ГОСТ IЕС 60745-2-22-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Машины ручные электрические
БЕЗОПАСНОСТЬ И МЕТОДЫ ИСПЫТАНИЙ
Часть 2-22
Частные требования к отрезным машинам
Hand-held motor-operated electric tools. Safety. Part 2-22: Particular requirements for cut-off machines
МКС 25.140.20
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Закрытым акционерным обществом "ИНТЕРСКОЛ" (ЗАО "ИНТЕРСКОЛ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 262 "Инструмент механизированный и ручной"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол от 28 марта 2014 г. N 65-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 17 апреля 2014 г. N 383-ст межгосударственный стандарт ГОСТ IEC 60745-2-22-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 Настоящий стандарт идентичен международному стандарту IEC 60745-2-22:2011* "Электроинструменты ручные с приводом от двигателя. Безопасность. Часть 2-22. Частные требования к отрезным станкам" ("Hand-held motor-operated electric tools - Safety - Part 2-22: Particular requirements for cut-off machines", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом Межгосударственной электротехнической комиссии IEC/TS 116 Safety of motor-operated electric tools (Безопасность ручного электрического механизированного инструмента).
Настоящий межгосударственный стандарт взаимосвязан с техническими регламентами Таможенного союза ТР ТС 010/2011 "О безопасности машин и оборудования", ТР ТС 004/2011 "О безопасности низковольтного оборудования" и реализует их требования безопасности.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Настоящий стандарт входит в комплекс стандартов, устанавливающих требования безопасности ручных электрических машин и методы их испытаний.
Данный стандарт применяют совместно с ГОСТ IEC 60745-1 "Машины ручные электрические. Безопасность и методы испытаний. Часть 1. Общие требования", идентичным международному стандарту IEC 60745-1:2006 "Электроинструменты ручные с приводом от электродвигателя. Безопасность. Часть 1. Общие требования".
Настоящий стандарт устанавливает частные требования безопасности и методы испытаний ручных электрических отрезных машин, которые дополняют, изменяют или заменяют соответствующие разделы, подразделы, пункты, таблицы и рисунки IEC 60745-1:2006.
Номера разделов, пунктов, таблиц и рисунков соответствуют приведенным в IEC 60745-2-22:2011. Пункты, дополняющие IEC 60745-1:2006, имеют нумерацию начиная со 101.
В настоящем стандарте методы испытаний отрезных машин выделены курсивом.
Изменение наименования раздела 3 вызвано необходимостью его приведения в соответствие требованиям ГОСТ 1.5.
1 Область применения
По IEC 60745-1 со следующими изменениями:
Дополнение:
Настоящий стандарт распространяется на отрезные машины, оснащенные:
- или одним армированным абразивным кругом на связке типа 41 или 42;
- или одним либо несколькими алмазными отрезными кругами, которые могут быть сегментными с пазом не более 10 мм;
- с номинальной частотой вращения, не допускающей превышение линейной скорости круга 100 м/с при номинальном размере абразивного круга;
- диапазоном номинальных размеров круга 55-410 мм.
Эти машины предназначены для резки таких материалов, как металлы, бетон, кирпичная кладка, стекло и керамическая плитка.
Данный стандарт не распространяется:
- на шлифовальные, дисковые шлифовальные или полировальные машины, на которые распространяется IEC 60745-2-3, даже если они могут быть преобразованы в отрезную машину;
- на дисковые пилы, на которые распространяется IEC 60745-2-5.
2 Нормативные ссылки
По IEC 60745-1 со следующими изменениями:
Дополнение:
ISO 603-15:1999, Bonded abrasive products - Dimensions - Part 15: Grinding wheels for cutting-off on stationary or mobile cutting-off machines (Абразивные изделия на связке. Размеры. Часть 15. Шлифовальные круги для отрезки на стационарных или переносных отрезных машинах)
ISO 603-16:1999, Bonded abrasive products - Dimensions - Part 16: Grinding wheels for cutting-off on hand held power tools (Абразивные изделия на связке. Размеры. Часть 16. Шлифовальные круги для отрезки на стационарных или переносных отрезных машинах)
3 Термины и определения
По IEC 60745-1 со следующими изменениями:
Дополнение:
3.101 прокладка (blotter): Кусок тонкого, легко сминаемого материала между абразивным изделием и фланцем.
3.102 фланец (flange): Диск или планшайба, посредством которой крепятся абразивные круги.
3.102.1 наружный диаметр фланца (flange outside diameter): Наружный диаметр контактной поверхности фланца.
3.102.2 опорный фланец (backing flange): Фланец, который прилегает к тыльной стороне абразивного круга, образуя его опору, и располагается на шпинделе между абразивным кругом и машиной.
3.102.3 зажимной фланец (locking flange): Фланец служит для крепления передней стороны абразивного круга, зажимая и закрепляя абразивный круг на шпинделе и опорном фланце.
3.103 отрезная машина (cut-off machine): Машина с вращающимся шпинделем, с направляющей плитой или направляющим роликом либо аналогичным средством, на которой установлен армированный абразивный круг на связке или алмазный круг, и которая использует для обработки радиальную часть круга.
3.104 номинальный размер (rated capacity): Максимальный диаметр вращающегося рабочего инструмента, который можно устанавливать на машину в соответствии с рекомендациями и инструкциями изготовителя.
3.105 номинальная частота вращения (rated speed): Максимально достижимая частота вращения, указанная изготовителем при установке любого рекомендованного рабочего инструмента, при номинальном напряжении или при верхнем пределе диапазона номинального напряжения.
3.106 защитный кожух абразивного круга (wheel guard): Устройство, частично охватывающее абразивный круг и обеспечивающее защиту оператора.
3.107 направляющая плита (guide plate): Плоская плита на машине, которая опирается на разрезаемый материал.
3.108 направляющий ролик (guide roller): Ролик на машине, который опирается на разрезаемый материал.
3.109 армированный абразивный круг (bonded reinforced wheel): Абразивные круги для различных работ в соответствии с ISO 603-15 и ISO 603-16.
3.110 алмазный круг (diamond wheel): Металлические абразивные круги со сплошным или сегментным абразивным ободом.
4 Общие требования
По IEC 60745-1.
5 Общие условия испытаний
По IEC 60745-1.
6 Аннулирован
7 Классификация
По IEC 60745-1.
8 Маркировка и инструкции
По IEC 60745-1 со следующими изменениями:
8.1 Дополнение:
Машины также должны иметь следующую маркировку:
- номинальная частота вращения в оборотах в минуту;
- номинальный размер пильного диска в миллиметрах;
- машины с резьбовым шпинделем должны иметь маркировку с указанием размера резьбы шпинделя;
- " ВНИМАНИЕ! Всегда надевайте средства защиты органов зрения" либо знак М004 по ISO 7010, либо следующий знак:
|

Знак защиты органов зрения можно видоизменять путем добавления прочих средств индивидуальной защиты, таких как средства защиты органов слуха, пылезащитных масок и т.п.
8.101 Машины также должны иметь маркировку, указывающую направление вращения шпинделя. Это направление обозначается выступающей или утопленной стрелкой либо иными не менее различимыми и неудаляемыми средствами.
8.6 Дополнение:
n - номинальная частота вращения.
8.2.1.1 Дополнение:
8.12.1.1.101 Указания мер безопасности для абразивных отрезных работ
Предупреждения по безопасности отрезных машин:
a) Защитный кожух должен быть надежно прикреплен к ручной машине и расположен в расчете на обеспечение максимальной безопасности таким образом, чтобы со стороны оператора была открыта минимальная часть абразивного круга. Не располагайтесь близко и не подпускайте посторонних к плоскости вращения абразивного круга. Защитный кожух обеспечивает защиту оператора от фрагментов абразивного круга при его разрыве и от случайного прикосновения к кругу.
b) Необходимо использовать для электрической ручной машины только армированные абразивные круги на связке или алмазные отрезные круги. Нужно иметь в виду, что возможность крепления другого рабочего инструмента к данной ручной машине не обеспечивает ее безопасную работу.
Примечание - Следует пользоваться формулировкой "армированный на связке" или "алмазный" в зависимости от назначения машины.
c) Номинальная частота вращения для рабочего инструмента должна быть не менее максимальной частоты вращения, указанной на маркировке электрической ручной машины. При работе рабочим инструментом, вращающимся быстрее номинальной частоты вращения, может произойти его разрыв и разлет фрагментов.
d) Абразивные круги должны применяться только для рекомендуемых работ. Например, нельзя производить шлифование плоской стороной отрезного круга. Абразивные отрезные круги предназначены для врезного шлифования, при этом прикладываемые к этим кругам поперечные силы могут разбить круг.
e) В любом случае нужно пользоваться неповрежденными фланцами для абразивного круга, имеющими размер и форму соответствующую выбранному абразивному кругу. Правильно выбранные фланцы служат опорой, снижая вероятность разрыва круга.
f) Запрещается пользоваться изношенными армированными кругами тех электрических ручных машин, которые рассчитаны на больший диаметр круга. Абразивные круги, предназначенные для электрической ручной машины большего размера, не годятся для более высокой частоты вращения ручной машины меньшего размера, так как может произойти разрыв круга.
Примечание - Приведенное выше предупреждение не распространяется на машины, предназначенные для работы только с алмазными кругами.
g) Наружный диаметр и толщина рабочего инструмента должны быть в пределах номинальных размеров данной электрической ручной машины. Рабочие инструменты несоответствующего размера не могут в достаточной мере ограждаться и контролироваться.
h) Размер посадочного отверстия абразивных кругов и фланцев должны обеспечивать надлежащую посадку на шпинделе электрической ручной машины. Абразивные круги с посадочными отверстиями, не соответствующими средствам крепления электрической ручной машины, будут несбалансированными, они будут вызывать повышенную вибрацию и могут привести к потере управления.
i) Нельзя пользоваться поврежденными абразивными кругами. Перед каждым применением необходимо осматривать абразивные круги на предмет наличия сколов и трещин. После падения электрической ручной машины или абразивного круга нужно производить осмотр на наличие повреждений или заменить его на неповрежденный абразивный круг. После осмотра и монтажа абразивного круга следует расположиться на безопасное расстояние вне плоскости вращения абразивного круга, а затем включить электрическую ручную машину для работы на максимальной частоте вращения холостого хода в течение 1 мин. На этом этапе обычно происходит разрыв поврежденного абразивного круга.
j) Следует пользоваться средствами индивидуальной защиты. В зависимости от выполняемой работы необходимо пользоваться лицевым щитком, облегающими защитными очками или защитными очками. По мере необходимости следует пользоваться пылезащитной маской, средствами защиты органов слуха, перчатками и защитным фартуком, способным задерживать мелкие абразивные частицы и отходы обработки. Средства защиты органов зрения способны задерживать разлетающиеся частицы, образующиеся при производстве различных работ. Пылезащитная маска или респиратор должны защищать от проникновения частиц, образующихся при работе. Длительное воздействие шума высокого уровня может стать причиной частичной или полной потери слуха.
k) Посторонним запрещается находиться в непосредственной близости от рабочей зоны. Лица, допущенные в рабочую зону, должны пользоваться средствами индивидуальной защиты. Фрагменты объекта обработки или поломанного абразивного круга могут разлетаться и нанести телесные повреждения лицам, находившимся в непосредственной близости от места производства работы.
l) При производстве работы, при которой режущий инструмент может прикоснуться к скрытой проводке или к кабелю машины, нужно удерживать электрическую ручную машину только за изолированную поверхность хвата.
При прикосновении режущего инструмента к находящемуся под напряжением проводу доступные металлические части электрической ручной машины могут попасть под напряжение и вызвать поражение оператора электрическим током.
m) Необходимо отводить кабель от вращающегося рабочего инструмента. При потере управления кабель может быть поврежден или зажат, что повлечет за собой затягивание кисти или руки в зону вращающегося абразивного круга.
n) Удерживайте в руках электрическую ручную машину до полной остановки рабочего инструмента, не допуская контакта с любыми поверхностями. Вращающийся абразивный круг может зацепиться за поверхность и вырвать электрическую ручную машину из рук.
о) Запрещается включать электрическую ручную машину во время ее переноски. Случайное прикосновение к вращающемуся рабочему инструменту может захватить одежду и нанести травму.
р) Нужно регулярно производить очистку вентиляционных отверстий ручной машины. Вентилятор электродвигателя может засасывать пыль внутрь корпуса, при этом чрезмерное скопление металлизированной пыли в области вентиляционных отверстий может вызвать поражение оператора электрическим током.
q) Строго запрещена работа электрической ручной машиной в непосредственной близости с воспламеняемыми материалами. Эти материалы могут воспламениться от искрения.
r) Нельзя пользоваться рабочими инструментами, требующими применения жидких охлаждающих средств. Применение воды или иных жидких охлаждающих средств может привести к поражению электрическим током.
Примечание - Приведенное выше предупреждение не относится к электрическим ручным машинам, специально предназначенным для работы с жидкостными системами.
8.12.1.1.102 Дополнительные указания мер безопасности для абразивных отрезных работ
Отдача и соответствующие предупреждения.
Отдача - это реакция машины на внезапное заедание или заклинивание вращающегося шлифовального круга, шлифовального тарельчатого диска, щетки или иного рабочего инструмента. Заклинивание вызывает резкое торможение вращающегося рабочего инструмента, что приводит к возникновению силы отдачи, воздействующей на ручную машину, направленной противоположно направлению вращения рабочего инструмента и приложенной в точке заклинивания.
Если, например, шлифовальный круг заклинен в объекте обработки, а кромка круга заглублена в поверхность материала, круг будет выжиматься из материала или отбрасываться. Круг может отскочить в сторону оператора или от него в зависимости от направления движения круга в месте заклинивания. При этом может происходить разрыв шлифовальных кругов.
Отдача является результатом неправильного обращения с ручной машиной и/или неправильного порядка или условий работы; отскок можно избежать, принимая приведенные ниже меры предосторожности:
a) Следует надежно удерживать ручную машину, при этом оператор, в частности его корпус и руки, должен быть готов к восприятию силы отдачи. Обязательно нужно пользоваться дополнительной рукояткой, если она предусмотрена, для обеспечения максимальной компенсации отдачи или реактивного момента при пуске ручной электрической машины. При соблюдении мер предосторожности оператор сможет воспринимать реактивный момент во время пуска или силы отдачи во время заклинивания.
b) Запрещается приближать руку к вращающемуся рабочему инструменту. Возможна отдача рабочего инструмента в руку.
c) Нельзя находиться непосредственно за вращающимся абразивным кругом. При отдаче рабочий инструмент отбрасывается в направлении, противоположном направлению вращения круга в месте заклинивания.
d) При работе в углах, на острых кромках и т.п. необходимо быть особо осторожными. Следует избегать соударений и зацепления рабочего инструмента. Углы, острые кромки и соударения могут приводить к зацеплению рабочего инструмента и вызывать потерю управления или отдачу.
e) Запрещается прикреплять пильные цепи, пильные полотна, сегментный алмазный круг с пазом более 10 мм или пильные диски. Такие рабочие инструменты способны вызывать частую отдачу и потерю управления.
f) Нельзя "задавливать" абразивный круг, прикладывать чрезмерное усилие, пытаться слишком сильно заглубляться. При перенапряжении абразивного круга возрастает нагрузка, а также вероятность проворачивания или заклинивания круга в прорези, при этом увеличивается возможность отдачи или разрыва круга.
g) При заклинивании или внезапном прекращении работы следует выключить ручную машину и удерживать ее до тех пор, пока круг полностью не остановится. Во избежание возможной отдачи запрещается извлекать абразивный круг из прорези, до тех пор, пока он движется. Для устранения причины заклинивания круга надо обследовать и принять соответствующие меры.
h) Запрещается возобновлять работу ручной машины, если диск находится в ранее прорезанном пазе. Вначале дождитесь набора кругом полной частоты вращения, а затем осторожно введите его в пропиленный паз. При повторном пуске ручной машины с кругом, находящимся в прорези, возможно заклинивание круга или отдача.
i) Необходимо закреплять панели или любые крупногабаритные объекты обработки для сведения к минимуму опасности защемления круга и отдачи. Крупногабаритные объекты обработки имеют тенденцию прогибаться под действием собственной массы. Необходимо устанавливать опоры под объект обработки рядом с линией реза и рядом с краями объекта обработки с обеих сторон круга.
j) Следует проявлять особенную осторожность при работе в нишах, имеющихся в стенах и в других затемненных зонах. Проникающий абразивный круг может перерезать газовые или водопроводные трубы, электропроводку или иные предметы, которые могут вызвать отдачу.
a) Дополнение:
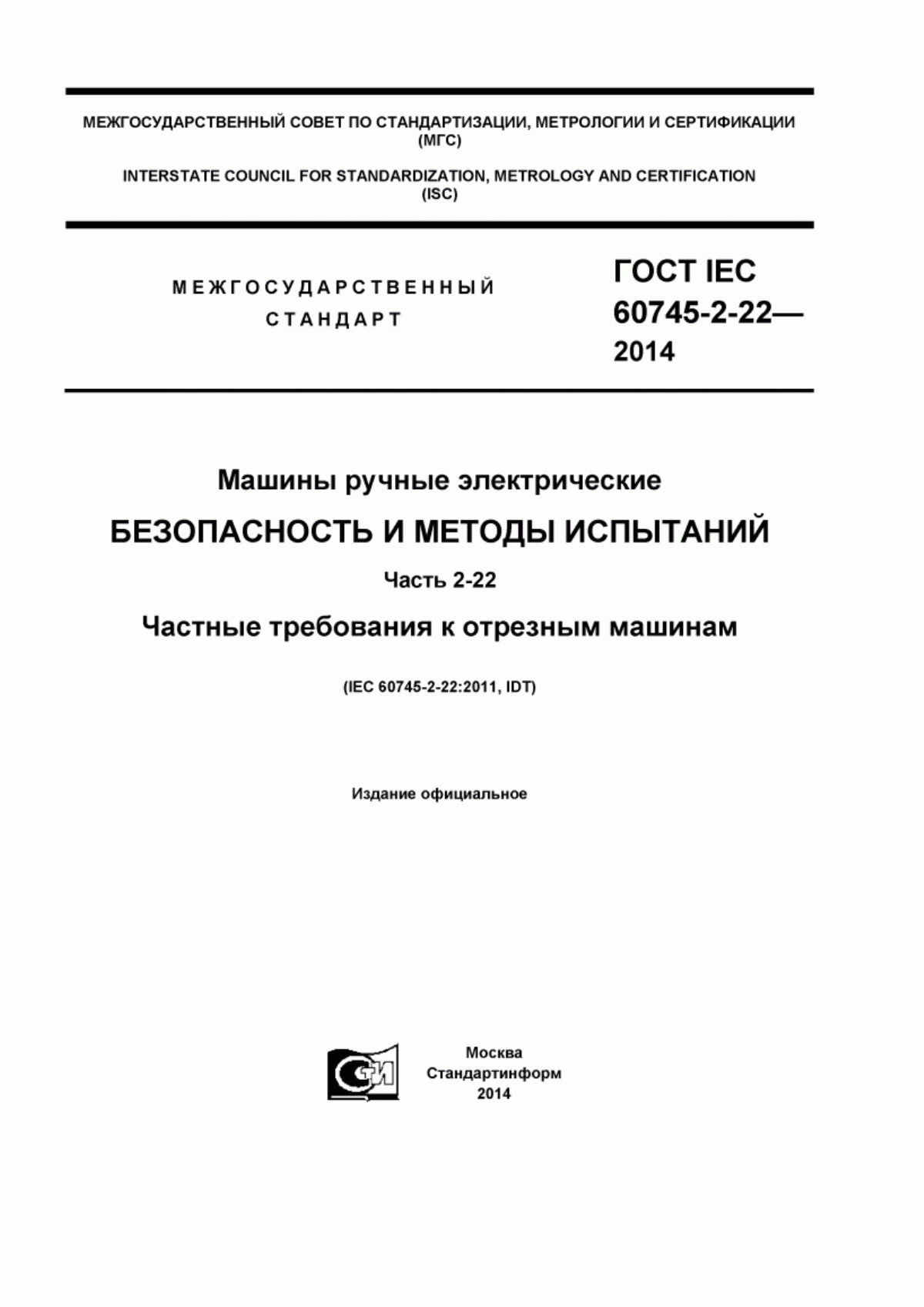
101) Допустимая конструкция абразивного круга (алмазный или армированный на связке, при этом, если алмазный круг выполнен сегментным, максимальная величина паза составляет 10 мм только с отрицательным передним углом (см. рисунок 101)), диаметр и толщина абразивного круга.
102) Объяснение термина "армированный абразивный круг на связке" или обозначение типа, если это применимо.
b) Дополнение:
101) Правильное применение прокладок при их поставке с армированным абразивным кругом на связке.
102) Крепление рабочих инструментов и применение соответствующих фланцев, рекомендуемое применение и уход за абразивным изделием. Указания о способе установки двухсторонних фланцев.
103) Указание по установке и креплению защитного кожуха с определением допустимой регулировки с целью обеспечения максимальной степени защиты оператора.
104) Указания по применению различных типов абразивных кругов, приведенных в инструкции, в соответствии с 8.12.2 а) 101), например для абразивного круга на связке, алмазного круга.
105) Надлежащее закрепление объекта обработки.
106) Если направляющий ролик или направляющая плита выполнены съемными или регулируемыми, должны быть указания по применению и регулировке.
с) Дополнение:
101) Хранение рабочих инструментов и обращение с ними.
9 Защита от контакта с токоведущими частями
По IEC 60745-1.
10 Пуск
По IEC 60745-1.
11 Потребляемая мощность и ток
По IEC 60745-1.
12 Нагрев
По IEC 60745-1 со следующими изменениями:
12.4 Замена:
Запустить машину в рабочем режиме в течение 30 мин. Через 30 мин измерить превышения температуры.
13 Ток утечки
По IEC 60745-1.
14 Влагостойкость
По IEC 60745-1.
15 Электрическая прочность
По IEC 60745-1.
16 Защита от перегрузки трансформаторов и соединенных с ними цепей
По IEC 60745-1.
17 Надежность
По IEC 60745-1.
18 Ненормальный режим работы
По IEC 60745-1 со следующими изменениями:
18.10 Дополнение:
При оценке машины по 18.10 следует отключить устройство плавный пуск или защитное устройство от повторного включения.
18.10.4 Дополнение:
В ходе этих испытаний частота вращения шпинделя не должна превышать 120% номинальной частоты вращения. Должен быть установлен рабочий инструмент по 8.12.2 а) 101), обеспечивающий максимальную частоту вращения.
19 Механическая безопасность
По IEC 60745-1 со следующими изменениями:
19.4 Дополнение:
Если машины предназначены для применения съемной направляющей плиты или съемного(ых) направляющего(их) ролика(ов), при номинальном размере круга более 100 мм требуется наличие двух рукояток.
Корпус электродвигателя можно рассматривать как дополнительную рукоятку, если он имеет подходящую форму.
Соответствие проверяется путем проведения осмотра.
19.6 Замена:
Ручная машина должна иметь конструкцию, предотвращающую превышение частоты вращения при нормальной эксплуатации. Частота вращения ручной машины не должна превышать номинальную частоту вращения при любых условиях эксплуатации.
Соответствие проверяется путем осмотра и измерения частоты вращения после работы машины в течение 5 мин. Должен быть установлен рабочий инструмент, обеспечивающий максимальную скорость.
Если машина имеет регулятор частоты вращения в зависимости от нагрузки, тогда для нахождения максимальной частоты вращения отсутствует необходимость в установке рабочего инструмента для нагружения машины.
19.101 Машины должны быть снабжены защитным кожухом для предохранения оператора при нормальной эксплуатации:
- от случайного прикосновения к абразивному изделию;
- от разлета фрагментов абразивного изделия;
- от искр и прочих отходов обработки.
Кожух должен отвечать следующим требованиям:
- смена абразивного круга не должна требовать снятия кожуха с машины;
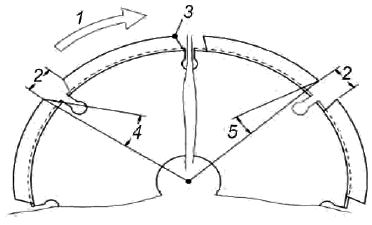
- конструкция должна обеспечивать легкую смену абразивного круга. Для этой цели части защитного кожуха могут открываться без помощи инструмента при условии, что эти части остаются прикрепленными к защитному кожуху вместе с любыми крепежными средствами. Пример такого защитного кожуха показан на рисунке 102;
- конструкция должна сводить к минимуму риск случайного прикосновения оператора к абразивному кругу при нормальной эксплуатации, например, благодаря возможности его регулировки;
Для предотвращения установки абразивного круга завышенного размера зазор между внутренней боковой поверхностью защитного кожуха и периферией нового абразивного круга по крайне мере в одной точке должен составлять не более 8 мм, при номинальном размере круга не более 130 мм и не более 10 мм при номинальном размере свыше 130 мм.
Между направляющей плитой и нижней стороной электродвигателя можно оставлять минимальное отверстие в кожухе для погружного перемещения электродвигателя относительно верхнего защитного кожуха.
Для машин, предназначенных для применения с армированными абразивными кругами на связке, защитный кожух должен закрывать радиальную и обе стороны абразивного круга по меньшей мере на 175°, при этом защитный кожух может не закрывать конец шпинделя, гайку и зажимной фланец (см. рисунок 102).
В машинах, предназначенных для применения только с использованием алмазных кругов, защитный кожух должен закрывать:
- радиальную поверхностность и поверхность алмазного круга со стороны шпинделя не менее 175°;
- поверхность алмазного круга со стороны гайки и зажимного фланца на расстояние не менее 20% от максимального радиуса рекомендуемого абразивного круга и на угол не менее 175°.
Соответствие проверяется путем проведения осмотра и измерения.
19.102 Машина должна иметь конструкцию, предотвращающую ослабление крепления абразивного круга при нормальной эксплуатации.
Конструкция шпинделя и фланца должна обеспечивать крепление и правильную центровку абразивных кругов на отрезной машине. По меньшей мере один из фланцев должен быть установлен на шпонке, навинчен, насажен по посадке или иным способом закреплен для предотвращения его вращения относительно шпинделя.
Направление резьбы шпинделя должно обеспечивать затяжку зажимного устройства или абразивного круга с резьбовым отверстием во время резания либо зажимной фланец должен иметь принудительную фиксацию на шпинделе.
Соответствие проверяется путем проведения осмотра.
19.103 Для уменьшения дисбаланса любой вращающейся принадлежности эксцентриситет шпинделя должен быть менее 0,1 мм.
В машинах, в которых крепление рабочего инструмента производят посредством фланца или подобного зажимного и центрирующего устройства, полный эксцентриситет сочетания шпинделя, диаметра отверстия фланца и диаметра части фланца, которая центрирует и служит направляющей для рабочего инструмента, должен быть менее:
- 0,30 мм - при номинальных частотах вращения ниже 15000 мин;
- 0,15 мм - при номинальных частотах вращения от 15000 мин до менее 25000 мин
;
- 0,10 мм - при номинальных частотах вращения 25000 мин и выше.
Соответствие проверяется путем поведения измерения.
В ручных машинах с фланцами эксцентриситет фланца измеряют в положении, допустимым способом крепления, при котором эксцентриситет максимален.
В ручные машины с цангами или патронами устанавливают контрольную цилиндрическую оправку и измеряют эксцентриситет на расстоянии 10 и 20 мм от места крепления.
19.104 Фланцы должны быть плоскими и без острых кромок.
Фланцы для армированных абразивных кругов на связке должны удовлетворять требованиям к размерам по 19.104.1. Фланцы для алмазных кругов должны удовлетворять требованиям к размерам по 19.104.2.
Соответствие проверяется путем проведения осмотра и измерения.
19.104.1 Фланцы для армированных абразивных кругов на связке должны иметь размеры, показанные на рисунке 103, где - наружный диаметр абразивного круга,
и
- размеры выточки, и
- наружный диаметр зажимной поверхности фланца.
![]() .
.
При 55 мм![]() 80 мм и 80 мм
80 мм и 80 мм![]() 105 мм для кругов с отверстием диаметром 10 мм (3/8 дюйма UNC) допускается фланец абразивного круга с
105 мм для кругов с отверстием диаметром 10 мм (3/8 дюйма UNC) допускается фланец абразивного круга с 19 мм.
При 80 мм ![]() 105 мм для кругов с отверстием диаметром 16 мм (5/8 дюйма UNC) допускается фланец абразивного круга с
105 мм для кругов с отверстием диаметром 16 мм (5/8 дюйма UNC) допускается фланец абразивного круга с 28 мм.
При 105 мм ![]() 230 мм допускается фланец абразивного круга с
230 мм допускается фланец абразивного круга с 40 мм.
Опорный и зажимной фланцы должны иметь одинаковый диаметр или перекрытие поверхностей опорного и зажимного фланцев должно быть по меньшей мере равно размеру
.
Размеры ,
и
на рисунке 103 должны составлять:
3 мм;
![]() 1 мм для
1 мм для 5
0 мм;![]() 1,5 мм для
1,5 мм для ![]() 50 мм.
50 мм.
Соответствие проверяется путем проведения измерения.
19.104.2 Фланцы для алмазных кругов должны иметь следующие размеры, показанные на рисунке 103, где - наружный диаметр круга,
и
- размеры выточки, и
- наружный диаметр зажимной поверхности фланца.
![]() .
.
Опорный и зажимной фланцы должны иметь одинаковый диаметр или перекрытие поверхностей опорного и зажимного фланцев должно быть по меньшей мере равно размеру
.
1,5 мм.
Размеры и
должны быть:
![]() .
.
Соответствие проверяется путем проведения измерения.
19.105 Конструкция фланцев должна обеспечивать их достаточную прочность.
Соответствие проверяется путем проведения следующего испытания.
На отрезную машину устанавливают стальной диск, толщина и форма которого соответствуют толщине и форме подходящего для этой машины абразивного круга.
Зажимную гайку необходимо затянуть первым испытательным моментом затяжки в соответствии с данными таблицы 101. Для проверки наличия контакта между фланцами и диском по всей окружности необходимо пользоваться щупом толщиной 0,05 мм. Испытание считается пройденным в том случае, если щуп невозможно протолкнуть под фланцами ни в одном месте.
Зажимную гайку необходимо подтянуть вторым испытательным моментом затяжки, как указано в таблице 101. Для проверки прогиба фланцев необходимо пользоваться щупом толщиной 0,05 мм. Испытание считается пройденным при условии, что щуп невозможно протолкнуть под фланцами более чем на 1 мм.
Таблица 101 - Моменты затяжки для испытания фланцев
Резьба | Первый испытательный момент затяжки, Нм | Второй испытательный момент затяжки, Нм | |
Метрическая | UNC | ||
<8 | 2 | 2 | 8 |
10 | 3/8 | 4 | 15 |
12 | 1/2 | 7,5 | 30 |
14 | 11 | 45 | |
16 | 5/8 | 17,5 | 70 |
3/4 | 35 | 140 | |
19.106 Для нормальной работы машины должны быть снабжены направляющей плитой или направляющим роликом. Направляющая плита или направляющий ролик могут быть съемными или регулируемыми.
Соответствие проверяется путем проведения осмотра.
20 Механическая прочность
По IEC 60745-1 со следующими изменениями:
20.101 Дополнение:
Защитный кожух абразивного круга, как установлено в 19.101, должен обладать достаточной механической прочностью на случай поломки абразивного круга.
Для машин, рассчитанных на армированные абразивные круги на связке или на алмазные круги и армированные абразивные круги на связке, соответствие проверяется проведением испытания трех образцов любого рекомендуемого защитного кожуха, как указано в 20.101.1-20.101.4. По усмотрению изготовителя, это испытание проводят на трех кожухах, но менее чем на трех разных отрезных машинах. После проведения испытания машина должна отвечать требованиям по 20.101.5.
Для машин, предназначенных только для алмазных кругов, соблюдение проверяется либо:
- представлением трех образцов любого рекомендуемого защитного кожуха для испытания по 20.101.1-20.101.4, используя при испытании также армированные абразивные круги на связке. После проведения испытания машина должна отвечать требованиям первого абзаца 20.101.5;
- путем удовлетворения требований к конструкции, указанных в таблице 102.
Таблица 102 - Толщина защитных кожухов для алмазных кругов
Материал защитного кожуха | Предел прочности на растяжение, | Минимальное удлинение при разрыве | Минимальная толщина, |
Сталь | 350 | - | 1,50 |
Сталь | 380 | - | 1,25 |
Легкий сплав | 160 | - | 2,50 |
Легкий сплав | 200 | - | 2,00 |
Поликарбонат | 60 | 80% | 3,00 |
Примечание - Другие пластмассы должны иметь минимальную толщину, обеспечивающую ударную прочность, равную или выше прочности поликарбоната толщиной 3 мм. | |||
20.101.1 Защитный кожух должен быть надежно прикреплен к отрезной машине следуя инструкциям (см. рисунок 104).
Независимо от конструкции назначенного абразивного круга, на шпиндель в соответствии с инструкциями устанавливают армированный абразивный круг на связке с рекомендуемой максимальной толщиной по 8.12.2 а) 101) и с диаметром, равным номинальному диаметру круга отрезной машины. Для машин, на которые можно устанавливать более одного алмазного круга, устанавливают только один армированный абразивный круг на связке.
Отрезная машина должна отработать при номинальном напряжении на холостом ходу не менее 5 мин. При этом измеряют и регистрируют частоту вращения абразивного круга.
20.101.2 В круге, указанном в 20.101.1, делают прорези, разделяя его на четыре равных сегмента (квадранта). Прорезь имеет направление от наружного края радиально к центру (см. рисунок 105). Ширина каждой прорези не должна превышать 2,5 мм. Размер прорезей должен обеспечить разрушение круга центробежными силами либо при максимальной частоте вращения, полученной при испытании по 20.101.1, либо при значении, равном 90% номинальной частоты вращения, в зависимости от того, какая из них больше. Абразивный круг с прорезями устанавливают на шпиндель в соответствии с инструкцией.
20.101.3 Отрезную машину подвешивают за гибкий плетеный капроновый канат закрепленной в крайней правой и крайней левой точках передней(их) рукоятки(ток) и в середине основной рукоятки. Закрепляют массу, равную 0,5 кг, в каждой точке подвеса передней рукоятки и в средней части основной рукоятки (см. рисунок 105). В машинах с другими конструкциями рукояток можно использовать другие эквивалентные средства подвески.
Три каната подвески закрепляют в одной точке, при этом машину помещают в испытательную камеру.
Испытательная камера предпочтительно шестигранной, восьмигранной или круглой формы с внутренним диаметром приблизительно 1 м и глубиной примерно 1 м имеет наружную стенку, способную удерживать сегменты разрушающегося круга, и внутренние стенки, покрытые пластилином толщиной 25-35 мм с подкладным слоем из пробки толщиной 25-35 мм (см. рисунок 106). Назначение пластилина и пробки - поглощать энергию сегментов круга. Пластилин и пробку можно заменять другими материалами, выполняющими ту же функцию.
Испытательную камеру поворачивают набок, при этом ось камеры становится горизонтальной. Отрезную машину располагают таким образом, чтобы круг был приблизительно в центре камеры, при этом плоскость круга должна быть перпендикулярна относительно покрытых пластилином стенок камеры, продольная ось машины - в горизонтальной плоскости, а защитный кожух - в нейтральном положении (см. рисунок 106). Во избежание чрезмерного перемещения машины во время разгона круга рукоятку с выключателем прикрепляют к камере с усилием менее 5 Н. После прикрепления поперечное перемещение середины рукоятки с выключателем не должно превышать 30 мм.
Примечание - Одним из возможных способов получения необходимого усилия является применение постоянных магнитов.
Альтернативным методом является применение камеры для высокоскоростной съемки, позволяющей зафиксировать положение машины перед разрывом круга.
20.101.4 Контролируя частоту вращения круга тахометром, плавно повышают напряжение питания машины до тех пор, пока не будет достигнута частота вращения, указанная в 20.101.2. Если диск не разрушается, отрезную машину останавливают, увеличивают длину прорезей и повторяют описанное выше испытание вплоть до разрыва круга.
Примечание - Обычно разрыв круга происходит в течение 5 мин.
20.101.5 Защитный кожух и крепежные элементы или средства крепления кожуха должны остаться на месте. Допустимы деформация, микротрещины, риски и углубления в кожухе и средствах его крепления.
В результате разрушения круга кожух не должен повернуться в направлении вращения круга более чем на 90° (см. рисунок 104).
21 Конструкция
По IEC 60745-1 со следующими изменениями:
21.18.1 Замена:
Машины с номинальным размером рабочего инструмента более 155 мм и с устройством для фиксации выключателя в положении "включено" не должны приводить к возникновению опасности после восстановления напряжения при прерывании питания от сети.
Соответствие проверяется путем проведения следующего испытания.
Машину устанавливают на горизонтальной круглой подставке высотой не менее 500 мм и диаметром не более 150% наибольшего размера машины без учета кабеля и на максимальную глубину резания с углом плоскости резания 90°. Геометрический центр машины помещают в центр круглой подставки. Поверхность круглой подставки выполняют из древесноволокнистой плиты средней плотности.
Зафиксировав выключатель в положении "включено", запитывают машину на 15 с. Машина должна остаться на подставке.
21.18.1.101 Имеющийся фиксатор должен требовать выполнения двух разнородных действий для фиксации выключателя в положении "включено", при этом выключатель должен отпираться автоматически с помощью одного действия.
Соответствие проверяется путем проведения осмотра и испытания вручную.
21.18.2 Замена:
Выключатели должны быть расположены или сконструированы таким образом, чтобы сделать маловероятным непреднамеренное включение при подъеме и переносе.
Не допускается пуск машины при приложении к выключателю шара диаметром (100±1) мм перпендикулярно к поверхности машины в месте расположения выключателя. При этом поверхность хвата непосредственно перед выключателем или за ним должна составлять не менее 70 мм или;
выключатель должен требовать выполнения двух отдельных и разнородных действий, прежде чем будет включен электродвигатель (например, выключатель должен быть нажат, прежде чем его можно будет переместить в сторону для замыкания контактов с целью пуска электродвигателя) или;
в том случае, когда выключатель имеет привод, например курок выключателя с максимальной длиной 40 мм, величина его наибольшего хода из положения "выключено" в положение "включено" должна быть не менее 6,4 мм.
Соответствие проверяется путем проведения осмотра и испытания вручную.
22 Внутренняя проводка
По IEC 60745-1.
23 Комплектующие изделия
По IEC 60745-1.
24 Присоединение к источнику питания и внешние гибкие шнуры
По IEC 60745-1 со следующими изменениями:
24.4 Замена первого абзаца:
Кабели питания машин с номинальным размером более 155 мм не должны быть меньше по классу, чем усиленные гибкие кабели с полихлоропреновой оболочкой (условное обозначение 60245 IEC 66) или эквивалентные кабели.
25 Зажимы для внешних проводов
По IEC 60745-1.
26 Заземление
По IEC 60745-1.
27 Винты и соединения
По IEC 60745-1.
28 Пути утечки тока, воздушные зазоры и расстояния по изоляции
По IEC 60745-1.
29 Теплостойкость, огнестойкость и стойкость к образованию токопроводящих мостиков (трекингостойкость)
По IEC 60745-1 со следующими изменениями:
29.3 Дополнение:
Отрезные машины считаются предназначенными для тяжелого режима работы.
30 Коррозионная стойкость
По IEC 60745-1.
31 Радиация, токсичность и подобные опасности
По IEC 60745-1.
|
1 - направление вращения; 2 - зазор; 3 - передний конец сегмента; 4 - отрицательный передний угол; 5 - положительный передний угол
Рисунок 101 - Примеры зазоров и передних углов
|
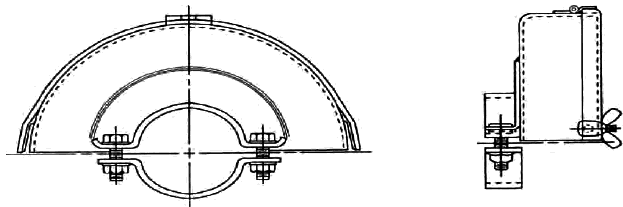
Рисунок 102а - Пример а) защитного кожуха
|
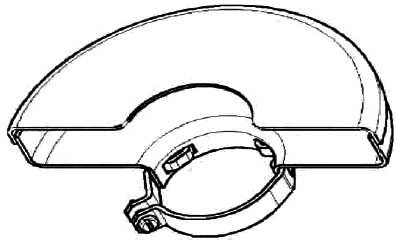
Рисунок 102b - Пример b) защитного кожуха
|
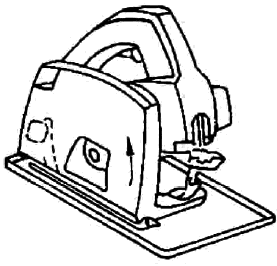
Рисунок 102с - Пример с) защитного кожуха
Рисунок 102 - Типовые конструкции защитного кожуха
|
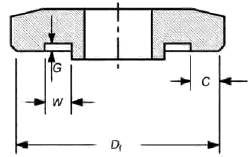
Рисунок 103 - Основные размеры фланцев
|

А - нейтральное положение кожуха; В - исходное положение кожуха; С - направление вращения круга; D - максимально допустимое положение кожуха после испытания (поворот на 90° относительно исходного положения в направлении вращения круга)
Рисунок 104 - Испытание кожуха на прочность: пояснение положений кожуха
|
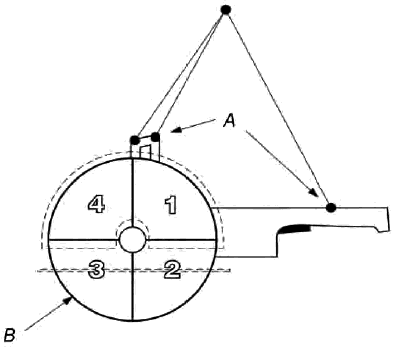
А - точки подвеса на рукоятки; В - квадрант круга
Рисунок 105 - Испытание кожуха на прочность: подготовка отрезной машины
|
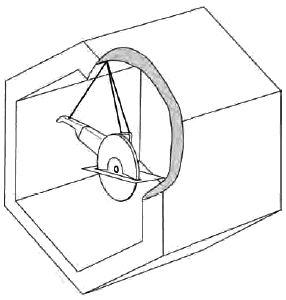
Рисунок 106 - Камера для испытания кожуха на прочность
Приложения
По IEC 60745-1 со следующими изменениями:
Приложение K
(обязательное)
Аккумуляторные машины и аккумуляторные батареи
K.1 Дополнение:
При отсутствии иных указаний в данном приложении применимы все пункты настоящего стандарта.
По IEC 60745-1 со следующими изменениями:
K.8.12.1.101
Замена I):
I) При производстве работы, при которой режущий инструмент может прикоснуться к скрытой проводке или к кабелю машины, нужно удерживать электрическую ручную машину только за изолированные поверхности хвата. При прикосновении режущего инструмента к находящемуся под напряжением проводу открытые металлические части электрической ручной машины могут попасть под напряжение и вызвать поражение оператора электрическим током.
m) и r) не применяются.
K.12.4 Этот подпункт настоящего стандарта неприменим.
K.24.4 Этот подпункт настоящего стандарта неприменим.
Приложение L
(обязательное)
Аккумуляторные машины и аккумуляторные батареи, предусматривающие подключение к сети или неизолированным источникам питания
L.1 Дополнение:
При отсутствии иных указаний в данном приложении применимы все пункты настоящего стандарта.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
IEC 60745-1 | IDT | ГОСТ IEC 60745-1-2011 "Машины ручные электрические. Безопасность и методы испытаний. Часть 1. Общие требования" |
ISO 603-15:1999 | - | * |
ISO 603-16:1999 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
Библиография
По IEC 60745-1 со следующими изменениями:
Дополнение:
IEC 60745-2-3:2011, "Hand-held motor-operated electric tools - Safety - Part 2-3: Particular requirements for grinders, polishers and disk-type sanders (Электроинструменты ручные с приводом от двигателя. Безопасность. Часть 2-3. Частные требования к точильным, полировальным станкам и шлифовальным станкам дискового типа)
IEC 60745-2-5:2010, Hand-held motor-operated electric tools - Safety - Part 2-5: Particular requirements for circular saws (Электроинструменты ручные с приводом от двигателя. Безопасность. Часть 2-5. Частные требования к дисковым пилам)
УДК 621.92.02:006.354 | МКС 25.140.20 | |
Ключевые слова: машины ручные электрические, отрезные машины, безопасность, испытания | ||
Электронный текст документа
и сверен по:
, 2020
