ГОСТ 17342-81
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
НОЖИ ДЛЯ РУБИТЕЛЬНЫХ МАШИН
Технические условия
Knives for capacity chippers. Technical conditions
ОКП 14 3510
Срок действия с 01.01.82
до 01.01.87*
_______________________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 4, 1994 год). - .
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛЬ
М.В.Лопачева
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра А.Е.Прокопович
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11 марта 1981 г. N 1265
ВЗАМЕН ГОСТ 17342-71
ВНЕСЕНА поправка, опубликованная в ИУС N 2, 1987 год
Поправка внесена изготовителем базы данных
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Постановлением Госстандарта СССР от 20.12.86 N 4286 с 01.07.87
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 3, 1987 год
Настоящий стандарт распространяется на рубильные ножи, предназначенные для производства технологической щепы из балансовой и дровяной древесины, отходов лесозаготовок, лесопиления и деревообработки на рубительных машинах, изготовляемые для нужд народного хозяйства и экспорта.
(Измененная редакция, Изм. N 1).
1. ОСНОВНЫЕ РАЗМЕРЫ
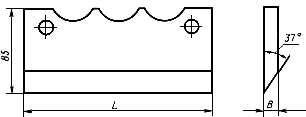
1.1. Основные размеры ножей должны соответствовать указанным на чертеже и в таблице.
мм
Обозначение | Применяемость | ||
3116-0005 | 300 | 6 | |
3116-0006 | 460 | 10 |
Пример условного обозначения ножа =300 мм:
Нож 3116-0005 ГОСТ 17342-81
1.2. Конструктивные размеры ножей указаны в рекомендуемом приложении 1.
1.3. Обозначения поверхностей ножей указаны в справочном приложении 2.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ножи должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Ножи должны изготовляться из стали марки 6Х6В3МФС по ГОСТ 5950-73*. Допускается изготовлять ножи из других марок стали, обеспечивающих стойкость в соответствии с требованиями настоящего стандарта.
________________
* На территории Российской Федерации действует ГОСТ 5950-2000, здесь и далее. - .
2.3. Микроструктура режущей части ножей после термической обработки должна состоять из троостомартенсита и карбидов.
Карбидная неоднородность не должна превышать 2 балла по шкале 3 ГОСТ 5950-73.
2.4. Твердость рабочей части ножей на расстоянии от режущей кромки до , но не менее 43 мм ширины ножа должна быть 56...60 НRС
.
(Измененная редакция, Изм. N 1).
2.5. На поверхности ножей не допускаются трещины, расслоения, раковины, заусенцы, следы коррозии. На рабочей части ножей не допускаются забоины.
2.6. На опорной и передней поверхностях на расстоянии до ширины ножа от нижней поверхности допускаются следы рихтовки глубиной не более 0,5 мм.
2.7. Параметры шероховатости поверхностей ножей по ГОСТ 2789-73 должны быть не более, мкм:
![]() - передней поверхности в зоне 56...60 НRС
- передней поверхности в зоне 56...60 НRС;
![]() - передней поверхности в остальной части, задней и опорной;
- передней поверхности в остальной части, задней и опорной;
![]() - нижней и торцевой;
- нижней и торцевой;
![]() - остальных.
- остальных.
(Измененная редакция, Изм. N 1).
2.8. Допускается на режущей кромке ножа фаска шириной до 0,5 мм.
Предельные отклонения углов заострения ножей не должны быть более ±2°.
2.9. Предельные отклонения размеров ножей не должны быть более:
h15 - длины и ширины;
минус 0,15 мм - толщины.
2.8-2.9 (Измененная редакция, Изм. N 1).
2.10. Разнотолщинность ножа не должна быть более 0,1 мм.
2.11. Неравномерность ширины ножа не должна быть более 0,5 мм на всей длине.
2.12. Допуск прямолинейности режущей кромки и нижней поверхности 0,3 мм на всей длине ножа.
2.13. Допуск плоскостности передней и опорной поверхностей 0,3 мм на всей длине ножа, но не более 0,1 мм на 100 мм длины.
2.14. Допуск перпендикулярности торцевых поверхностей ножа относительно нижней поверхности равен допуску на длину ножа.
2.15. Средний и установленный
периоды стойкости ножей при условиях испытаний, указанных в разд.4, должны быть не менее
=674 мин,
=337 мин.
2.16. Критерием отказа является прекращение процесса самозатягивания древесины механизмом резания.
2.15, 2.16 (Введены дополнительно, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для контроля соответствия изготовленных ножей требованиям настоящего стандарта предприятие-изготовитель должно проводить приемочный контроль и периодические испытания.
Порядок проведения периодических испытаний - по ГОСТ 15.001-73*.
_______________
* На территории Российской Федерации действует ГОСТ Р 15.201-2000. - .
(Измененная редакция, Изм. N 1).
3.2. Ножи к приемке должны предъявляться партиями.
3.2.1. Партия должна состоять из ножей одного типоразмера, изготовленных из одной марки инструментального материала в течение определенного интервала времени по одному и тому же технологическому процессу, одновременно предъявляемых к приемке по одному документу.
3.3. При приемочном контроле и периодических испытаниях должен применяться выборочный и сплошной контроль.
3.3.1. Контроль по п.2.5 должен быть сплошным.
3.3.2. Контроль по пп.1.1; 2.3; 2.4; 2.6-2.14 должен быть выборочным при следующем объеме выборок:
10% от партии, но не менее 5 ножей - по пп.1.1; 2.6-2.14;
1% от партии, но не менее 2 ножей - по п.2.4;
2 ножа от партии до 500 шт. и 3 ножа от партии более 500 шт. - по п.2.3.
(Измененная редакция, Изм. N 1).
3.3.3. Результаты выборочного приемочного контроля распространяют на всю партию.
3.4. Периодическим испытаниям подвергают ножи, прошедшие приемочный контроль.
3.5. Периодические испытания, в том числе на средний период стойкости, должны проводиться один раз в три года не менее чем на 5 ножах.
На установленный период стойкости испытания должны проводиться один раз в год не менее чем на 5 ножах.
3.6. Допускается проводить испытания на средний и установленный периоды стойкости на предприятии-потребителе в аттестованном подразделении.
3.5, 3.6 (Измененная редакция, Изм. N 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Внешний вид поверхностей ножей (п.2.5) контролируют визуально или при помощи лупы ЛП-1-5 по ГОСТ 25706-83.
4.2. Шероховатость поверхностей ножей (п.2.7) проверяют путем сравнения с образцами шероховатости по ГОСТ 9378-75* или образцовыми инструментами с предельными значениями шероховатости поверхностей и соответственно аттестованными в установленном порядке.
_______________
* На территории Российской Федерации действует ГОСТ 9378-93. - .
4.3. Погрешность измерения размерных и геометрических параметров ножей не должна быть более:
значений, указанных в ГОСТ 8.051-81 - для линейных размеров;
35% допуска на проверяемый угол - для угловых размеров;
25% допуска на проверяемый параметр - отклонения формы и расположения поверхностей.
4.1-4.3 (Измененная редакция, Изм. N 1).
4.4. Испытания ножей
4.4.1. Испытания на средний и установленный периоды стойкости должны проводиться на рубительных машинах производительностью до 40 м/ч, соответствующих установленным для них нормам точности и эксплуатации.
4.4, 4.4.1 (Измененная редакция, Изм. N 1).
4.4.2. Перед испытаниями должны быть проверены качество заточки ножей и правильность установки их в машине.
4.4.3. Угловые параметры ножей должны соответствовать значениям, указанным в технической документации, прилагаемой к рубительной машине.
4.4.4. Ножи должны испытываться при переработке окоренной сосновой или еловой древесины по ГОСТ 9463-72* не содержащей металлических и минеральных включений влажностью не ниже 50% при температуре не ниже минус 10 °С.
________________
* На территории Российской Федерации действует ГОСТ 9463-88. - .
4.4.5. (Исключен, Изм. N 1).
4.4.6. Ножи должны обеспечить получение технологической щепы по ГОСТ 15815-83 при условиях работы, указанных в разд.4.
4.5. Твердость ножей проверяется по ГОСТ 9013-59 с помощью твердомера ТР по ГОСТ 23677-79.
4.6. Приемочные значения среднего и установленного периодов стойкости для выборки из 5 ножей не должны быть менее значений: средний период стойкости =750 мин, установленный период стойкости
=375 мин.
4.4.6, 4.5, 4.6 (Введены дополнительно, Изм. N 1).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На опорной поверхности ножа должны быть четко нанесены:
товарный знак предприятия-изготовителя;
обозначение ножа;
марка стали режущей части.
5.2. Упаковка, маркировка, транспортирование и хранение - по ГОСТ 18088-83.
5.3. Вариант внутренней упаковки ВУ-1 - по ГОСТ 9.014-78.
5.2, 5.3 (Измененная редакция, Изм. N 1).
Раздел 6. (Исключен, Изм. N 1).
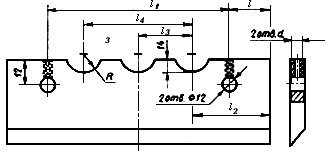
ПРИЛОЖЕНИЕ 1
Рекомендуемое
КОНСТРУКТИВНЫЕ РАЗМЕРЫ НОЖЕЙ
Размеры ножей | |||||||
300х6 | 55 | 190 | 92,5 | 57,5 | 115 | M3-7H | 18 |
460х10 | 30 | 400 | - | - | - | M6-7H | - |
ПРИЛОЖЕНИЕ 2
Справочное
ОБОЗНАЧЕНИЕ ПОВЕРХНОСТЕЙ НОЖЕЙ
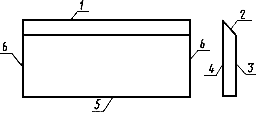
1 - режущая кромка; 2 - задняя поверхность; 3 - опорная поверхность;
4 - передняя поверхность; 5 - нижняя поверхность; 6 - торцевая поверхность
Приложение 3. (Исключено, Изм. N 1).
Текст документа сверен по:
М.: Издательство стандартов, 1981
Изготовителем базы данных
в текст документа внесено Изменение N 1,
утвержденное Постановлением
Госстандарта России от 20.12.86 N 4286
