ГОСТ 20868-81
Группа П04
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТОЙКИ УСТАНОВОЧНЫЕ КРЕПЕЖНЫЕ
Технические требования
Adjusting fixturing supports.
Requirements for
МКС 31.240
Дата введения 1982-07-01
Постановлением Государственного комитета СССР по стандартам от 15 апреля 1981 г. N 1983 дата введения установлена с 01.07.82
Ограничение срока действия снято Постановлением Госстандарта от 10.09.92 N 1166
ВЗАМЕН ГОСТ 20868-75
ИЗДАНИЕ с Изменением N 1 (ИУС 4-87), Поправкой (ИУС 5-82).
1. Настоящий стандарт распространяется на металлические крепежные установочные стойки, предназначенные для монтажа радиоэлектронной аппаратуры, и устанавливает технические требования, предъявляемые к ним.
2. Крепежные установочные стойки следует изготовлять в соответствии с требованиями настоящего стандарта по ГОСТ 20862-81-ГОСТ 20867-81.
(Поправка).
3. Резьбы - по ГОСТ 24705-81*, поля допусков для резьбовых концов при шаге <0,8-6 g, при шаге
0,8-8 g; для резьбовых отверстий при шаге
<0,5-6Н, при шаге
0,5-7Н по ГОСТ 16093-81*.
________________
* С 1 июля 2005 г. введены в действие ГОСТ 24705-2004 и ГОСТ 16093-2004 соответственно.
4. Размеры сбегов резьбы, недорезов (недокатов) и фасок на конце резьбы стоек - по ГОСТ 10549-80.
3, 4. (Измененная редакция, Изм. N 1).
5. Неуказанные предельные отклонения размеров:
отверстий - Н14, валов - h14, остальных - ±![]() , угловых - ±
, угловых - ±![]() .
.
6. Допуски формы и расположения поверхностей установлены в зависимости от степени точности установочных стоек.
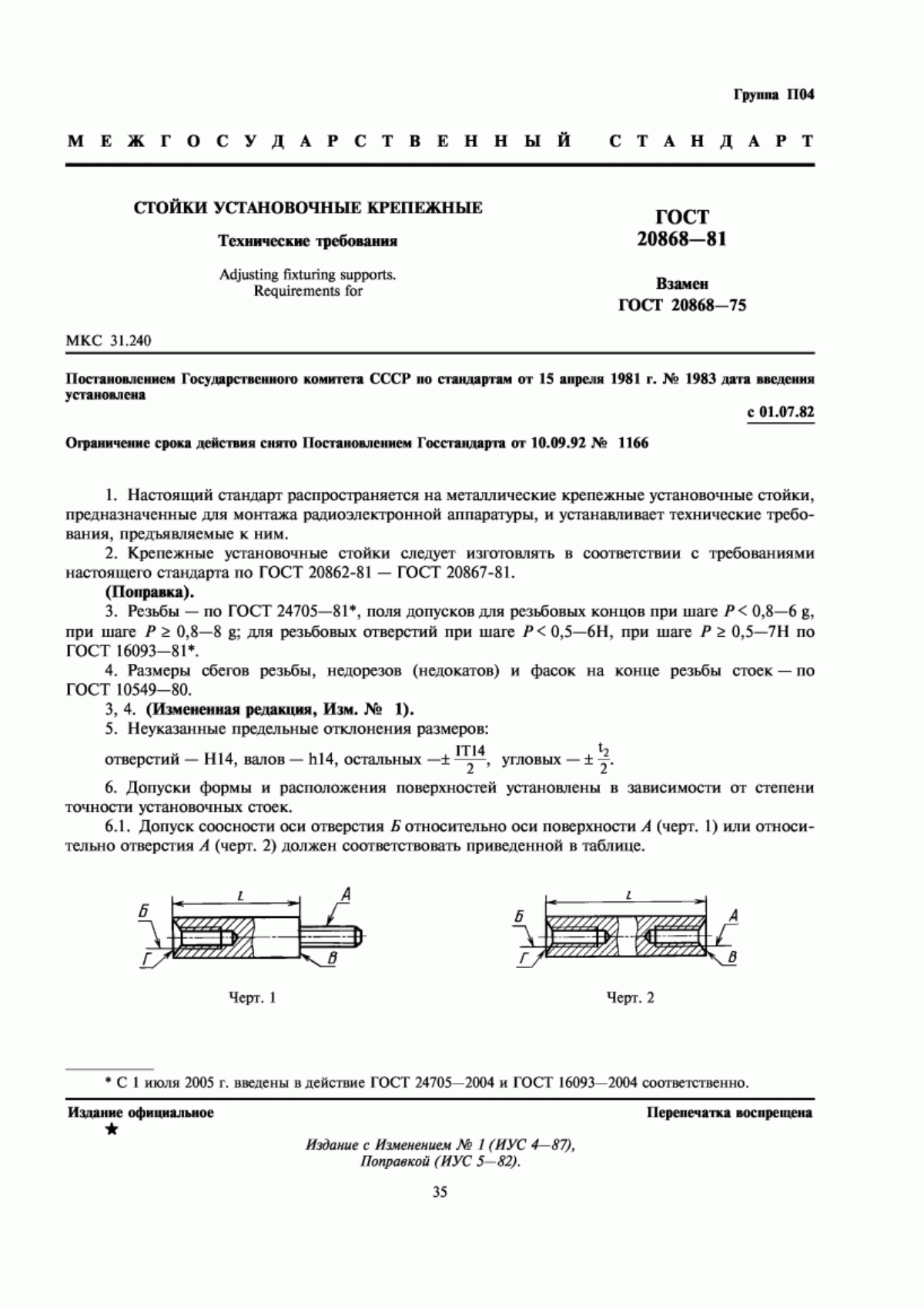
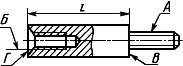
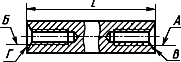
6.1. Допуск соосности оси отверстия Б относительно оси поверхности А (черт.1) или относительно отверстия А (черт.2) должен соответствовать приведенной в таблице.
Черт.1
Черт.2
мм
| Допуск соосности при степени точности | |
нормальной | повышенной | |
От 6 до 50 | 0,1 | 0,05 |
Св. 50 " 80 | 0,12 | 0,06 |
" 80 | 0,15 | 0,08 |
6.2. Допуск перпендикулярности поверхности В относительно оси отверстия (поверхности) А для стоек нормальной точности - не более 0,1 мм, повышенной точности - 0,05 мм.
6.3. Допуск параллельности поверхности Г относительно поверхности В для стоек нормальной точности - не более 0,1 мм, повышенной точности - 0,05 мм.
Примечание. Степень точности стоек устанавливается в конструкторской документации в соответствии с техническими требованиями, предъявляемыми к разрабатываемой аппаратуре.
6.4. Неуказанные допуски формы и расположения поверхностей - в пределах поля допуска на соответствующие размеры.
(Измененная редакция, Изм. N 1).
7. На поверхности стоек не допускаются острые кромки, трещины, заусенцы, следы от коррозии и другие дефекты.
8. В резьбовых отверстиях не допускаются рваные края и выкрашивание ниток резьбы, если они по глубине выходят за пределы среднего диаметра или их длина превышает половину витка.
9. На резьбовых концах не допускается уменьшение высоты профиля резьбы с уменьшением наружного диаметра резьбы более чем на двух концевых витках.
Текст документа сверен по:
Механические конструкции электронного оборудования:
Сб. стандартов. - , 2005
