ГОСТ 29019-91
(ИСО 4535-83)
Группа Л29
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЭМАЛИ СТЕКЛОВИДНЫЕ И ФАРФОРОВЫЕ
Прибор для определения стойкости к горячим растворам моющих средств,
используемых для стирки текстильных изделий
Vitreous and porcelain enamels. Apparatus for determination of resistance
to hot detergent solutions used for washing textiles
MКC 25.220.50
ОКСТУ 4215
Дата введения 1992-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Министерством металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 28.05.91 N 747
Стандарт подготовлен методом прямого применения международного стандарта ИСО 4535-83 "Стекловидные и фарфоровые эмали. Прибор для определения стойкости к горячим растворам моющих средств, используемых для стирки текстильных изделий" и полностью ему соответствует
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение отечественного нормативно-технического документа, на который дана ссылка | Обозначение соответствующего стандарта | Раздел, пункт |
- | Разд.2, 5.3 |
4. ПЕРЕИЗДАНИЕ
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает требования к прибору, который применяется при определении стойкости плоских поверхностей стекловидных и фарфоровых деталей к воздействию горячих растворов моющих средств, используемых для стирки текстильных изделий.
2. ССЫЛКА
ГОСТ 20403-75 Резина. Метод определения твердости в международных единицах (от 30 до 100 IRHD)
3. ОБЩЕЕ ОПИСАНИЕ
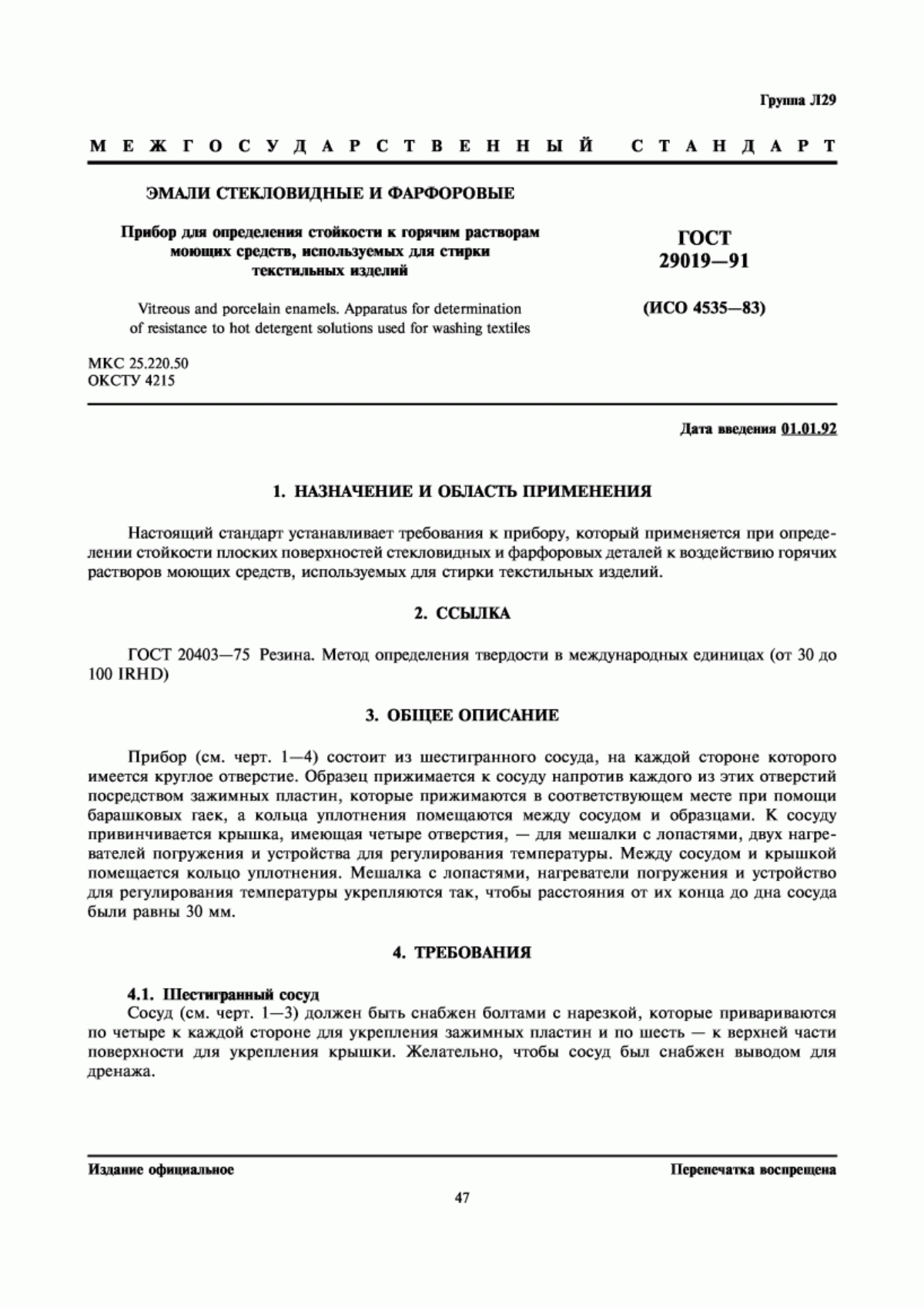
Прибор (см. черт.1-4) состоит из шестигранного сосуда, на каждой стороне которого имеется круглое отверстие. Образец прижимается к сосуду напротив каждого из этих отверстий посредством зажимных пластин, которые прижимаются в соответствующем месте при помощи барашковых гаек, а кольца уплотнения помещаются между сосудом и образцами. К сосуду привинчивается крышка, имеющая четыре отверстия, - для мешалки с лопастями, двух нагревателей погружения и устройства для регулирования температуры. Между сосудом и крышкой помещается кольцо уплотнения. Мешалка с лопастями, нагреватели погружения и устройство для регулирования температуры укрепляются так, чтобы расстояния от их конца до дна сосуда были равны 30 мм.
Шестигранный сосуд с крышкой, мешалкой и зажимной пластиной

Черт.1
Шестигранный сосуд без крышки и мешалки с лопастями, вид сверху
Черт.2
Сечение А-А шестигранного сосуда, крышки, мешалки с лопастями, с дополнительным уплотнением
в плоскости разреза

1 - мешалка с лопастями; 2 - отверстие для нагревателя погружения; 3 - крышка; 4 - толщина (2 мм);
5 - кольцо уплотнения; 6 - отверстие для устройства для регулирования температуры
Черт.3
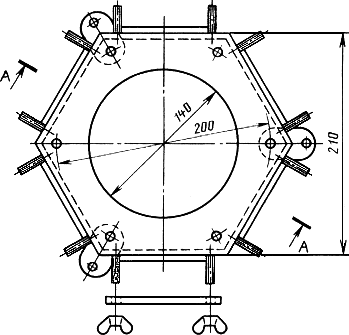
Крышка (вид сверху)
Черт.4
4. ТРЕБОВАНИЯ
4.1. Шестигранный сосуд
Сосуд (см. черт.1-3) должен быть снабжен болтами с нарезкой, которые привариваются по четыре к каждой стороне для укрепления зажимных пластин и по шесть - к верхней части поверхности для укрепления крышки. Желательно, чтобы сосуд был снабжен выводом для дренажа.
4.2. Крышка
Крышка (см. черт.1, 3, 4) должна иметь размещенный в центре держатель для установки мешалки с лопастями и три других держателя для установки нагревателей погружения и устройства для регулирования температуры.
4.3. Зажимные пластины
Шесть зажимных пластин толщиной 4 мм, которые можно прикрепить к сторонам шестигранного сосуда.
4.4. Зажимы
Тридцать барашковых гаек для крепления зажимных пластин и крышки к сосуду.
4.5. Кольца уплотнения
Для уплотнения боковых отверстий требуется шесть колец уплотнения следующих размеров: внешний диаметр 100 мм, внутренний диаметр 80 мм, толщина 8 мм.
Для обеспечения уплотнения промежуточного слоя между крышкой и сосудом требуется дополнительное кольцо внутренним диаметром 140 мм и толщиной 3 мм.
4.6. Мешалка с лопастями
Мешалка с лопастями должна иметь размеры, указанные на черт.3, и частоту вращения (1350±50) мин.
4.7. Нагреватели погружения
Два цилиндрических нагревателя погружения каждый мощностью 600 Вт.
4.8. Устройство для регулирования температуры
Контактный термометр с устройством для регулирования температуры. Рекомендуется устанавливать самопишущий прибор для регистрации температуры.
5. МАТЕРИАЛЫ
5.1. Сосуд (п.4.1), крышка (п.4.2), зажимные пластины (п.4.3) и мешалка с лопастями (п.4.6) должны быть изготовлены из одной марки аустенитной нержавеющей стали.
5.2. Цилиндрические нагреватели погружения (п.4.7) должны быть изготовлены из никелированной меди или из аустенитной нержавеющей стали.
5.3. Кольца уплотнения (п.4.5) должны быть изготовлены из синтетического каучука твердостью 70 IRHD (единиц твердости резины), определяемой по ГОСТ 20403. Материал должен быть устойчив к щелочным растворам при температуре 100 °С (например, пригоден хлоропреновый каучук).
Текст документа сверен по:
Эмали. Защита от коррозии: Сборник стандартов. -
М.: ИПК Издательство стандартов, 2005
