ГОСТ 1425-93
Группа Д55
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕССОРЫ ЛИСТОВЫЕ ДЛЯ ПОДВИЖНОГО
СОСТАВА ЖЕЛЕЗНЫХ ДОРОГ
Технические условия
Lief springs for railway rolling stock.
Technical requirements
ОКП 31 8000
Дата введения 1995-01-01
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Беларусь | Белстандарт |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 N 160 межгосударственный стандарт ГОСТ 1425-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 01.01.95
4 ВЗАМЕН ГОСТ 1425-76
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
4.2 | |
1.2 | |
1.2 | |
1.5 | |
1.2 | |
1.13 | |
1.22 | |
1.3; 1.18 | |
3.1 | |
1.5 | |
1.22 | |
1.2; 1.10 | |
4.2 | |
1.5 | |
1.9; 2.6.2; 3.2.2 | |
1.22 | |
1.22 |
__________________
* Действует ГОСТ 380-94, здесь и далее по тексту. - .
ВНЕСЕНЫ: Изменение N 1, принятое Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 9 от 12.04.96). Государство-разработчик Россия. Постановлением Госстандарта России от 13.11.96 N 618 введено в действие на территории РФ с 01.02.97, Изменение N 2, принятое Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 15 от 28.05.99). Государство-разработчик Россия. Постановлением Госстандарта России от 05.08.99 N 234-ст введено в действие на территории РФ с 01.01.2000
Изменения N 1, 2 внесены изготовителем базы данных по тексту ИУС N 1 1997 год, ИУС N 10 1999 год
Настоящий стандарт распространяется на листовые рессоры рессорного подвешивания подвижного состава и путевых машин железных дорог широкой и узкой колеи.
Требования пп.1.1-1.4; 1.6-1.8; 1.10-1.12; 1.15-1.21; 1.23-1.25; 2.1-2.5; 2.6; 2.6.2; 2.7-2.9; 3.1; 3.1.1; 3.2; 3.2.1; 3.3; 3.4; 3.6; 3.8; 3.9; 4.1; 4.2 и 5 настоящего стандарта являются обязательными, другие требования являются рекомендуемыми.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. Рессоры должны изготавливаться в соответствии с требованиями настоящего стандарта по конструкторской и технологической документации, утвержденной в установленном порядке.
1.2. Материал для деталей рессор: листы - прокат марок 55С2, 55С2А, 60С2, 60С2А, категорий 3А, 3Б, 3В, 3Г по ГОСТ 14959; прокат других марок по ГОСТ 14959 с равными или более высокими механическими свойствами:
хомут - сталь марок 10, 15, 20 по ГОСТ 1050 или БСт3, ВСт3, БСт3кп, БС3пс, БСт3пс2, БСт3сп2, ВСт3пс по ГОСТ 380. Применение стали марки БСт3кп не рекомендуется;
наконечники замкнутых рессор - сталь марок Ст3кп, Ст4кп, Ст3пс, Ст4пс, Ст5пс по ГОСТ 380 или 15Л, 20Л, 25Л по ГОСТ 977, сталь марок 15, 20, 25 по ГОСТ 1050;
втулки - сталь 110Г13Л по ГОСТ 977.
(Измененная редакция, Изм. N 1, 2).
1.3. Сортамент стали для рессорных листов - по ГОСТ 7419.
1.3а. Требования к качеству поверхности листов и методы исправления местных дефектов - по ГОСТ 14959. Электроожоги на поверхности листов не допускаются.
Кромки рессорных листов на торцах и в отверстиях коренных листов должны быть скруглены радиусом:
1,5 мм - для листов толщиной до 6 мм,
2,0 " - " " " свыше 6 до 16 мм,
3,00 " - " " " " 16 мм
или обработаны в виде фасок тех же размеров. Заусенцы должны быть удалены.
1.3б. Пробивку отверстий в коренных листах необходимо производить в горячем состоянии, при этом температура нагрева листов должна быть от 900 до 950 °С (для подвижного состава, не эксплуатируемого на магистральных железных дорогах, температура нагрева листов от 800 до 950 °С допускается по согласованию между изготовителем и заказчиком). Допускается изготовление отверстий в коренных листах механическим способом на металлорежущих станках. Отклонение от симметричности отверстий относительно продольной оси листов не должно превышать 0,5 мм.
1.3а, 1.3б. (Введены дополнительно, Изм. N 2).
1.4. Гибка и закалка листов рессор должны производиться в гибкозакалочных приспособлениях.
Температура нагрева листов под гибку и закалку от 900 до 950 °С.
1.5. Закаливание рекомендуется производить с использованием среды индустриальных масел по ГОСТ 20799 или трансформаторного масла по ГОСТ 10121 или по ГОСТ 982.
Закаливать листы рессор в других закалочных средах допускается по согласованию между изготовителем и заказчиком.
После закалки листов следует производить их отпуск.
1.6. Твердость термически обработанных листов рессор должна быть в пределах 363...432 НВ или 40,5...46,5 HRC.
Разность твердости на одном листе не должна превышать 45 НВ или 4 НРС.
Микроструктура листов рессор должна соответствовать эталонам (оценочным шкалам), утвержденным в установленном порядке (ОСТ 32.86).
1.4-1.6. (Измененная редакция, Изм. N 2).
1.7. Холодная правка термически обработанных листов рессор не допускается.
1.8. Рессорные листы после термической обработки должны быть упрочнены методом холодного пластического деформирования (наклепом дробью или другим методом).
Упрочнение производится со стороны волокон, работающих на растяжение.
Метод и режим упрочнения должны быть установлены в технологической документации, утвержденной в установленном порядке.
(Измененная редакция, Изм. N 2).
1.8.1. Для изготовления листов рессор при капитальном ремонте локомотивов при стабильном технологическом процессе изготовления рессор и положительных результатах эксплуатации локомотивов допускается не проводить упрочнение листов рессор для локомотивов с конструкционной скоростью до 80 км/ч включительно; упрочнение листов рессор для локомотивов с конструкционной скоростью до 120 км/ч включительно (по согласованию с заказчиком).
(Введен дополнительно, Изм. N 1).
1.9. Необходимость упрочнения (п.1.8) листов рессор промышленных тепловозов типа 6 по ГОСТ 22339 и путевых машин устанавливается по согласованию с заказчиком.
(Измененная редакция, Изм. N 2).
1.10, 1.11. (Исключены, Изм. N 2).
1.12. Трущиеся поверхности листов перед сборкой должны быть покрыты смазкой.
1.13. Для смазки листов рессор рекомендуется применять графитную смазку по ГОСТ 3333.
Допускается по согласованию между изготовителем и заказчиком применение смазки других типов.
1.14. Рессоры собирают из листов, изогнутых по одному или двум радиусам. В последнем случае рекомендуется, чтобы часть пакета рессоры большего радиуса, содержащая коренные листы, составляла не более 30% (с округлением до целого числа) общего количества листов в рессоре.
Рекомендуется, чтобы суммарный зазор между листами в необжатом пакете был не более половины ее прогиба под статической нагрузкой.
Допускается по согласованию между разработчиком и заказчиком увеличение доли листов большего радиуса до 40% общего количества листов в рессоре, а также гибка каждого листа по радиусу, отличному от радиуса гибки других листов рессоры.
(Измененная редакция, Изм. N 2).
1.15. Обжатие хомута рессоры должно производиться на прессе в горячем состоянии так, чтобы обеспечивалось плотное прилегание листов друг к другу.
Дополнительное уплотнение хомута в холодном состоянии не допускается.
По согласованию с заказчиком допускается проводить механическую обработку хомута после сборки рессоры.
1.16. Отклонение от симметричности расположения хомута по длине хорды (приложение 1) относительно осей приложения нагрузки не должно превышать: первого коренного листа - половины поля допусков, указанных в п.1.18 для длины хорды; других листов - поля допусков, указанных в п.1.18 для длины хорды.
1.15, 1.16. (Измененная редакция, Изм. N 1).
1.17. Величины зазоров между элементами рессоры в свободном состоянии и их глубины распространения должны быть не более указанных в таблице 1.
Таблица 1
В миллиметрах
Наименование (местонахождение) зазора в свободном состоянии рессоры | Величина зазора | Глубина распространения зазора |
не более | ||
Между хомутом и поверхностью крайнего коренного листа | 0,1 | 15 |
Между хомутом и поверхностью крайнего подкоренного листа | 0,3 | 15 |
Между хомутом и боковыми гранями отдельных листов | 0,5 | Любая |
Между хомутом и листами в углах хомута | 1,5 | Любая |
Между листами непосредственно у хомута | 0,4 | 40 |
Между листами у концов листов | 2,5 | Любая |
Между листами на остальной длине листов | 1,5 | Любая |
1.18. Предельные отклонения размеров в свободном состоянии рессоры, мм:
- по длине хорды
до 600 | ±3 | |||
св. 600 до 1500 | ±6 (при выпуске из ремонта ±10) | |||
св. 1500 | ±7; | |||
- по общему ребровому смещению листов - не более величины поля допусков на ширину листа и ребровую кривизну (серповидность) по ГОСТ 7419;
- по симметричности подкоренных листов рессоры относительно оси хомута:
для новых рессор | ±3 | |||
при выпуске из ремонта | ±5. | |||
1.17, 1.18. (Измененная редакция, Изм. N 2).
1.19. Предельные отклонения от номинальной величины высоты (стрелы
) изготовленной рессоры в свободном состоянии и допускаемые изменения
(
) после проверки пробными нагрузками (приложение 2) указывают в конструкторской и технологической документации, утвержденной в установленном порядке.
1.20. Предельные отклонения от расчетной величины высоты (стрелы
) рессоры под статической нагрузкой (приложение 2) устанавливают исходя из предельных отклонений на высоту
(стрелу
) в свободном состоянии (п.1.19) и прогиб
, под статической нагрузкой (п.1.21) или устанавливает предприятие-изготовитель по согласованию с заказчиком (в этом случае предельные отклонения на
(
) или на
(с учетом п.1.21) определяют исходя из двух других допускаемых отклонений
).
1.21. Предельные отклонения прогиба рессоры под статической нагрузкой от расчетных значений, указанных в рабочем чертеже, не должны превышать ±8%.
1.22. Рессоры окрашиваются по ГОСТ 12549* (для пассажирских вагонов) или битумным лаком БТ-577 по ГОСТ 5631 (для локомотивов, путевых машин, грузовых и пассажирских вагонов).
_________________
* На территории Российской Федерации действует ГОСТ 12549--2003, здесь и далее по тексту. - .
Допускается окрашивание рессор для грузовых вагонов по ГОСТ 12549, а для локомотивов и путевых машин - по ГОСТ 22896 и ГОСТ 22947.
1.23. На боковой поверхности хомутов наносят ударным способом следующие знаки маркировки (высотой шрифта от 10 до 15 мм):
- условный номер или товарный знак предприятия-изготовителя;
- порядковый номер рессоры по системе, установленной на предприятии-изготовителе;
- месяц и год (две последние цифры) выпуска;
- высоту и прогиб
рессоры под статической нагрузкой (для рессор локомотивов и путевых машин), мм;
- клеймо службы технического контроля.
На отремонтированных рессорах, кроме случаев замены хомута, сохраняют маркировку предприятия-изготовителя (условный номер предприятия, порядковый номер рессоры, дата выпуска).
Дополнительная маркировка рессоры после ремонта должна включать:
- условный номер или товарный знак предприятия, производившего последний ремонт;
- месяц и год (две последние цифры) проведения последнего ремонта;
- высоту и прогиб
рессоры под статической нагрузкой (для рессор локомотивов и путевых машин) после ремонта, мм;
- клеймо службы технического контроля предприятия, производившего ремонт.
1.22, 1.23. (Измененная редакция, Изм. N 2).
1.23.1. (Введен дополнительно, Изм. N 1. Исключен, Изм. N 2).
1.23.2. При отсутствии (нечеткости) маркировки ее восстанавливают доступным в условиях производства способом, согласованным с заказчиком.
(Введен дополнительно, Изм. N 1).
1.24. Циклическая долговечность рессор должна быть в пределах установленного числа циклов нагружения при режимах, заданных для рессоры каждой конструкции в соответствии с технической документацией на методы испытаний, утвержденной в установленном порядке.
1.25. Для рессор путевых машин, оборудованных крановой установкой, в конструкторской документации устанавливают параметры:
- для работы в крановом режиме - без отключения рессор;
- для работы в крановом режиме - с отключением рессор.
(Измененная редакция, Изм. N 2).
2. ПРИЕМКА
2.1. Для проверки соответствия рессор и их деталей требованиям настоящего стандарта и требованиям конструкторской и технологической документации проводят испытания:
приемосдаточные;
периодические;
типовые.
2.2. Приемосдаточные испытания проводят до окраски рессор и их деталей. Эти испытания включают в себя сплошной и выборочный контроль.
2.1, 2.2. (Измененная редакция, Изм. N 2).
2.2.1. При сплошном контроле проверяют:
качество поверхности листов (п.1.10);
отклонение от симметричности расположения хомута (п.1.16), отверстий коренных листов (п.1.11);
высоту и прогиб
рессор локомотивов и путевых машин под статической нагрузкой (п.1.20);
качество соединения листов и хомута (п.1.15);
изменение высоты (стрелы
) в свободном состоянии рессор локомотивов и путевых машин после проверки пробными нагрузками (п.1.19), (пп.1.20, 1.21);
температуру нагрева листов (концов под пробивку отверстий, под гибку, закалку, отпуск) по диаграммам температура-время.
(Измененная редакция, Изм. N 2).
2.2.2. Выборочный контроль рессор проводят в объеме 6% партии (но не менее 4 рессор) для рессор локомотивов и путевых машин и 3% партии (но не менее 2 рессор) для вагонных рессор. Число рессор в партии устанавливают технологической документацией, утвержденной в установленном порядке.
2.2.3. При выборочном контроле проверяют:
размеры рессор в свободном состоянии (пп.1.18, 1.19);
зазоры между элементами рессор (п.1.17);
прогиб под статической нагрузкой для вагонных рессор (п.1.21);
изменение высоты (стрелы
) в свободном состоянии вагонных рессор после проверки пробными нагрузками (п.1.19);
высоту (стрелу
) вагонных рессор под статической нагрузкой (п.1.20);
твердость листов (п.1.6) в количестве 3% партии коренных (но не менее 3 листов) и 2% партии подкоренных (но не менее 6 листов).
(Измененная редакция, Изм. N 2).
2.3. При контроле по пп.1.19-1.21 допускается не измерять одно из значений: высоту (стрелу
) в свободном состоянии, высоту
(стрелу
) под статической нагрузкой и прогиб
под статической нагрузкой. Для рессор локомотивов и путевых машин контроль высоты
(стрелы
) под статической нагрузкой обязателен.
(Измененная редакция, Изм. N 2)
.
2.4. При приемосдаточных испытаниях в случае несоответствия хотя бы одному проверяемому требованию рессору не принимают.
2.5. При положительных результатах выборочного контроля партию принимают, кроме рессор, не принятых при сплошном контроле.
При неудовлетворительном результате выборочного контроля по какому-либо из проверяемых требований контроль по этому требованию повторяют на удвоенном количестве рессор.
При неудовлетворительном результате повторного контроля по этому требованию проверяют всю партию.
2.6. Периодические испытания проводят с целью проверки стабильности технологического процесса изготовления рессор. Они включают в себя испытания на циклическую долговечность (п.1.24), проводимые не реже одного раза в год в объеме не менее двух рессор каждого типа, и исследования микроструктуры (п.1.6), проводимые один раз в квартал в объеме одного коренного и одного подкоренного листов.
2.5, 2.6. (Измененная редакция, Изм. N 2).
2.6.1, 2.6.2. (Исключены, Изм. N 2).
2.7. Результаты испытаний считают положительными, а рессоры - прошедшими периодические испытания, если в ходе их проведения не обнаружено отклонений ни по одному контролируемому параметру, установленному программой испытаний. При обнаружении отклонений хотя бы по одному параметру испытания повторяют на удвоенном количестве рессор.
В случае получения отрицательных результатов при повторных испытаниях хотя бы по одному контролируемому параметру результаты испытаний считают отрицательными, а рессоры - не прошедшими периодических испытаний.
2.8. Типовые испытания рессор проводят в случаях существенного изменения конструкции, материалов или технологии изготовления рессор.
2.9. Типовые испытания рессор проводят по программе, согласованной между разработчиком и заказчиком.
Программа типовых испытаний включает в себя весь объем контроля, предусмотренного приемо-сдаточными и периодическими испытаниями, а также определение силы трения рессоры.
2.7-2.9. (Измененная редакция, Изм. N 2).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Твердость (п.1.6) листов рессоры определяют по ГОСТ 9012 до ее сборки на расстояниях 40-45 мм от концов листа со стороны волокон, работающих на сжатие.
3.1.1. Перед измерением твердости место измерения должно быть зачищено на глубину гарантированного удаления обезуглероженного слоя.
3.1, 3.1.1. (Измененная редакция, Изм. N 2).
3.1.2. Рекомендуемая глубина зачистки 2,5-3,0% от толщины листа.
3.1.3. (Исключен, Изм. N 2).
3.2. Отсутствие дефектов у листов рессоры (п.1.10) проверяют магнитной дефектоскопией и внешним осмотром.
3.2.1. У рессор локомотивов и путевых машин магнитной дефектоскопии подвергают каждый коренной лист и 25% подкоренных листов.
3.2, 3.2.1. (Измененная редакция, Изм. N 2).
3.2.2. Для промышленных тепловозов типа 6 по ГОСТ 22339 магнитную дефектоскопию допускается не производить.
3.3. Зазоры (п.1.17) между элементами рессор проверяют щупами.
При измерении зазоров между хомутом и боковыми гранями отдельных листов проверку ведут вначале щупом толщиной 0,45 мм. В случае, если этот щуп входит в зазор, переходят к щупу толщиной 0,55 мм, который не должен входить в зазор.
При измерении зазоров между хомутом и листами в углах хомута проверку ведут вначале щупом диаметром 1,45 мм. В случае, если он входит в зазор, переходят к щупу диаметром 1,55 мм, который не должен входить в зазор.
Зазоры между хомутом и поверхностями крайнего коренного, крайнего подкоренного листов, между листами непосредственно у хомута и между листами у концов листов проверяют щупами с размерами, равными назначенной максимальной величине соответствующего зазора. В этих случаях контролируют непрохождение щупа далее соответствующей указанной глубины. Зазор между листами у концов листов контролируют на расстоянии до 70 мм от оси приложения нагрузки (для коренных листов) или от торца (для подкоренных листов) по направлению к хомуту.
При измерении зазоров между листами на остальной длине листов проверку ведут вначале щупом толщиной 1,45 мм. В случае, если он входит в зазор, переходят к щупу толщиной 1,55 мм, который не должен входить в зазор. Зазоры контролируют в нескольких, расположенных равномерно по длине листов и определяемых технологической документацией местах.
(Измененная редакция, Изм. N 2).
3.4. Для испытаний по определению изменений высоты (стрелы
) (п.1.19) рессору нагружают пробной нагрузкой (приложение 2) не менее двух раз и после снятия нагрузки замеряют высоту
(стрелу
) рессоры в свободном состоянии. Затем рессору вновь нагружают пробной нагрузкой, полностью разгружают и вторично замеряют
(
) в свободном состоянии. При этом изменение
(
), т.е. разница между первым и вторым замерами
(
) в свободном состоянии, должно соответствовать п.1
.19.
3.5. Прогиб рессоры под статической нагрузкой (п.1.21) рекомендуется определять согласно приложению 2.
3.6. Режим испытаний (п.1.24) и методы исследований микроструктуры (п.1.6) принимают в соответствии с технической, документацией на методы испытаний и оценки микроструктуры, утвержденной в установленном порядке.
(Измененная редакция, Изм. N 2).
3.7. Качество соединений листов и хомута (п.1.15) проверяют способом остукивания хомута. Условия проверки указывают в технологической документации, утвержденной в установленном порядке, при этом глухой звук и дребезжание не допускаются.
3.8. Порядок измерения и применяемые средства измерений, для контроля отклонений геометрических размеров изготовленной рессоры в свободном состоянии (пп.1.16, 1.18, 1.19) и контроля высоты (стрелы
) рессоры под статической нагрузкой (п.1.20) указывают в технологической документации, утвержденной в установленном порядке.
3.9. Прогиб и высоту
(стрелу
) рессоры под статической нагрузкой определяют после ее испытаний по п.3.4.
3.10. Пробную нагрузку рекомендуется определять согласно приложению 2.
3.11. Контроль эффективности упрочнения дробенаклепом (п.1.8) следует осуществлять в соответствии с едиными методическими нормативами, утвержденными в установленном порядке (ОСТ 32.49).
(Измененная редакция, Изм. N 1, 2).
3.12. Проверку силы трения рессоры при проведении типовых испытаний проводят по методике, согласованной между разработчиком и заказчиком.
3.13. Контроль температуры (пп.1.4, 1.11) проводят с помощью термопары и потенциометра с записью диаграммы температура-время.
3.12, 3.13. (Введены дополнительно, Изм. N 2).
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Партию рессор при отправке потребителю сопровождают документом, удостоверяющим их соответствие требованиям настоящего стандарта и содержащим:
наименование или условный номер предприятия-изготовителя, его местонахождение (город или условный адрес);
наименование рессоры и обозначение рабочего чертежа;
количество рессор в партии;
обозначение настоящего стандарта.
4.2. Транспортирование и хранение рессор должно производиться в соответствии с ГОСТ 9.014, ГОСТ 15150 для изделий группы 1 по климатическим условиям хранения и транспортирования категории 5 (ОЖ4).
4.1, 4.2. (Измененная редакция, Изм. N 2).
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Изготовитель гарантирует соответствие рессор требованиям настоящего стандарта при соблюдении условий эксплуатации соответствующей единицы подвижного состава.
Гарантийный срок эксплуатации рессоры - три года со дня ввода рессоры в эксплуатацию.
(Измененная редакция, Изм. N 2).
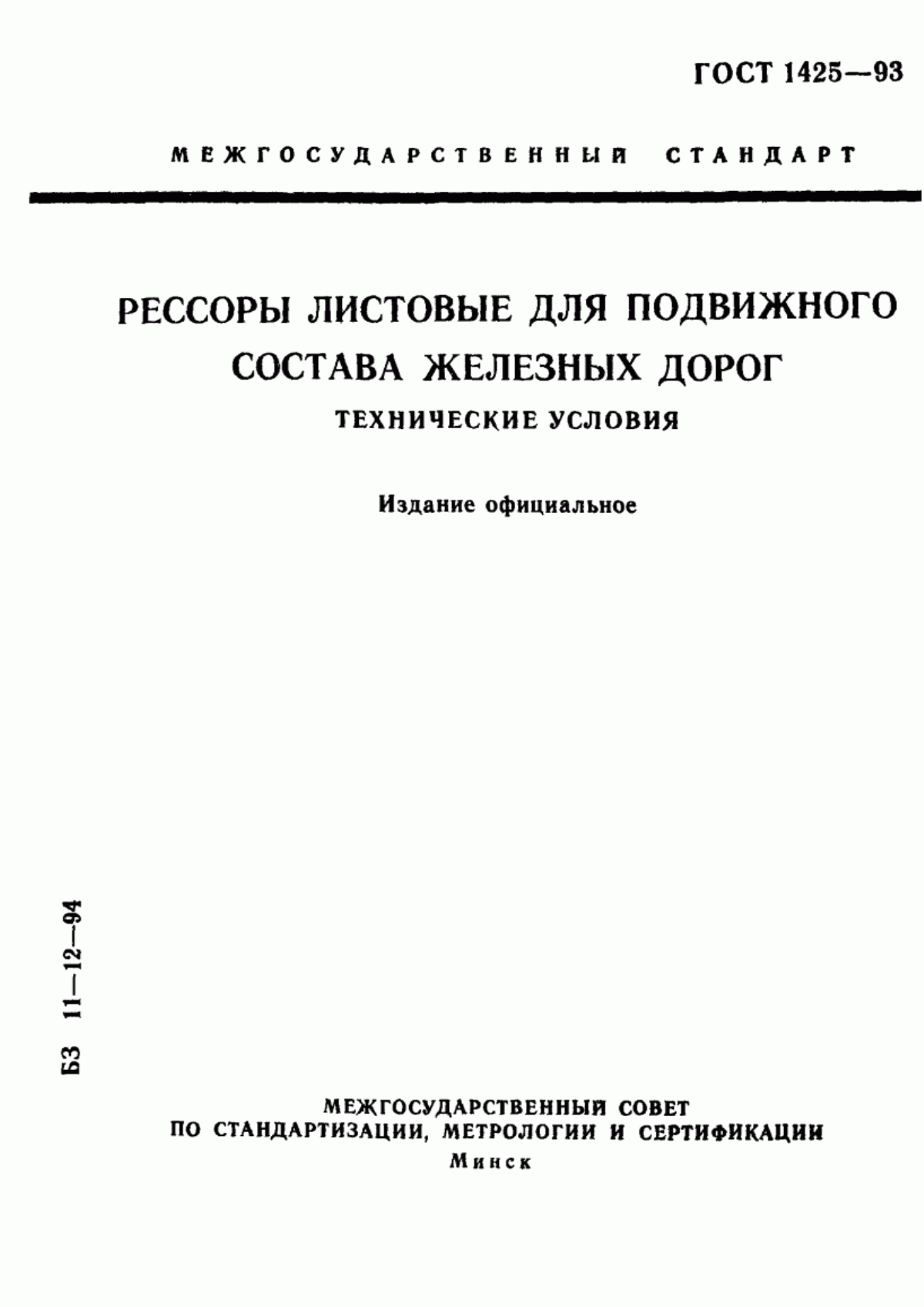
ПРИЛОЖЕНИЕ 1
Справочное
ОСНОВНЫЕ ТИПЫ РЕССОР И ОБОЗНАЧЕНИЯ ИХ РАЗМЕРОВ
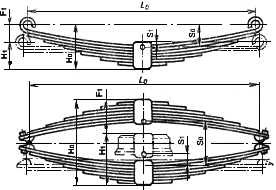
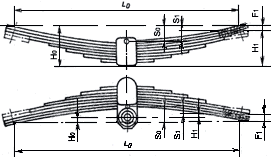
Пояснение обозначений размеров рессоры:
В свободном состоянии: - высота,
- стрела,
- длина;
под статической нагрузкой: - высота,
- стрела;
- прогиб
ПРИЛОЖЕНИЕ 2
Справочное
ОСНОВНЫЕ МЕТОДИЧЕСКИЕ ПОЛОЖЕНИЯ ПО ОПРЕДЕЛЕНИЮ ПАРАМЕТРОВ РЕССОР
Нагрузка, кН: статическая | Нагрузка, действующая на рессору от веса надрессорного строения: вагона при полной его загрузке; полностью экипированной путевой машины; локомотива при | |
пробная | Наибольшее суммарное значение статической и динамической нагрузок, действующих на рессору. Указывается в рабочем чертеже. | |
Прогиб рессоры под статической нагрузкой | Определяют с учетом разницы в деформациях рессоры при ее нагружении и разгружении, вызываемой действием силы трения рессоры. Определяют путем графической обработки диаграмм нагружения рессоры или вычисляют по деформациям рессоры из условий:
|
(Измененная редакция, Изм. N 2).
Текст документа сверен по:
М.: Издательство стандартов, 1995
в
текст документа внесены Изменения N 1, 2,
принятые МГС (протокол N 9 от 12.04.96),
(протокол N 15 от 28.05.99)
