Группа Ж36
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕЗЕЦ ДЛЯ РЕЗКИ КЕРАМИЧЕСКИХ ПЛИТОК
ГОСТ
19259—73
Технические условия Cutter for ceramic tiles. Specifications
ОКП 48 3326
Дата введения 01.01.75
Настоящий стандарт распространяется на резец для резки керамических плиток при облицовке внутренних стен.
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры резца должны соответствовать указанным на чертеже.
(Измененная редакция, Изм. № 1).
1.2. Предельные отклонения основных размеров резца должны соответствовать 14-му квалитету по ГОСТ 25347.
(Введен дополнительно, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Резцы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам и образцам-эталонам, согласованным с базовой организацией по стандартизации и утвержденным в установленном порядке.
(Измененная редакция, Изм. № 1).
2.2. (Исключен, Изм. № 1).
Издание официальное Перепечатка воспрещена
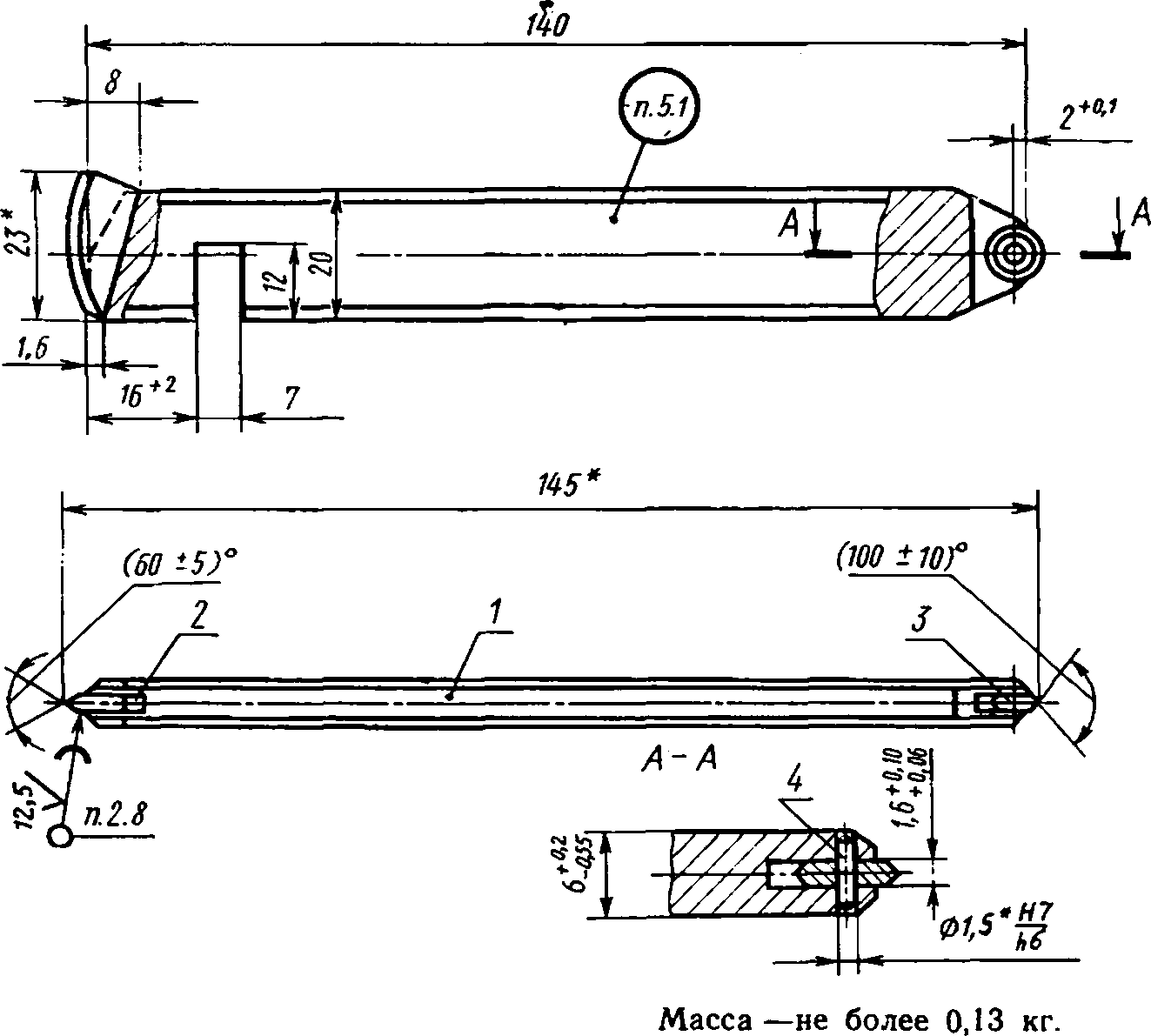
корпус; нож; 3 — ролик.
4 — ось
* Размеры для справок.
2.3. Материалы для деталей резца должны соответствовать указанным в таблице.
Наименование деталей
Материалы
Корпус
Сталь марок Ст2, СтЗ, Ст4 по ГОСТ 380 всех
Нож
способов раскисления, сортамент — по ГОСТ 103
Сплавы твердые спеченные марок ВК8 и ВК15 по ГОСТ 3882, пластина твердосплавная напаиваемая типа 21, обозначение пластины 21130 —
Ролик
по ГОСТ 25400
Сплав твердый спеченный марок ВКЗ по ГОСТ 3882
(Измененная редакция, Изм. № 1).
7 Зак. 2788
2.4. Технические требования на ролик — по ОСТ 48—162.
2.5. Режущие кромки ролика и ножа не должны иметь выкрашиваний и неровностей.
2.6. Ролики после заточки должны иметь диаметр (6,6±0,6) мм.
2.7. Ось должна иметь твердость 51,5 ... 66 HRC3.
2.8. Соединение ножа с корпусом должно быть выполнено с применением медно-цин-кового припоя.
2.9. Параметр шероховатости наружных поверхностей корпуса не должен быть более Ra 20 мкм по ГОСТ 2789.
2.10. Параметр шероховатости заточенных поверхностей ножа и ролика не должен быть более Ra 0,063 мкм по ГОСТ 2789.
2.11. Пазы корпуса, предназначаемые для установки ролика и ножа, должны быть расположены симметрично относительно плоскости симметрии корпуса.
Допуск симметричности пазов относительно плоскости симметрии корпуса не должен быть более 0,2 мм.
2.7—2.11 (Измененная редакция, Изм. № 1).
2.12. Вращение ролика при резании керамической плитки должно быть равномерным. Заедание и проскальзывание ролика не допускаются.
2.13. Корпус резца должен иметь металлическое или неметаллическое неорганическое покрытие по ГОСТ 9.306.
Покрытия должны соответствовать ГОСТ 9.301, условия эк-эксплуатации — по ГОСТ 9.303.
(Измененная редакция, Изм. № 1).
2.14. Резцы должны поставляться предприятием-изготовителем с окончательно заточенными ножом и роликом.
3. ПРАВИЛА ПРИЕМКИ
3.1. Резцы поставляют партиями. Размер партии устанавливается по соглашению сторон.
3.2. Резцы должны быть подвергнуты приемосдаточным испытаниям. Приемосдаточные испытания заключаются в сплошном и выборочном контроле.
Сплошной контроль должен состоять из внешнего осмотра резцов, а выборочный контроль — из проверки соответствия размеров резца размерам, указанным в настоящем стандарте.
3.3. Для выборочного контроля из каждой партии или потока продукции должны отбираться 2% резцов, но не менее 3 шт.
3.4. Для контроля качества заточки ролика и ножа из каждой партии или потока продукции должны отбираться 0,5% резцов, но не менее 3 шт.
3.5. Потребителю предоставляется право проводить контрольную проверку соответствия резцов требованиям настоящего стандарта.
3.6. Если при приемке отобранных резцов хотя бы один резец не будет соответствовать требованиям настоящего стандарта, следует проводить повторную проверку двойного количества резцов.
При неудовлетворительных результатах повторной проверки партия резцов приемке не подлежит.
4. МЕТОДЫ ИСПЫТАНИЯ
4.1. Размеры резцов должны проверяться универсальным измерительным инструментом или шаблонами.
4.2. При внешнем осмотре резцов следует проверять соответствие их эталону.
4.3. При контроле качества заточки инструмента следует отрезать от керамической плитки полосу шириной 25 мм последовательно роликом и ножом. Линия реза должна быть ровной и непрерывной.
4.4. Контроль твердости термически обработанных осей — по ГОСТ 9013.
4.5. Контроль металлических и неметаллических покрытий — по ГОСТ 9.302.
(Введен дополнительно, Изм. № 1).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждом резце должны быть нанесены следующие маркировочные знаки:
а) товарный знак предприятия-изготовителя;
б) цена резца (только при изготовлении резцов для розничной продажи).
Примечание. Способ нанесения маркировки должен обеспечить ее сс.храннссть в течение всего срока службы резца.
5.2. Упаковка и транспортирование — по ГОСТ 18088.
5.3. Каждая партия поставляемых .резцов должна быть снабжена инструкцией по эксплуатации.
5.4. При поставке торгующим организациям каждый резец должен быть упакован в коробочку, изготовленную из картона по ГОСТ 7933 или пластмассы, и снабжен инструкцией по эксплуатации.
Коробочка должна открываться с одного торца.
5.5. Резцы должны храниться в упакованном виде в закрытых сухих помещениях.
6. ГАРАНТИИ ПОСТАВЩИКА
6.1. Резцы должны быть приняты техническим контролем предприятия-поставщика. Поставщик должен гарантировать соответствие всех выпускаемых резцов требованиям настоящего стандарта.
6.2. Гарантийный срок — 4 мес со дня начала эксплуатации резцов.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Всесоюзным научно-исследовательским и проектно-конструкторским институтом механизированного я ручного строительно-монтажного инструмента, вибраторов и строительно-отделочных машин (ВНИИ СМ И) Министерства строительного, дорожного и коммунального машиностроения
РАЗРАБОТЧИКИ
Ю. П. Шишулин, К. И. Ситников (руководитель темы), Л. Б. Гущина, М. М. Новиков, Г. Н. Рязанов
ВНЕСЕН Министерством строительного, дорожного и коммунального машиностроения
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстроя СССР от 29.11.73 № 223
3. ВВЕДЕН ВПЕРВЫЕ
4 ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 9.301—81 | 2.13 |
ГОСТ 9.302—88 | 4.5 |
ГОСТ 9.303—84 | 2.13 |
ГОСТ 9.306—85 | 2.13 |
ГОСТ 103—76 | 2.3 |
ГОСТ 380- -88 | 2.3 |
ГОСТ 2789—73 | 2.9, 2.10 |
ГОСТ 3882—74 | 2.3 |
5.4 | |
ГОСТ 9013- -59 | 4.4 |
ГОСТ 18088—83 | 5.2 |
ГОСТ 25347—82 | 1.2 |
ГОСТ 25400—90 | 2.3 |
ОСТ 48—102—79 | 2.4 |
5. ПЕРЕИЗДАНИЕ с Изменением № 1, утвержденным в августе 1984 г. (ИУС 10—84)
193
