают профилограммы толщины стенки. Шаг сканирования должен быть указан в технологической карте. При отсутствии указаний шаг сканирования следует определять по приложению В.
8.2.4.6 Следует сохранить результаты контроля в памяти ЭМА-толщиномера.
8.2.4.7 После сканирования необходимо выполнить анализ результатов контроля и измерения толщины и зафиксировать места с недопустимыми утонениями стенки ОК.
8.2.5 Контроль и измерение толщины элементов ЭМА-методом без фиксации толщины стенки
8.2.5.1 Для удобства контроля следует закрепить на поверхности ОК диэлектрическую прокладку (тонкий текстолит, стеклопластик и т.п.) с разметкой.
8.2.5.2 Устанавливают ЭМА-преобразователь на участок контроля.
8.2.5.3 Проводят сканирование согласно ТКК. Шаг сканирования - не более 5 мм.
8.2.5.4 Определяют места с минимальной толщиной стенки ОК и фиксируют их.
9 Учетная и отчетная документация
9.1 Требования к учетной документации
Требования к учетной документации (журналам) по неразрушающему контролю изложены в федеральных нормах и правилах в области использования атомной энергии, устанавливающих правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже, и правилах контроля основного металла, сварных соединений и наплавленных поверхностей при эксплуатации оборудования, трубопроводов и других элементов атомных станций.
Журнал результатов контроля должен иметь сквозную нумерацию страниц, быть сброшюрован и скреплен подписью руководителя службы неразрушающего контроля.
Все исправления и изменения в журнале должны быть заверены подписью руководителя службы неразрушающего контроля с указанием даты их внесения.
В журнал допускается вносить дополнительные данные.
Ведение журнала в электронном виде допускается при условии обеспечения восстановления результатов контроля и измерения толщины в случае утраты или порчи отчетной документации.
9.2 Требования к отчетной документации
На основании учетной документации следует оформлять отчетную документацию в виде заключения (протокола).
Требования к отчетной документации, форме и содержанию заключения (протокола) по неразрушающему контролю изложены в федеральных нормах и правилах в области использования атомной энергии, устанавливающих правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже, и правилах контроля основного металла, сварных соединений и наплавленных поверхностей при эксплуатации оборудования, трубопроводов и других элементов атомных станций.
В заключение (протокол) допускается вносить дополнительные данные.
Рекомендуемая форма заключения о соответствии требованиям ДК представлена в приложении Г.
10 Требования к метрологическому обеспечению
10.1 Средства для измерения толщины должны быть утвержденных типов, прошедшие поверку в соответствии с [1], и иметь действующие свидетельства о поверке и (или) знаки поверки.
10.2 Средства измерения для проведения контроля и измерения толщины должны иметь паспорт, в котором должны быть указаны:
а) основные технические характеристики;
б) комплект поставки;
в) гарантия изготовителя.
Преобразователь, применяемый для проведения контроля и измерения толщины, должен иметь заводской номер, и маркировку.
10.3 НО для настройки (регулировки) средств измерения толщины, в случае их отнесения к аттестованным объектам в соответствии с [2], подлежат первичной и периодической аттестациям. Периодичность подтверждения метрологических характеристик устанавливается при первичной аттестации.
10.4 Подтверждаются следующие параметры: состояние и шероховатость рабочих поверхностей (тех поверхностей, на которые устанавливается преобразователь при контроле и измерении, и поверхностей, отражающих звук) и расстояние между рабочими поверхностями (толщина). Каждый НО должен иметь маркировку, регистрационный номер, значение толщины, по которым проводится настройка, паспорт.
Паспорт должен включать:
а) тип;
б) регистрационный номер образца;
в) назначение;
г) акустические характеристики материала;
д) к паспорту должен быть приложен чертеж образца.
11 Требования безопасности
11.1 Средства измерения для контроля и измерения толщины являются переносными электроприемниками, поэтому при их эксплуатации должны выполняться требования по электробезопасности.
11.2 Персонал, выполняющий контроль и измерение толщины, должен быть обучен безопасным методам проведения работ.
11.3 Контролеры должны быть обеспечены необходимыми СИЗ.
Приложение А
(обязательное)
Методика определения погрешности измерения
А.1 Определение погрешности при измерении толщины моно- и биметаллов
А.1.1 Для выполнения измерений подготавливают два-три образца изделий, действительная толщина которых лежит в пределах одного диапазона измерений средства измерения. Погрешность измерений толщины определяется для каждого диапазона измерений средства измерения.
А.1.2 Средство измерения настраивается в соответствии с требованиями раздела 5 настоящего стандарта.
А.1.3 На подготовленных участках выполняются 50 независимых измерений толщины.
А.1.4 Систематическую составляющую погрешности измерений вычисляют по формуле
 , (А.1)
, (А.1)
где - результат
-го измерения толщины УЗ-прибором;
- число измерений.
А.1.5 Среднее квадратическое отклонение случайной составляющей погрешности вычисляют по формуле
 , (А.2)
, (А.2)
где - среднее арифметическое результатов измерения толщины, вычисляемое по формуле
 .
.
А.1.6 Интервал, в котором с установленной доверительной вероятностью находится суммарная погрешность измерений
в данных конкретных условиях, приближенно определяется неравенством
![]() ,
,
где - безразмерная функция вероятности
, определяемой по таблице А.1.
Таблица А.1 - Значение доверительной вероятности для значений
1,0 | 1,5 | 2,0 | 2,2 | 2,4 | 2,5 | 2,6 | |
0,683 | 0,866 | 0,955 | 0,972 | 0,984 | 0,988 | 0,990 |
А.1.7 Если систематическая погрешность измерений не превышает 1/3 среднего квадратичного значения случайных погрешностей, то ею при измерении суммарной погрешности измерений можно пренебречь.
А.1.8 Результат погрешности УЗ-измерения должен быть выражен одной значащей цифрой.
А.2 Определение погрешности при измерении толщины антикоррозионного покрытия
А.2.1 Для выполнения измерений подготавливают образец с антикоррозионным покрытием, выполненный по той же технологии, что и покрытие на изделии.
А.2.2 Средство измерения настраивается в соответствии с требованиями раздела 5 настоящего стандарта.
А.2.3 В 50 точках, расположенных на одной линии, перпендикулярной направлению валиков или лент наплавки, выполняют 50 измерений толщины.
А.2.4 Образец разрезают по линии измерений, поверхность реза шлифуют и протравливают.
А.2.5 В тех же 50 точках проводят определение действительной толщины с погрешностью 0,02 мм.
А.2.6 Дальнейшие действия выполняют в соответствии с А.1.4-А.1.8.
Приложение Б
(справочное)
Форма и пример заполнения технологической карты ультразвукового контроля и измерения толщины
Наименование организации | ||
Наименование подразделения НК | Технологическая карта ультразвукового контроля и измерения толщины трубопроводов N XXX | Лист 1 |
1 Объект контроля | ||||||||
1.1 Контролируемое оборудование | Трубопровод острого пара | |||||||
1.2 Предприятие-изготовитель | ОАО "ВПО "Точмаш" | |||||||
1.3 Чертеж | 142.13.75 | |||||||
1.4 Контролируемый элемент | Основной металл гиба | |||||||
1.5 Материал | Сталь 20 | |||||||
1.6 Контроль | Входной | |||||||
2 Документация, по которой проводится контроль | ||||||||
2.1 Нормативная | 142.13.75 | 2.2 Методическая | РД ЭО 1.1.2.99.1022-2015 | |||||
3 Требования к технологии контроля и оценке качества | ||||||||
3.1 Объем контроля | По 6.2 | 3.2 Минимально допустимая толщина, мм | 14,8 | |||||
4 Тип и размеры контролируемого объекта | ||||||||
4.1 Размеры, мм: | 4.1.1 Типоразмер цилиндрической части |
| ||||||
5 Средства контроля | ||||||||
5.1 УЗ-толщиномер | УТ-04 ЭМА (Дельта) | |||||||
5.2 Преобразователь | ЭМА-2,5 | |||||||
Карту разработал: | Карту утвердил: | ||||||
Дефектоскопист | Удостоверение СПВЗ по УЗК | Начальник подразделения НК | Удостоверение СПВЗ по УЗК | ||||
/Д.С.Михайлов | N 111, выдано | /Д.Ю.Бурцев | N 112, выдано | ||||
(подпись, дата) | 11.11.2011 У.Ц.А. | (подпись, дата) | 12.12.2012 У.Ц.А. | ||||
Наименование организации | ||
Наименование подразделения НК | Технологическая карта ультразвукового контроля и измерения толщины трубопроводов N XXX | Лист 2 |
5.3.1 КОТ - 2 N 05, Сталь 20
| ||
5.4 Рулетка | Предел измерения 1000 мм, погрешность измерений 1,0 мм | |
6 Подготовка к контролю | ||
6.1 Требования к качеству подготовки поверхности | Подготавливаемая поверхность должна быть свободна от плотного слоя ржавчины, отслоившейся окалины, лакокрасочного покрытия, толщина которого превышает технические характеристики ЭМА-толщиномера | |
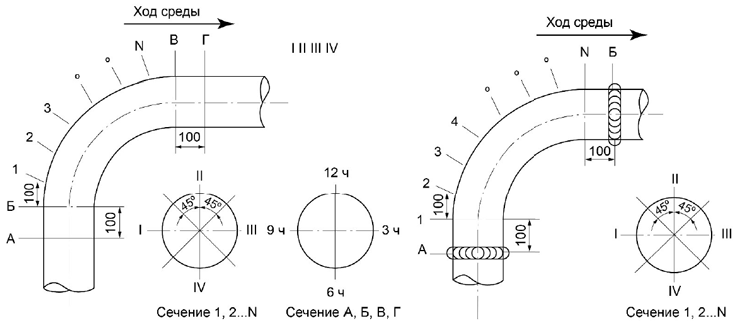
6.2 Разметка объекта контроля | Разметка и нумерация точек для измерения толщины согласно схеме
6.2.1 I и III полоса - нейтральные части гиба, II полоса - растянутая часть, IV полоса - сжатая (внутренняя) часть. | |
Карту разработал: | Карту утвердил: | ||||||
Дефектоскопист | Удостоверение СПВЗ по УЗК | Начальник подразделения НК | Удостоверение СПВЗ по УЗК | ||||
/Д.С.Михайлов | N 111, выдано | /Д.Ю.Бурцев | N 112, выдано | ||||
(подпись, дата) | 11.11.2011 У.Ц.А. | (подпись, дата) | 12.12.2012 У.Ц.А. | ||||
Наименование организации | ||
Наименование подразделения НК | Технологическая карта ультразвукового контроля и измерения толщины трубопроводов N XXX | Лист 3 |
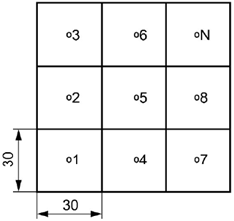
6.3 Схема разметки участка | Точка измерения - в центре площадки
| |
7 Условия и порядок проведения контроля | ||
7.1 Условия проведения контроля: | - на месте производства работ; | |
7.2 Измерения толщины | Преобразователь последовательно устанавливают в точках измерений согласно схеме разметки 6.3, точка измерения - в центре площадки. | |
8 Оценка качества | ||
8.1 Качество гиба считать удовлетворительным, если измеренная толщина металла более 14,8 мм | ||
8.2 При обнаружении утонения элемента трубопровода составляют картограмму | ||
8.3 По результатам измерений необходимо выдать заключение | ||
Карту разработал: | Карту утвердил: | ||||||
Дефектоскопист | Удостоверение СПВЗ по УЗК | Начальник подразделения НК | Удостоверение СПВЗ по УЗК | ||||
/Д.С.Михайлов | N 111, выдано | /Д.Ю.Бурцев | N 112, выдано | ||||
(подпись, дата) | 11.11.2011 У.Ц.А. | (подпись, дата) | 12.12.2012 У.Ц.А. | ||||
Приложение В
(обязательное)
Методика определения шага сканирования при контроле и измерении толщины ЭМА-методом
В.1 Для определения шага сканирования используется мера СО-2.
В.2 Настраивают средство измерения в соответствии с настоящим стандартом.
В.3 Устанавливают преобразователь на меру СО-2 над отверстием 6 мм на глубине 15 мм.
В.4 Совмещают центр преобразователя с центральной осью отверстия.
В.5 Получают показания блока цифровой обработки средства измерения и сохраняют результат.
В.6 Переставляют преобразователь на 1 мм в одну из сторон от центральной оси отверстия и получают устойчивые показания блока цифровой обработки средства измерения.
В.7 Переставляют преобразователь дальше в том же направлении с шагом 1 мм. При необходимости поднимают амплитуду, пока не пропадут показания блока цифровой обработки средства измерения.
В.8 Измеряют расстояние от центральной оси отверстия и осью преобразователя, когда было получено последнее измерение.
В.9 Повторяют действия, указанные в В.4-В.8, в другую сторону.
В.10 Максимальный шаг сканирования - удвоенное расстояние, при котором еще возможно определить глубину расположения отверстия 6 мм в СО-2 (в одну сторону от оси отверстия).
Приложение Г
(справочное)
Форма и пример заполнения заключения по ультразвуковому контролю и измерению толщины
АО "Концерн Росэнергоатом" | |||||||||||
АЭС, | |||||||||||
Отдел дефектоскопии металлов и технического контроля | |||||||||||
Заключение N | от | . | . | г. | |||||||
Метод неразрушающего контроля | Ультразвуковой |
N журнала: 30-40/207, том 2 | N записи в журнале: 14 |
Объект контроля | |
Блок N 3 | ТЦ-2 |
Наименование узла | Трубопроводы питательной воды |
Завод-изготовитель | |
Оперативное обозначение | 3RL |
Марка стали, типоразмер | Сталь 15ГС по ТУ 14-3Р-55-2001; |
Основной материал | Основной металл |
Сварной шов | - |
Наплавка | - |
Категория сварного соединения | - |
Объем контроля | - |
Зона контроля (участок) | Бл.46 (N 40-N 41) |
Поверхность | - |
Сведения о термической обработке | Термическая обработка не проводилась |
Цель контроля | АТПП-14-99, РП.к.вр.3.ТО.ОДМиТК/235, разд.5 2.5.1 | |
Технологические данные | Методика контроля | РД ЭО 1.1.2.99.1022-2015; И.О.30.17 |
Карта контроля | И.О.30.17, 0003-УЗТ(а); 284/14/28У | |
Средства контроля | Толщиномер УТ-04 ЭМА(Дельта) | |
Нормативный документ по оценке качества | КД, Типовая программа и т.п. |
Результаты контроля: | |
Результаты см. на обороте | |
Оценка качества | Удовлетворяет требованиям КД, Типовой программы и т.п. |
Контролер: | И.Г.Чуднов | ||||
подпись, дата проведения контроля | |||||
(уд. N 45-8546 действ. до 12.12.18) | |||||
Руководитель: | А.В.Пырков | ||||
подпись, дата | |||||
Начальник ОДМиТК: | Б.Т.Абуталипов | ||||
подпись, дата | |||||
Прямой участок бл.46 (N 40, N 41), L=4900 мм, Н=265 мм, 284/14/28У, 0003-УЗТ(а)*
_______________
* Приводится на оборотной стороне заключения.
Координата точки | Плоскость измерения толщины/ | |||
А | Б | В | Г | |
12 ч | 24,7 | 30,9 | 32,3 | 32,5 |
1 ч | 24,8 | 30,8 | 32,2 | 32,1 |
2 ч | 25,0 | 31,0 | 31,9 | 31,9 |
3 ч | 25,2 | 31,4 | 31,6 | 31,6 |
4 ч | 25,1 | 31,1 | 32,0 | 31,8 |
5 ч | 24,7 | 31,3 | 31,9 | 31,3 |
6 ч | 23,9 | 31,4 | 31,3 | 30,9 |
7 ч | 24,2 | 31,0 | 31,6 | 30,8 |
8 ч | 24,6 | 31,2 | 31,4 | 30,9 |
9 ч | 25,1 | 31,6 | 31,7 | 31,5 |
10 ч | 25,2 | 31,5 | 32,1 | 31,1 |
11 ч | 24,9 | 31,5 | 32,0 | 31,3 |
![]()
Библиография
[1] | Приказ Минпромторга России от 2 июля 2015 г. N 1815 "Об утверждении Порядка проведения поверки средств измерений, требования к знаку поверки и содержанию свидетельства о поверке" |
[2] | Приказ Госкорпорации "Росатом" от 31 октября 2013 г. N 1/10-НПА "Об утверждении метрологических требований к измерениям, эталонам единиц величин, стандартным образцам, средствам измерений, их составным частям, программному обеспечению, методикам (методам) измерений, применяемым в области использования атомной энергии" |
УДК 620.179:1:006.354 | ОКС 27.120 |
Ключевые слова: неразрушающий контроль, ультразвуковой контроль, измерение толщины | |
Электронный текст документа
и сверен по:
, 2018
