ГОСТ 11710-66
Группа Г12
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДОПУСКИ И ПОСАДКИ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
Limits and fits for the parts of plastics
MКC 17.040.10
ОКСТУ 0070
Дата введения 1966-04-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Бюро взаимозаменяемости в металлообрабатывающей промышленности, Московским высшим техническим училищем им.Баумана, Ленинградским технологическим институтом им.Ленсовета
РАЗРАБОТЧИКИ
Е.Р.Дворецкий, канд. техн. наук; М.А.Палей, канд. техн. наук; Г.А.Николаев, д-р техн. наук; А.И.Якушев, д-р техн. наук; Ю.А.Воробьев, канд. техн. наук; Е.Ф.Бежелукова, канд. техн. наук; В.Б.Алесковский, д-р техн. наук; В.Н.Гостев, канд. техн. наук; В.А.Брагинский; Р.Г.Мирзоев, канд. техн. наук; В.В.Лакиза, канд. техн. наук; В.М.Павловская, канд. техн. наук; В.Н.Рубцов
ВНЕСЕН Государственным комитетом по машиностроению при Госплане СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 28.01.66
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
6 | |
Приложение | |
2 | |
ОСТ 1010 | 5 |
ОСТ 1013 | 3, 4 |
ОСТ 1014 | 3, 4 |
ОСТ 1015 | 4 |
ОСТ 1023 | 3, 4 |
ОСТ 1024 | 3, 4 |
ОСТ 1025 | 4 |
ОСТ НКМ 1016 | 3,4 |
ОСТ НКМ 1017 | 3, 4 |
ОСТ НКМ 1026 | 3, 4 |
ОСТ НКМ 1027 | 3, 4 |
5. Ограничение срока действия снято Постановлением Госстандарта СССР от 16.07.80 N 3626
6. ИЗДАНИЕ с Изменением N 1, утвержденным в июле 1980 г. (ИУС 9-80)
Применение стандарта для вновь разрабатываемых изделий не допускается.
(Измененная редакция, Изм. N 1).
1. Настоящий стандарт распространяется на допуски и посадки деталей из пластмасс размерами от 1 до 500 мм, сопрягаемых с металлическими или пластмассовыми деталями.
2. Для деталей из пластмасс должны применяться поля допусков и посадки по стандартам на допуски и посадки, перечисленным в ГОСТ 7713 (приложение 1), а также дополнительные поля допусков, устанавливаемые настоящим стандартом (табл.1-3).
Примечание. Получающиеся в деталях из пластмасс уклоны должны располагаться в поле допуска.
3. Для металлических деталей, соединяемых с деталями из пластмасс, рекомендуется применять следующие поля допусков:
а) для охватывающих поверхностей (отверстий) по ОСТ НКМ 1016,
по ОСТ 1013,
по ОСТ НКМ 1017,
по ОСТ 1014;
б) для охватываемых поверхностей (валов) по ОСТ НКМ 1026,
по ОСТ 1023,
по ОСТ НКМ 1027,
по ОСТ 102
4.
4. Для размера деталей из пластмасс в соединениях с металлическими или пластмассовыми деталями, а также для ответственных несопрягаемых размеров деталей из пластмасс рекомендуется применять следующие поля допусков:
а) для охватываемых поверхностей (валов):
![]() ,
, - по ОСТ НКМ 1016,
- по табл.1 настоящего стандарта,
![]() ,
, ,
- по ОСТ 1013,
![]() ,
, ![]() ,
, - по табл.1,
![]() - по ОСТ НКМ 1017,
- по ОСТ НКМ 1017,
![]() ,
, ,
,
- по табл.1,
![]() ,
, ,
- по ОСТ 1014,
![]() ,
, - по ОСТ 1015;
б) для отверстий:
![]() ,
, ![]() - по ОСТ НКМ 1026,
- по ОСТ НКМ 1026,
- по табл.2,
![]() ,
, ,
- ОСТ 1023,
![]() ,
, ![]() ,
, - по табл.2,
![]() - по ОСТ НКМ 1027,
- по ОСТ НКМ 1027,
![]() ,
, ,
,
- по табл.2,
![]() ,
, ,
- по ОСТ 1024,
![]() ,
, - по ОСТ 1025.
Таблица 1
Предельные отклонения охватываемых размеров (валов) деталей из пластмасс.
Система отверстия
| Обозначения полей допусков | |||||||||||||||
Номинальные размеры, мм |
|
|
| |||||||||||||
Пред. откл., мкм | ||||||||||||||||
Верхн. | Нижн. | Верхн. | Нижн. | Верхн. | Нижн. | Верхн. | Нижн. | Верхн. | Нижн. | Верхн. | Нижн. | Верхн. | Нижн. | Верхн. | Нижн. | |
От 1 до 3 | +20 | 0 | +115 | +75 | - | - | +40 | 0 | +195 | +135 | +160 | +100 | -200 | -260 | -330 | -390 |
Св. 3 до 6 | +25 | 0 | +133 | +85 | - | - | +48 | 0 | +255 | +175 | +210 | +130 | -270 | -350 | -440 | -520 |
Св. 6 до 10 | +30 | 0 | +163 | +105 | - | - | +58 | 0 | +325 | +225 | +260 | +160 | -330 | -430 | -530 | -630 |
Св. 10 до 18 | +35 | 0 | +200 | +130 | - | - | +70 | 0 | +410 | +290 | +330 | +210 | -400 | -520 | -650 | -770 |
Св. 18 до 30 | +45 | 0 | +244 | +160 | - | - | +84 | 0 | +530 | +390 | +410 | +270 | -480 | -620 | -790 | -930 |
Св. 30 до 40 | +50 | 0 | +300 | +200 | +265 | +165 | +100 | 0 | +680 | +510 | +510 | +340 | -560 | -730 | -920 | -1090 |
" 40 " 50 | +320 | +220 | +295 | +195 | +760 | +590 | +550 | +380 | -620 | -790 | -1010 | -1180 | ||||
Св. 50 до 65 | +60 | 0 | +385 | +265 | +330 | +210 | +120 | 0 | +920 | +720 | +660 | +460 | -680 | -880 | -1120 | -1320 |
" 65 " 80 | +415 | +295 | +360 | +240 | +1040 | +840 | +720 | +520 | -740 | -940 | -1230 | -1430 | ||||
Св. 80 до 100 | +70 | 0 | +480 | +350 | +400 | +260 | +140 | 0 | +1240 | +1010 | +850 | +620 | -800 | -1030 | -1340 | -1570 |
" 100 " 120 | +530 | +390 | +430 | +290 | +1400 | +1170 | +930 | +700 | -880 | -1110 | -1460 | -1690 | ||||
Св. 120 до 140 | +80 | 0 | +610 | +450 | +460 | +300 | +160 | 0 | +1620 | +1360 | +1070 | +810 | -940 | -1200 | -1580 | -1840 |
" 140 " 160 | +650 | +490 | +500 | +340 | +1780 | +1520 | +1150 | +890 | -1000 | -1260 | -1680 | -1940 | ||||
" 160 " 180 | +690 | +530 | +520 | +360 | +1940 | +1680 | +1230 | +970 | -1060 | -1320 | -1780 | -2040 | ||||
Св. 180 до 220 | +90 | 0 | +800 | +615 | +600 | +415 | +185 | 0 | +2260 | +1960 | +1430 | +1130 | -1130 | -1430 | -1920 | -2220 |
" 220 " 260 | +880 | +695 | +640 | +455 | +2580 | +2280 | +1590 | +1290 | -1230 | -1530 | -2100 | -2400 | ||||
Св. 260 до 310 | +100 | 0 | +1030 | +815 | +745 | +530 | +215 | 0 | +3020 | +2680 | +1850 | +1510 | -1340 | -1680 | -2280 | -2620 |
" 310 " 360 | +1130 | +915 | +795 | +580 | +3420 | +3080 | +2050 | +1710 | -1450 | -1790 | -2470 | -2810 | ||||
Св. 360 до 440 | +120 | 0 | +1330 | +1080 | +930 | +680 | +250 | 0 | +4020 | +3640 | +2390 | +2010 | -1580 | -1960 | -2710 | -3090 |
" 440 " 500 | +1470 | +1220 | +1000 | +750 | +4580 | +4200 | +2670 | +2290 | -1710 | -2090 | -2960 | -3340 | ||||
Таблица 2
Предельные отклонения охватывающих размеров (отверстий) деталей из пластмасс.
Система вала
Номинальные размеры, мм | Обозначения полей допусков | |||||||||||||||
|
|
| ||||||||||||||
Пред. откл., мкм | ||||||||||||||||
Нижн. | Верхн. | Нижн. | Верхн. | Нижн. | Верхн. | Нижн. | Верхн. | Нижн. | Верхн. | Нижн. | Верхн. | Нижн. | Верхн. | Нижн. | Верхн. | |
От 1 до 3 | -20 | 0 | -115 | -75 | - | - | -40 | 0 | -195 | -135 | -160 | -100 | +200 | +260 | +330 | +390 |
Св. 3 до 6 | -25 | 0 | -133 | -85 | - | - | -48 | 0 | -255 | -175 | -210 | -130 | +270 | +350 | +440 | +520 |
Св. 6 до 10 | -30 | 0 | -163 | -105 | - | - | -58 | 0 | -325 | -225 | -260 | -160 | +330 | +430 | +530 | +630 |
Св. 10 до 18 | -35 | 0 | -200 | -130 | - | - | -70 | 0 | -410 | -290 | -330 | -210 | +400 | +520 | +650 | +770 |
Св. 18 до 30 | -45 | 0 | -244 | -160 | - | - | -84 | 0 | -530 | -390 | -410 | -270 | +488 | +620 | +790 | +930 |
Св. 30 до 40 | -50 | 0 | -300 | -200 | -265 | -165 | -100 | 0 | -680 | -510 | -510 | -340 | +560 | +730 | +920 | +1090 |
" 40 " 50 | -320 | -220 | -295 | -195 | -760 | -590 | -550 | -380 | +620 | +790 | +1010 | +1180 | ||||
Св. 50 до 65 | -60 | 0 | -385 | -265 | -330 | -210 | -120 | 0 | -920 | -720 | -660 | -460 | +680 | +880 | +1120 | +1320 |
" 65 " 80 | -415 | -295 | -360 | -240 | -1040 | -840 | -720 | -520 | +740 | +940 | +1230 | +1430 | ||||
Св. 80 до 100 | -70 | 0 | -480 | -350 | -400 | -260 | -140 | 0 | -1240 | -1010 | -850 | -620 | +800 | +1030 | +1340 | +1570 |
" 100 " 120 | -530 | -390 | -430 | -290 | -1400 | -1170 | -930 | -700 | +880 | +1110 | +1460 | +1690 | ||||
Св. 120 до 140 | -80 | 0 | -610 | -450 | -460 | -300 | -160 | 0 | -1620 | -1360 | -1070 | -810 | +940 | +1200 | +1580 | +1840 |
" 140 " 160 | -650 | -490 | -500 | -340 | -1780 | -1520 | -1150 | -890 | +1000 | +1260 | +1680 | +1940 | ||||
" 160 " 180 | -690 | -530 | -520 | -360 | -1940 | -1680 | -1230 | -970 | +1060 | +1320 | +1780 | +2040 | ||||
Св. 180 до 220 | -90 | 0 | -800 | -615 | -600 | -415 | -185 | 0 | -2260 | -1960 | -1430 | -1130 | +1130 | +1430 | +1920 | +2220 |
" 220 " 260 | -880 | -695 | -640 | -455 | -2580 | -2280 | -1590 | -1290 | +1230 | +1530 | +2100 | +2400 | ||||
Св. 260 до 310 | -100 | 0 | -1030 | -815 | -745 | -530 | -215 | 0 | -3020 | -2680 | -1850 | -1510 | +1340 | +1680 | +2280 | +2620 |
" 310 " 360 | -1130 | -915 | -795 | -580 | -3420 | 3080 | -2050 | -1710 | +1450 | +1790 | +2470 | +2810 | ||||
Св. 360 до 440 | -120 | 0 | -1330 | -1080 | -930 | -680 | -250 | 0 | -4020 | -3640 | -2390 | -2010 | +1580 | +1960 | +2710 | +3090 |
" 440 " 500 | -1470 | -1220 | -1000 | -750 | -4580 | -4200 | -2670 | -2290 | +1710 | +2090 | +2960 | +3340 | ||||
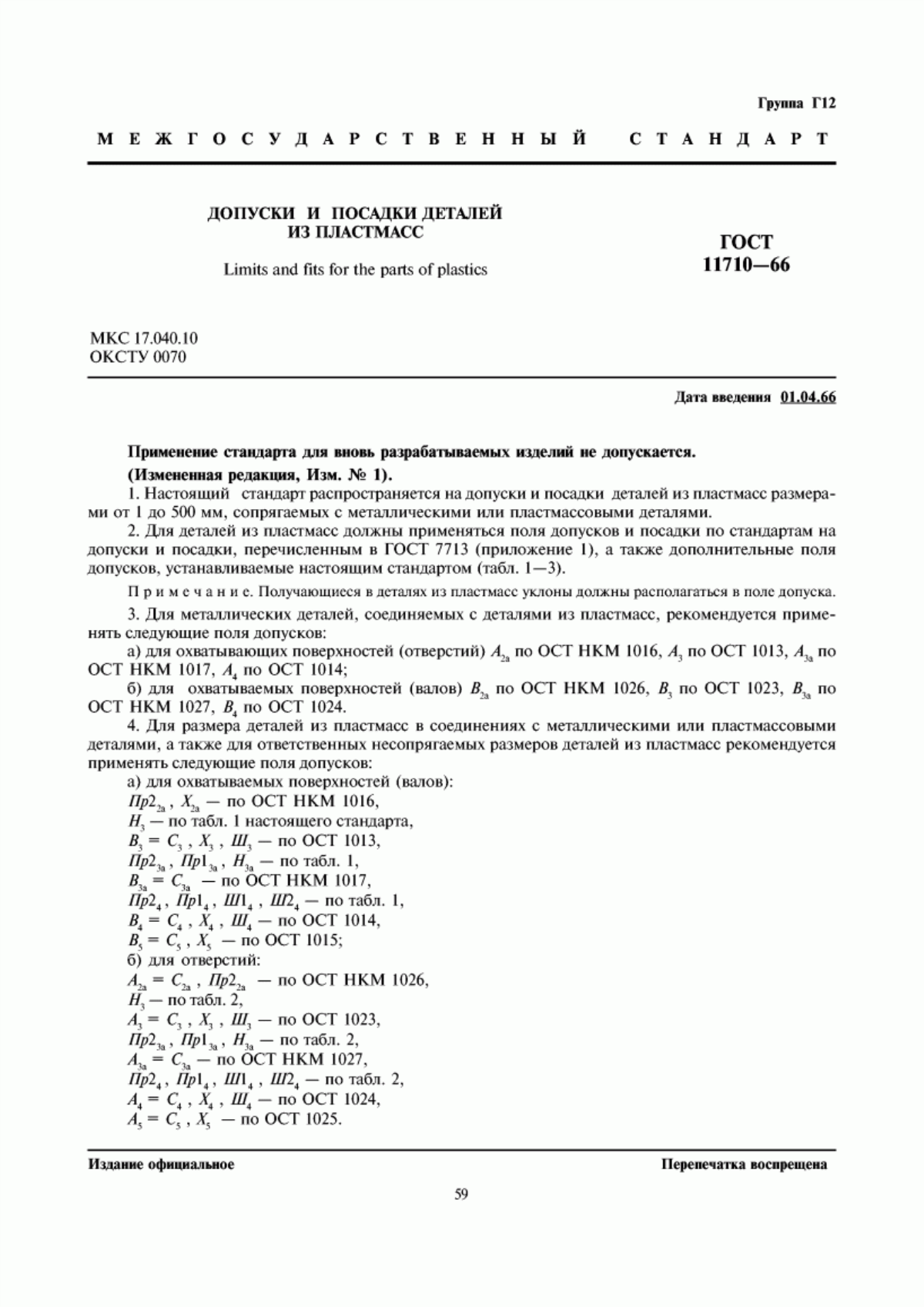
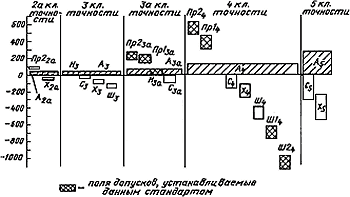
Схема расположения полей допусков в посадках по системе отверстия должна соответствовать указанной на черт 1, а в посадках по системе вала - на черт.2.
Схема расположения полей допусков по системе отверстия
для номинальных размеров 30-40 мм
Черт.1
Схема расположения полей допусков в посадках по системе вала
для номинальных размеров 30-40 мм
Черт.2
5. Допуски на неответственные размеры деталей из пластмасс должны назначаться по 7 - 9-му классам точности ОСТ 1010 и 10-му классу точности согласно табл.3 настоящего стандарта. Допуски должны располагаться относительно номинального размера следующим образом: в "плюс" - для охватывающих размеров (,
,
,
), в "минус" - для охватываемых размеров (
,
,
,
) и симметрично - для остальных размеров (
,
,
,
).
Таблица 3
Предельные отклонения по 10-му классу точности
| Обозначения полей допусков | |||||
Номинальные | отверстия | вала | симметричное | |||
Пред. откл., мкм | ||||||
Нижн. | Верхн. | Верхн. | Нижн. | Верхн. | Нижн. | |
Св. 1 до 3 | - | - | - | - | - | - |
Св. 3 до 6 | 0 | +1200 | 0 | -1200 | +600 | - 600 |
Св. 6 до 10 | 0 | +1500 | 0 | -1500 | +750 | -750 |
Св. 10 до 18 | 0 | +1800 | 0 | -1800 | +900 | -900 |
Св. 18 до 30 | 0 | +2100 | 0 | -2100 | +1050 | -1050 |
Св. 30 до 50 | 0 | +2500 | 0 | -2500 | +1250 | -1250 |
Св. 50 до 80 | 0 | +3000 | 0 | -3000 | +1500 | -1500 |
Св. 80 до 120 | 0 | +3500 | 0 | -3500 | +1750 | -1750 |
Св. 120 до 180 | 0 | +4000 | 0 | -4000 | +2000 | -2000 |
Св. 180 до 260 | 0 | +4600 | 0 | -4600 | +2300 | -2300 |
Св. 260 до 360 | 0 | +5400 | 0 | -5400 | + 2700 | -2700 |
Св. 360 до 500 | 0 | +6300 | 0 | -6300 | + 3150 | -3150 |
6. Допуски и посадки на чертежах должны проставляться по ГОСТ 2.307.
7. Предельные отклонения и допуски, устанавливаемые настоящим стандартом, относятся к деталям из пластмасс, размеры которых определены при нормальной температуре 20 °С и относительной влажности воздуха 40-70%.
Контроль деталей, изготовляемых литьем под давлением и прессованием, должен проводиться после выдержки их в указанных в табл.4 условиях.
Таблица 4
Время выдержки деталей из пластмасс после съема с пресс-формы
до контроля их размеров
Классы точности | 3-3а | 4-5 | 7-10 |
Время выдержки, ч, не менее | 12 | 6 | 3 |
ПРИЛОЖЕНИЕ к ГОСТ 11710-66
РЕКОМЕНДАЦИИ ПО ВЫБОРУ ПОСАДОК И ДОСТИЖИМАЯ ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
Рекомендации по выбору посадок с натягом и переходных
Таблица 1
| Характеристика пластмасс |
| Посадки в соединениях деталей из пластмасс и металла |
|
| ||
Характер соеди- нения | Мощ- | Коэффи- циент линейного расшире- ния на 1 °С, 1·10 | Примеры применения и марки пластмасс | Система отверстия | Система вала | Посадки в соединениях деталей из пластмасс | Шерохо- ватость поверхности деталей из металла ГОСТ 2789 |
С зазором или натягом | - | - | Все марки пластмасс. Отверстия под подшипники качения текстильных машин |
|
|
|
|
- | - | Полиамидные смолы марок АК-7, П-68, поликапролактам. Зубчатые колеса, шкивы с дополнитель- ными креплениями |
|
|
|
| |
С натягом | Св.70 | До 1,85 | Стеклопласты |
|
|
|
|
Св.70 | Св. 1,85 до 2,5 | Стекловолокнистые материалы марки АГ-4, фенопласты Соединения специ- ального назначения |
|
|
|
| |
Св.20 | Св. 2,5 | Волокнит, текстолит. Втулки подшипников прокатных станков, транспортных устройств |
|
|
|
| |
Св.20 | 10-11 | Полиамидные смолы марок АК-7, П-68. Втулки подшипников скольжения |
|
|
|
| |
До 20 | 15-20 | Поликапролактам. Втулки подшипников литьевых, текстильных, сельскохозяйственных и транспортных машин |
|
|
|
| |
Примечание. Эти рекомендации распространяются на соединения, работающие при нормальной температуре и влажности воздуха.
При эксплуатации соединений с натягом деталей из пластмасс и металла в других условиях при выборе величин натяга необходимо учитывать изменение размеров деталей от воздействия температуры и среды.
Таблица 2
Рекомендации по выбору посадок с зазором
| Характеристика пластмассы |
| Посадки в соединениях деталей |
| ||||||||
Эксплуа- тацион- | Коэффи- циент линейного расшире- ния на | Водо- | Примеры применения | Система отверстия | Система | Посадки в соедине- ниях деталей из пластмасс | Шерохова- | |||||
Температура эксплуатации, °С | ||||||||||||
+30 | +50 | +80 | +30 | +50 | +80 | |||||||
Воздух, масло, бензин, вода | Пластмассы, применяемые в машиностроении | Для пар с точным центриро- ванием и точным направлением, при которых провора- чивание и продольное перемещение деталей устраняются дополни- тельным креплением (шпонки, шлицы). Зубчатые колеса, шкивы при эксплуатации в различных условиях |
|
|
|
|
|
|
|
| ||
То же, в механизмах низкой точности (крышки, заглушки и др.) |
|
|
|
| ||||||||
До 2 | До 0,15 | Подвижные соединения деталей из стеклопластов (стекло- текстолит, КАСТ-В, стекловолокнит марки АГ-4) |
|
|
|
|
|
|
| |||
Воздух, масло, бензин | Св. 2,0 до 4,0 | Св. 0,15 до 0,6 | Подшипники скольжения из волокнита, текстолита, фенопластов |
|
|
|
|
|
|
|
| |
Вода | Св. 2,0 до 4,0 | Св. 0,15 до 0,6 |
|
|
|
| ||||||
Воздух, масло, бензин | Св. 4,0 | Св. 0,6 | Подшипники скольжения из полиамидов (полика- пролактам, полиамидные смолы марок АК-7, П-68, полифор- мальдегид поликарбонат и др.) |
|
|
|
|
|
| |||
Вода | Св. 4,0 | Св. 0,6 |
|
|
|
|
|
|
| |||
Точность пластмассовых деталей при различных способах их изготовления
Детали из пластмасс могут изготовляться литьем под давлением, прессованием, резанием и другими способами, обеспечивающими различную точность.
Точность размеров деталей из пластмасс, изготовленных литьем под давлением и прессованием, зависит от колебания расчетной усадки материала, конфигурации и габаритных размеров детали, способа подготовки сырья, точности и конструкции пресс-форм, величины технологических уклонов и технологических режимов.
В частности, в табл.3 приведены достижимые классы точности для элементов деталей простой геометрической формы, имеющих свободную усадку, а также расположенных в одной части пресс-формы.
Таблица 3
Достижимые классы точности для деталей из пластмасс, получаемых литьем
под давлением и прессованием
| Номинальные размеры, мм, пpи технологическом угле уклона | ||||||
0° | 15' | 30' | |||||
Классы точности | Наибольшая высота детали, мм, в направлении разъема пресс-формы | Материал с колебанием расчетной усадки, % | |||||
4 | 15 | 30 | 4 | 15 | |||
3 | 1-6 | - | - | - | - | - | До 0,10 |
3а | 6-120 | 10-50 | - | - | - | - | До 0,10 |
1-50 | - | - | - | - | - | Св. 0,10 до 0,16 | |
4 | 120-260 | - | - | - | 6-180 | - | До 0,10 |
50-260 | - | - | - | - | |||
50-120 | 3-80 | - | - | - | - | Св. 0,10 до 0,16 | |
1-50 | - | - | - | - | - | Св. 0,16 до 0,25 | |
5 | 260-500 | 260-500 | 3-500 | 30-500 | 180-500 | 30-500 | До 0,10 |
120-500 | 80-360 | 3-360 | 30-120 | 1-360 | 30-120 | Св. 0,10 до 0,16 | |
50-180 | 1-180 | 6-80 | - | 1-120 | - | Св. 0,16 до 0,25 | |
1-80 | 1-50 | - | - | 6-50 | - | Св. 0,25 до 0,40 | |
7 | - | 360-500 | 360-500 | 3-30 | 360-500 | 3-30 | Св. 0,1 до 0,16 |
- | - | - | 120-500 | - | 120-500 | ||
180-500 | 180-500 | 80-500 | 3-500 | 120-500 | 3-500 | Св. 0,16 до 0,25 | |
80-360 | 50-360 | 1-180 | 6-180 | 50-180 | 6-180 | Св. 0,25 до 0,40 | |
1-120 | 1-80 | 1-80 | - | 1-80 | - | Св. 0,40 до 0,60 | |
1-18 | 1-6 | - | - | - | - | Св. 0,60 до 1,00 | |
8 | 360-500 | 360-500 | 180-500 | 180-500 | 180-500 | 180-500 | Св. 0,25 до 0,40 |
120-360 | 80-360 | 80-260 | 1-260 | 80-260 | 1-260 | Св. 0,40 до 0,60 | |
18-120 | 6-120 | 1-120 | 10-80 | 1-120 | 10-80 | Св. 0,60 до 1,00 | |
1-18 | 1-180 | - | - | 1-6 | - | Св. 1 | |
9 | 360-500 | 360-500 | 260-500 | 260-500 | 260-500 | 260-500 | Св. 0,40 до 0,60 |
120-260 | 120-260 | 120-260 | 80-180 | 120-260 | 80-180 | Св. 0,60 до 1,00 | |
18-120 | 18-120 | 1-80 | 1-80 | 6-80 | 1-80 | Св. 1 | |
10 | 260-500 | 260-500 | 260-500 | 180-500 | 260-500 | 180-500 | Св. 0,60 до 1,00 |
120-260 | 120-260 | 80-260 | 80-260 | 80-260 | 80-260 | Св. 1 | |
Если указанные в табл.3 данные не удовлетворяют конструктивным требованиям, то в этом случае требуемая точность в отдельных случаях может быть обеспечена механической обработкой либо другими организационно-техническими мероприятиями.
Достижимые классы точности при обработке резанием приведены в табл.4.
Таблица 4
Достижимые классы точности при обработке резанием деталей из пластмасс
Классы точности | Номи- | Наименования пластмасс | Способы обработки |
2 | 3-100 | Полиэтилен, полиметилметакрилат, винипласт | Наружное и внутреннее шлифование |
3-40 | Двукратное развертывание | ||
3-40 | Полистирол, фторопласт | ||
3-100 | Пресс-порошки с различными наполнителями | Наружное и внутреннее шлифование | |
3-40 | Двукратное развертывание | ||
3-100 | Пресс-материалы волокнистые (текстильное, асбестовое волокно) | Наружное и внутреннее шлифование | |
3-40 | Двукратное развертывание | ||
3-100 | Слоистые материалы | Наружное и внутреннее шлифование | |
3-40 | Двукратное развертывание | ||
2а | 1-200 | Полиэтилен, полиметилметакрилат, винипласт | Чистовое точение |
10-200 | Чистовое растачивание | ||
30-40 | Однократное развертывание | ||
3-100 | Полистирол, фторопласт | Наружное и внутреннее шлифование | |
3-40 | Однократное развертывание | ||
1-200 | Пресс-порошки с различными наполнителями | Чистовое точение | |
10-200 | Чистовое растачивание | ||
3-40 | Однократное развертывание | ||
1-200 | Пресс-материалы волокнистые (текстильное, стеклянное, асбестовое волокно) | Чистовое точение | |
10-200 | Чистовое растачивание | ||
3-40 | Однократное развертывание | ||
1-200 | Слоистые материалы | Чистовое точение | |
10-200 | Чистовое растачивание | ||
3-40 | Однократное развертывание | ||
3 | 1-40 | Полиэтилен, полиметилметакрилат, винипласт | Сверление |
1-200 | Полистирол, фторопласт | Чистовое точение | |
3-200 | Чистовое растачивание | ||
1-40 | Пресс-порошки с различными наполнителями | Сверление | |
1-40 | Пресс-материалы волокнистые (текстильное, стеклянное, асбестовое волокно) | ||
1-40 | Слоистые пластики | ||
3а | 10-300 | Полиэтилен, полиметилметакрилат, винипласт | Чистовое фрезерование |
1-40 | Полистирол, фторопласт | Сверление | |
10-300 | Пресс-порошки с различными наполнителями | Чистовое фрезерование | |
10-300 | Пресс-материалы волокнистые (текстильное, стеклянное, асбестовое волокно) | ||
10-300 | Слоистые материалы | ||
4 | 1-200 | Полиэтилен, полиметилметакрилат, винипласт | Черновое точение |
10-300 | Полистирол, фторопласт | Чистовое фрезерование | |
1-200 | |||
1-200 | Пресс-порошки с различными наполнителями | Черновое точение | |
1-200 | Пресс-материалы волокнистые (текстильное, стеклянное, асбестовое волокно) | ||
1-200 | Слоистые материалы | ||
5 | 10-500 | Полиэтилен, полиметилметакрилат, винипласт | Черновое фрезерование |
10-500 | Полистирол, фторопласт | ||
10-500 | Пресс-порошки с различными наполнителями | ||
10-500 | Пресс-материалы волокнистые (текстильное, стеклянное, асбестовое волокно) | ||
10-500 | Слоистые пластики |
Текст документа сверен по:
Основные нормы взаимозаменяемости.
Допуски и посадки: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2004
