ГОСТ 17-70*
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ТОКАРНО-РЕВОЛЬВЕРНЫЕ
Нормы точности
Turret lathes. Accuracy standards
Дата введения 1971-01-01
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 27 мая 1970 г. N 804 срок введения установлен с 01.01.71;
по проверкам 11, 12 и 14 с 01.01.73
Проверен в 1980 г. Срок действия ограничен до 01.01.90**
________________
** Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации. (ИУС N 4, 1994 год). - .
ВЗАМЕН ГОСТ 17-59
* ПЕРЕИЗДАНИЕ (март 1987 г.) с Изменением N 1, утвержденным в июле 1980 г. (ИУС 10-80).
Настоящий стандарт распространяется на прутковые и патронные токарно-револьверные станки классов точности Н и П с вертикальной, горизонтальной и наклонной осями вращения револьверной головки и устанавливает дополнительные требования к общим условиям испытания станков на точность по ГОСТ 8-82 и жесткость по ГОСТ 7035-75.
(Измененная редакция, Изм. N 1).
А. Проверка точности станка
Проверка 1
Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мм | ||
прутка | изделия, устанавли- | Класс точности | |||
Н | П | ||||
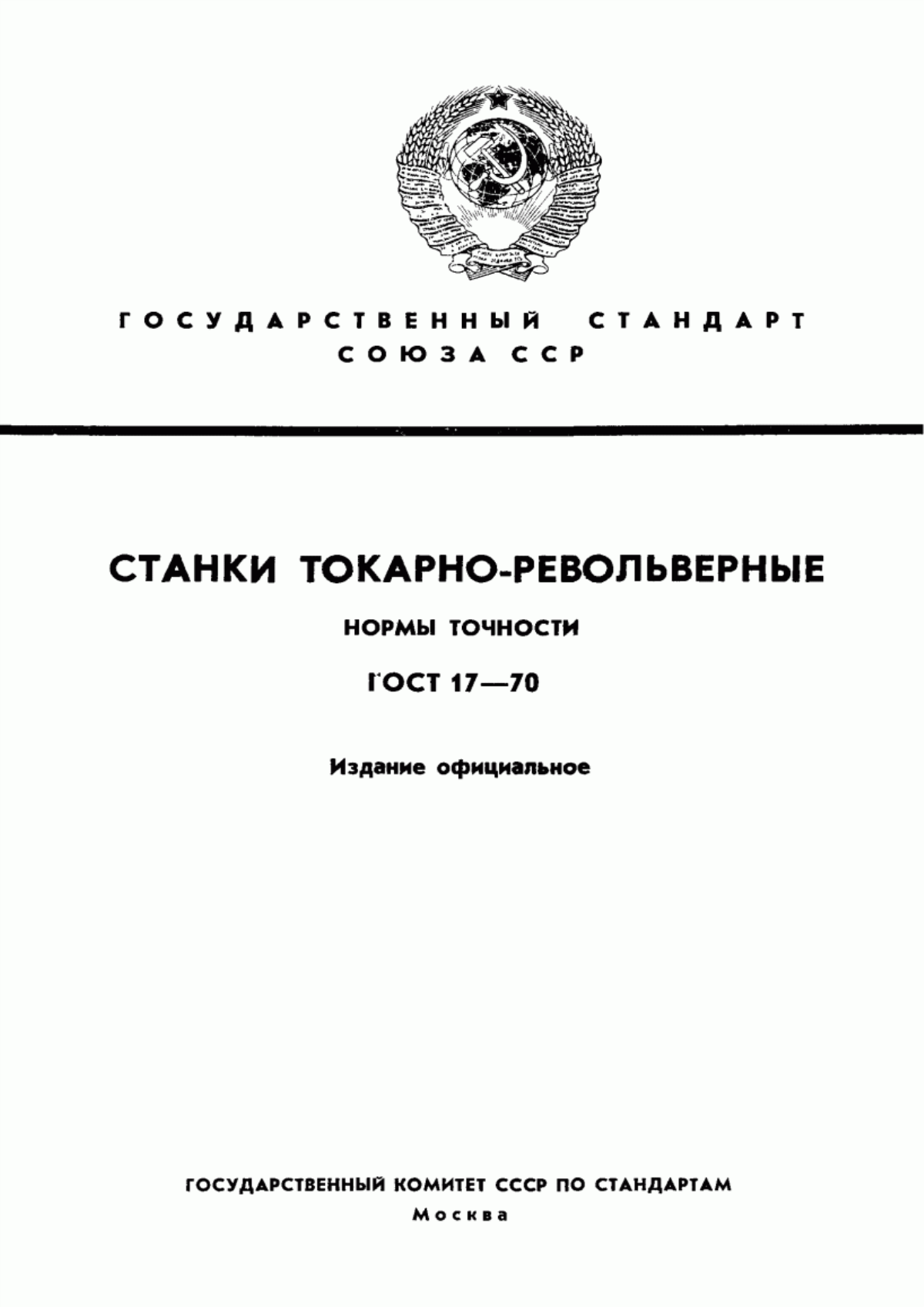
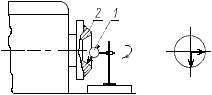
Прямолинейность продольного перемещения револьверного и поперечного суппортов в вертикальной плоскости Примечание. Проверке подвергаются поперечные суппорта, имеющие продольное рабочее перемещение. | На суппорте 2 (3) (непосредственно или с помощью мостика) параллельно направлению перемещения устанавливают уровень 1. Суппорт перемещают на всю длину рабочего хода. Замеры производят не реже чем через 300 мм и не менее чем в трех положениях по длине хода суппорта. В станках, у которых ползун револьверного суппорта перемещается по промежуточным салазкам, проверку производят путем перемещения ползуна на всю длину рабочего хода не менее чем в трех положениях салазок с закреплением их на станине, с сохранением указанных допусков. Крайние положения ползуна должны соответствовать наименьшему и наибольшему расстоянию от торца шпинделя до плоскости револьверной головки, указанному в паспорте станка. Отклонение определяют как наибольшую алгебраическую разность показаний уровня | ||||
До 12 | До 200 | На длине хода суппорта | |||
Св. 12 | Св. 200 | 0,04 | 0,02 | ||
Св. 32 | Св. 320 |
| |||
Св. 80 до 200 | Св. 500 | ||||
Вогнутость не допускается | |||||
(Измененная редакция, Изм. N 1).
Проверка 2
Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мм | |||
прутка | изделия, устанавли- | Класс точности | ||||
Н | П | |||||
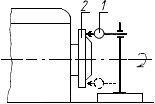
Постоянство положения плоскости движения (перекос) при продольном перемещении револьверного и поперечного суппортов Примечание. Проверке подвергаются поперечные суппорта, имеющие продольное рабочее перемещение | На суппорте 2 (3) (непосредственно или с помощью мостика) перпендикулярно направлению его перемещения устанавливают уровень 1. Суппорт перемещают на всю длину рабочего хода. Замеры производят не реже чем через 300 мм и не менее чем в трех положениях по длине хода суппорта. В станках, у которых ползун револьверного суппорта перемещается по промежуточным салазкам, проверку производят путем перемещения ползуна на всю длину рабочего хода не менее чем в трех положениях салазок с закреплением их на станине, с сохранением указанных допусков. Крайние положения ползуна должны соответствовать наименьшему и наибольшему расстоянию от торца шпинделя до плоскости револьверной головки, указанному в паспорте станка. Отклонение определяют как наибольшую алгебраическую разность показаний уровня | |||||
До 12 | До 200 | На длине хода суппорта | ||||
Св. 12 до 32 | Св. 200 | |||||
Св. 32 | Св. 320 | 0,04 | 0,02 | |||
Св. 80 до 200 | Св. 500 | |||||
(Измененная редакция, Изм. N 1).
Проверка 3
Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
прутка | изделия, устанавли- | Класс точности | |||
Н | П | ||||
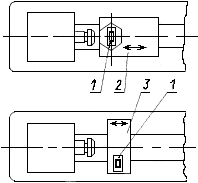
Радиальное биение наружной центрирующей поверхности шпинделя | На неподвижной части станка укрепляют индикатор 1 так, чтобы его измерительный наконечник был перпендикулярен центрующей поверхности шпинделя 2 в точке касания. Шпиндель приводят во вращение. Измерение производят в двух взаимно перпендикулярных плоскостях. Отклонение определяют как наибольшую величину показаний индикатора | ||||
До 12 | До 200 | 7 | 4 | ||
Св. 12 до 32 | Св. 200 | 10 | 6 | ||
Св. 32 | Св. 320 | 12 | 8 | ||
Св. 80 | Св. 500 | 16 | 10 | ||
Проверка 4
Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
прутка | изделия, устанавли- | Класс точности | |||
Н | П | ||||
Радиальное биение посадочной поверхности под зажимные цанги | На неподвижной части станка укрепляют индикатор 1 так, чтобы его измерительный наконечник был перпендикулярен посадочной поверхности 2 под зажимные цанги в точке касания. Шпиндель приводят во вращение. Измерение производят в двух взаимно перпендикулярных плоскостях. Отклонение определяют как наибольшую величину показаний индикатора | ||||
До 12 | До 200 | 7 | 4 | ||
Св. 12 до 32 | Св. 200 | 10 | 6 | ||
Св. 32 до 80 | Св. 320 | 12 | 8 | ||
Св. 80 до 200 | Св. 500 | 16 | 10 | ||
Проверка 5
Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
прутка | изделия, устанавли- | Класс точности | |||
Н | П | ||||
Торцовое биение опорной поверхности шпинделя | На неподвижной части станка укрепляют индикатор 1 так, чтобы его измерительный наконечник был перпендикулярен опорной торцовой поверхности шпинделя 2 в точке касания. Шпиндель приводят во вращение. Измерение производят в двух диаметрально противоположных точках. Отклонение определяют как наибольшую величину показаний индикатора | ||||
До 12 | До 200 | 10 | 6 | ||
Св. 12 до 32 | Св. 200 | 12 | 8 | ||
Св. 32 до 80 | Св. 320 | 16 | 10 | ||
Св. 80 до 200 | Св. 500 | 20 | 12 | ||
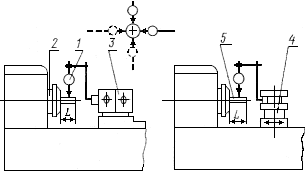
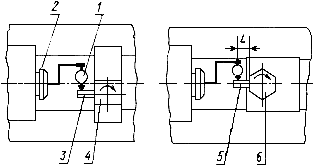
Проверка 6
Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
прутка | изделия, устанавли- | Класс точности | |||
Н | П | ||||
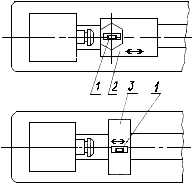
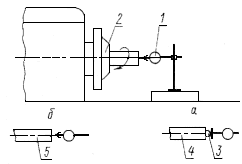
Осевое биение шпинделя | На неподвижной части станка укрепляют индикатор 1 так, чтобы его измерительный наконечник касался шарика 3, вставленного в центровое отверстие короткой оправки 4 или торца короткой оправки 5, установленных в калиброванное отверстие шпинделя 2. Шпиндель приводят во вращение. Отклонение определяют как наибольшую величину показаний индикатора | ||||
До 12 | До 200 | 7 | 4 | ||
Св. 12 до 32 | Св. 200 | 10 | 6 | ||
Св. 32 | Св. 320 | 12 | 8 | ||
Св. 80 до. 200 | Св. 500 | 16 | 10 | ||
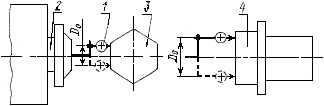
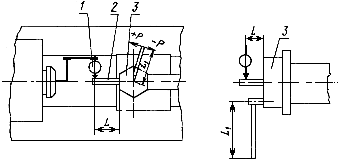
Проверка 7
Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
прутка | изделия, устанавли- | Класс точности | |||
Н | П | ||||
Совпадение осей отверстий для инструментов и для резцедержателей в револьверной головке с осью шпинделя в вертикальной и горизонтальной плоскостях | В шпинделе 2 укрепляют индикатор 1 так, чтобы его измерительный наконечник был перпендикулярен в точке касания цилиндрической поверхности оправки 3, вставленной в отверстие для инструмента в револьверной головке 5, или цилиндрической поверхности центрирующего отверстия 4 под резцедержатели в револьверной головке. В каждой плоскости измерения производят по двум диаметрально противоположным образующим (шпиндель поворачивают на 180°). Отклонение определяют половиной алгебраической разности показаний индикатора в данной плоскости. Проверке подвергают все отверстия револьверной головки. Примечание. При наличии поперечного перемещения револьверной головки предварительно выверяют оправку в горизонтальной плоскости относительно оси шпинделя. | ||||
До 12 | До 200 | 16 | 10 | ||
Св. 12 до 32 | Св. 200 | 20 | 12 | ||
Св. 32 | Св. 320 | 25 | 16 | ||
Св. 80 до 200 | Св. 500 | 30 | 20 | ||
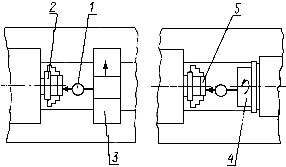
Проверка 8
Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | |||
прутка | изделия, устанавли- | Класс точности | ||||
Н | П | |||||
Перпендикулярность к оси шпинделя боковых граней револьверной головки с вертикальной осью вращения или торцовой поверхности револьверной головки с горизонтальной осью вращения | Индикатор 1 укрепляют в шпинделе 2 так, чтобы его измерительный наконечник был перпендикулярен в точке касания боковой грани револьверной головки 3 с вертикальной осью вращения (в рабочем положении головки) или торцовой поверхности головки 4 с горизонтальной осью вращения. Шпиндель с индикатором поворачивают на 180°. Отклонение определяют как алгебраическую разность показаний индикатора. В револьверных головках с вертикальной осью вращения проверке подвергают все боковые грани. | Для станков с вертикальной осью револьверной головки | ||||
До 12 | До 200 | 12 | 8 | |||
| ||||||
Св. 12 | Св. 200 | 16 | 10 | |||
до 32 | до 320 |
| ||||
Св. 32 | Св. 320 | 20 | 12 | |||
до 80 | до 500 |
| ||||
Св. 80 | Св. 500 | 25 | 16 | |||
до 200 | до 800 |
| ||||
Для станков с горизонтальной осью револьверной головки | ||||||
До 12 | До 200 | 16 | 12 | |||
| ||||||
Св. 12 | Св. 200 | 20 | 16 | |||
до 32 | до 320 |
| ||||
Св. 32 | Св. 320 | 25 | 20 | |||
до 80 | до 500 |
| ||||
Св. 80 | Св. 500 | 30 | 25 | |||
до 200 | до 800 |
| ||||
Проверка 9
Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
прутка | изделия, устанавли- | Класс точности | |||
Н | П | ||||
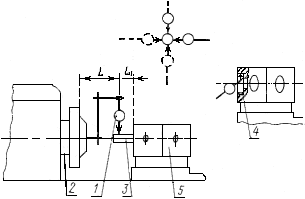
Параллельность оси шпинделя направлению перемещения револьверного и поперечного суппортов в вертикальной и горизонтальной плоскостях | Индикатор 1 укрепляют последовательно на револьверной головке 3 и поперечном суппорте 4 так, чтобы его измерительный наконечник был перпендикулярен в точке касания цилиндрической поверхности оправки 5, закрепленной на шпинделе 2. Револьверный и поперечный суппорты перемещают на длину Проверку производят на указанной длине или на всей длине рабочего хода. В каждой плоскости измерения производят по двум диаметрально противоположным образующим (шпиндель поворачивают на 180°). В станках, имеющих револьверный суппорт с промежуточными салазками, проверку производят путем перемещения ползуна на всю длину рабочего хода не менее чем в трех положениях салазок с закреплением их на станине, с сохранением указанных допусков. Крайние положения салазок должны соответствовать наименьшему и наибольшему расстояниям от торца шпинделя до плоскости револьверной головки, указанным в паспорте станка. Отклонение определяют как среднюю арифметическую результатов измерений в данной плоскости | ||||
До 12 | До 200 | 7 | 5 | ||
| |||||
Св. 12 | Св. 200 | 10 | 7 | ||
до 32 | до 320 |
| |||
Св. 32 | Св. 320 | 20 | 12 | ||
до 80 | до 500 |
| |||
Св. 80 | Св. 500 | 25 | 16 | ||
до 200 | до 800 |
| |||
В вертикальной плоскости свободный конец оправки может отклоняться только вверх, в горизонтальной - только вперед в сторону инструмента | |||||
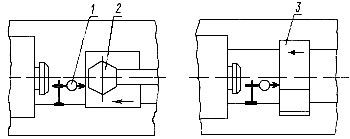
Проверка 10
Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
прутка | изделия, устанавли- | Класс точности | |||
Н | П | ||||
Перпендикулярность к оси шпинделя направления перемещения поперечного и револьверного суппортов и револьверной головки при круговой подаче | Индикатор 1 укрепляют на поперечном суппорте 3 или револьверной головке 4 так, чтобы его измерительный наконечник был перпендикулярен в точке касания торцовой поверхности контрольной линейки или соответственно контрольного диска 5, закрепленного па шпинделе 2. Поперечные салазки поперечного и револьверного суппортов или револьверную головку перемещают от периферии диска или линейки к центру так, чтобы расстояние от точки начала отсчета до центра равнялось Отклонение определяют как среднее арифметическое результатов двух измерений (при втором измерении шпиндель поворачивают на 180°) | ||||
До 12 | До 200 | 8 | 5 | ||
| |||||
Св. 12 | Св. 200 | 10 | 6 | ||
до 32 | до 320 |
| |||
Св. 32 | Св. 320 | 12 | 8 | ||
до 80 | до 500 |
| |||
Св. 80 | Св. 500 | 16 | 12 | ||
до 200 | до 800 |
| |||
Отклонение допускается только в сторону передней бабки при перемещении индикатора к оси шпинделя | |||||
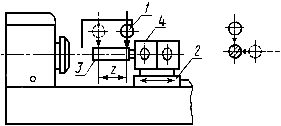
Проверка 11 (для станков с горизонтальной осью револьверной головки и для станков со сплошной револьверной головкой с вертикальной или наклонной осью)
Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
прутка | изделия, устанавли- | Класс точности | |||
Н | П | ||||
Параллельность осей отверстий для инструмента в револьверной головке направлению ее продольного перемещения в вертикальной и горизонтальной плоскостях | Индикатор 1 укрепляют вне проверяемого узла 2 так, чтобы его измерительный наконечник был перпендикулярен в точке касания цилиндрической поверхности оправки 3, плотно вставленной в отверстие револьверной головки 4. Револьверной головке сообщают продольное перемещение на длину В каждой плоскости отклонение определяют как среднее арифметическое результатов трех измерений. При последовательных измерениях положение оправки в револьверной головке меняют. Проверке подвергают все отверстия револьверной головки | ||||
До 12 | До 200 | 8 | 5 | ||
| |||||
Св. 12 | Св. 200 | 12 | 8 | ||
до 32 | до 320 |
| |||
Св. 32 | Св. 320 | 20 | 12 | ||
до 80 | до 500 |
| |||
Св. 80 | Св. 500 | 30 | 20 | ||
до 200 | до 800 |
| |||
(Измененная редакция, Изм. N 1).
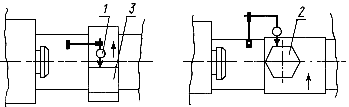
Проверка 12
а | б | |||
| ||||
Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
прутка | изделия, устанавли- | Класс точности | |||
Н | П | ||||
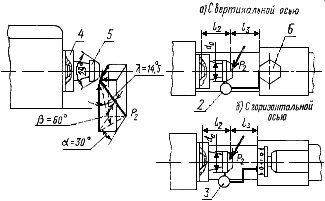
Точность фиксации при повторных поворотах на каждой позиции: а) резцовой головки; б) револьверной головки | Индикатор 1 укрепляют на шпинделе 2 так, чтобы его измерительный наконечник был перпендикулярен в точке касания: а) поверхности оправки прямоугольного сечения 3, закрепленной в резцовой головке 4, и был расположен на расстоянии 150 мм от ее оси; б) цилиндрической поверхности оправки 5, закрепленной в револьверной головке 6, и был расположен на расстоянии Головки поворачивают на 360°. Отклонение определяют разностью показаний индикатора при начальном положении головок и по возвращении их в первоначальное положение после поворота на 360°. Отклонение определяют как наибольшую величину результатов пяти измерений. Проверке подвергают все позиции резцовой и револьверной головок | ||||
а | |||||
До 200 | До 800 | 32 | 20 | ||
б | |||||
До 32 | До 320 | 12 | 8 | ||
| |||||
Св. 32 | Св. 320 | 20 | 12 | ||
до 80 | до 500 |
| |||
Св. 80 | Св. 500 | 32 | 20 | ||
до 200 | до 800 |
| |||
Проверка 13 (для станков, не имеющих механизма зажима револьверной головки)
Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
прутка | изделия, устанавли- | Класс точности | |||
Н | П | ||||
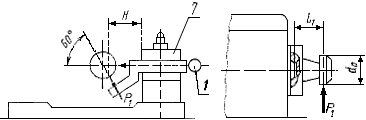
Постоянство положения револьверной головки в подшипнике и фиксирующем устройстве | На неподвижной части станка устанавливают индикатор 1 так, чтобы измерительный наконечник его был перпендикулярен в точке касания цилиндрической поверхности оправки 2, закрепленной в револьверной головке 3, и был расположен на расстоянии На револьверную головку действуют силой Смещение при каждом положении револьверной головки определяют как алгебраическую разность показаний индикатора при нагрузке + Проверке подвергают все позиции револьверной головки | ||||
До 12 | До 200 | 10 | 8 | ||
Св. 12 до 32 | Св. 200 | 10 | 10 | ||
Св. 32 | Св. 320 | 25 | 16 | ||
Св. 80 | Св. 500 | 40 | 25 | ||
Проверка 14
При автоматической продольной подаче
При автоматической поперечной подаче
Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
прутка | изделия, устанавли- | Класс точности | |||
Н | П | ||||
Точность выключения упорами (при повторных включениях) автоматической продольной подачи револьверного и поперечного суппортов и автоматической поперечной подачи поперечного суппорта и револьверной головки | На неподвижной части станка устанавливают индикатор 1 так, чтобы его измерительный наконечник был перпендикулярен в точке касания грани револьверной головки 2 и грани резцовой головки поперечного суппорта 3, подведенных к упору на автоматической подаче. Затем проверяемые суппорты отводят от упора и снова включают автоматическую подачу до упора. Отклонение определяют как наибольшую разность показаний индикатора при пяти измерениях | ||||
До 12 | До 200 | 32 | 20 | ||
Св. 12 до 32 | Св. 200 | ||||
Св. 32 до 80 | Св. 320 | ||||
Св. 80 | Св. 500 | 40 | 25 | ||
Б. Проверка станка в работе
Проверка 15
![]() , где
, где - наибольший диаметр прутка;
![]() , но не более 300 мм;
, но не более 300 мм;
12
15 мм;
![]() ;
;
3
5 мм.
________________
* Для прутка диаметром менее 20 мм допускается цилиндрический образец.
Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
прутка | изделия, устанавли- | Класс точности | |||
Н | П | ||||
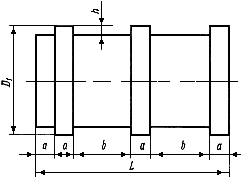
Точность формы наружной цилиндрической поверхности образца после его чистовой обработки на станке: а) постоянство диаметра обработанной поверхности в поперечном сечении; б) постоянство диаметра обработанной поверхности в любом сечении | Стальной (сталь среднеуглеродистая Станки, поставляемые в прутковом исполнении, проверяются на образцах, изготовленных из прутка максимального диаметра и длины для данного станка. После чистовой обработки образец замеряют микрометром или рычажной скобой Отклонение определяют наибольшей разностью диаметров: а) поперечного сечения; б) нескольких (не менее 3) поперечных сечений в пределах длины образца | ||||
До 12 | До 200 | а | |||
8 | 5 | ||||
Св. 12 | Св. 200 | 10 | 6 | ||
Св. 32 | Св. 320 | 12 | 8 | ||
Св. 80 | Св. 500 | 16 | 10 | ||
До 12 | До 200 | б | |||
12 | 8 | ||||
Св. 12 | Св. 200 | 16 | 10 | ||
Св. 32 | Св. 320 | 20 | 12 | ||
Св. 80 | Св. 500 | 25 | 16 | ||
Проверка 16
![]() , но не более 300 мм, где
, но не более 300 мм, где
наибольший диаметр обрабатываемого изделия над станиной,
![]() .
.
Диаметр прутка, мм | |||
До 12 | 20 | 10 | 40 |
Св. 12 до 32 | 30 | 10 | 50 |
Св. 32 до 80 | 50 | 15 | 60 |
Св. 80 до 200 | 80 | 15 | 80 |
Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
прутка | изделия, устанавли- | Класс точности | |||
Н | П | ||||
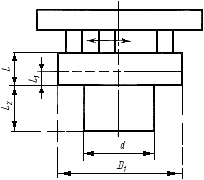
Прямолинейность торцовой поверхности образца после чистовой обточки резцами, закрепленными в резцовой головке поперечного суппорта и в револьверной головке (при наличии рабочей поперечной подачи) | У стальной (сталь среднеуглеродистая После чистовой обточки проверяют прямолинейность обработанной поверхности: а) при помощи линейки и концевых мер или щупа; б) при помощи индикатора, установленного на поперечном суппорте или в револьверной головке, если она имеет круговую подачу, так, что его измерительный наконечник перемещают по проверяемой поверхности образца от центра до периферии в направлении движения резца при проточке торца. Отклонение определяют половиной разности показаний индикатора | ||||
Для станков с вертикальной осью револьверной головки | |||||
До 12 | До 200 | 10 | 6 | ||
на диаметре 100 мм | |||||
Св. 12 | Св. 200 | 12 | 8 | ||
до 32 | до 320 | на диаметре 150 мм | |||
Св. 32 | Св. 320 | 16 | 10 | ||
до 80 | до 500 | на диаметре 200 мм | |||
Св. 80 | Св. 500 | 20 | 12 | ||
до 200 | до 800 | на диаметре 300 мм | |||
Допускается только вогнутость Для станков с горизонтальной осью револьверной головки | |||||
До 12 | До 200 | 10 | 6 | ||
на диаметре 100 мм | |||||
Св. 12 | Св. 200 | 12 | 8 | ||
до 32 | до 320 | на диаметре 120 мм | |||
Св. 32 | Св. 320 | 16 | 10 | ||
до 80 | до 500 | на диаметре 150 мм | |||
Св. 80 | Св. 500 | 20 | 12 | ||
до 200 | до 800 | на диаметре 185 мм | |||
Допускается только вогнутость | |||||
В. Проверка станка на жесткость
Проверка 17
Положение узлов, деталей станка и точки приложения силы, а также направление ее действия должны соответствовать чертежу и определяться величинами, указанными в табл.1 и 2.
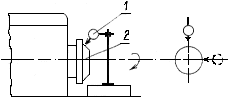
I. Проверка станка с поперечным суппортом
II. Проверка станка с револьверной головкой
1 - индикатор для измерения относительных перемещений оправки на шпинделе и поперечного суппорта;
2 - индикатор для измерения относительных перемещений оправки на шпинделе и револьверной головки
с вертикальной осью; 3 - индикатор для измерения относительных перемещений оправки
на шпинделе и револьверной головки с горизонтальной осью.
Таблица 1
мм
Наибольший диаметр обрабатываемого прутка | при зажимной и подающей трубках | 12 | 18 | 25 | 40 | 65 | 100 | 160 |
при переднем зажиме | - | - | 32 | 50 | 80 | 125 | 200 | |
Расстояние от переднего торца шпинделя до точки приложения силы | Проверка с поперечным суппортом | 30 | 45 | 60 | 100 | 160 | 250 | 400 |
Проверка с револьверной головкой | 40 | 55 | 70 | 110 | 170 | 260 | 410 | |
Диаметр оправки | 25 | 30 | 35 | 40 | 40 | 45 | 45 | |
Расстояние | - | - | 38 | 50 | 63 | 75 | 90 | |
Расстояние | 85 | 106 | 140 | 190 | 280 | 375 | 560 | |
Таблица 2
Что проверяется | Метод проверки | Станки | Проверка* | ||||
с поперечным суппортом | с револьверной головкой | ||||||
при | при переднем зажиме |
| Наибо- |
| Наибо- | ||
Перемещение под нагрузкой закрепленной на шпинделе оправки относительно поперечного суппорта и револьверной головки | На шпинделе 4 станка жестко закрепляют оправку 5, основные размеры которой даны в табл.1. При проверке с поперечным суппортом 7 в левом пазу его резцедержки, а при проверке с револьверной головкой 6 в жесткой стойке, являющейся принадлежностью головки, или в отверстии самой головки (если стойка не предусмотрена конструкцией, например головка с горизонтальной осью вращения) закрепляют устройства для создания нагружающих сил Для измерения сил используют рабочие динамометры. Перед каждым испытанием соответственно поперечному суппорту или револьверной головке сообщают перемещение с последующей установкой (движением к шпинделю) в заданное положение, а шпинделю - поворот. При проверке с револьверной головкой последнюю закрепляют. Между оправкой, закрепленной на шпинделе, и поперечным суппортом и затем между оправкой и револьверной головкой создаются плавно возрастающие силы Одновременно с нагружением измеряются перемещения в направлении поперечной подачи оправки, закрепленной на шпинделе, относительно поперечного суппорта и револьверной головки. В первом случае индикаторное устройство закрепляют на поперечном суппорте, а во втором - на револьверной головке. При этом в обоих случаях измерительный наконечник индикатора устанавливают так, чтобы он касался боковой образующей пояска оправки, а его ось была бы горизонтальна и перпендикулярна к оси оправки. За величину относительных перемещений принимают среднее арифметическое результатов двух измерений. Проверку с револьверной головкой производят не менее чем в двух его позициях. | ||||||
12 | - | - | - | 70 | 60 | ||
18 | - | - | - | 100 | 70 | ||
25 | 32 | 400 | 220 | 140 | 80 | ||
40 | 50 | 560 | 260 | 200 | 90 | ||
65 | 80 | 800 | 310 | 280 | 110 | ||
100 | 125 | 1120 | 370 | 400 | 130 | ||
160 | 200 | 1600 | 450 | 560 | 160 | ||
________________
* Для станков класса точности П прилагаемая сила уменьшается в 1,25 раза, а наибольшее допустимое перемещение уменьшается в 1,6 раза.
** Наибольшие допустимые перемещения:
а) уменьшаются на 40% для станков с ручным зажимом и поворотом револьверной головки;
б) увеличиваются на 20% для станков с горизонтальной осью вращения револьверной головки;
в) увеличиваются на 30% для станков, имеющих револьверную головку со станков предыдущего меньшего размера и промежуточные салазки продольного суппорта.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1987
