ГОСТ 11018-2011
Группа Д56
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОЛЕСНЫЕ ПАРЫ ТЯГОВОГО ПОДВИЖНОГО СОСТАВА ЖЕЛЕЗНЫХ ДОРОГ КОЛЕИ 1520 ММ
Общие технические условия
Traction railway stock wheelsets of 1520 mm gauge railways. General specifications
МКС 45.060
ОКП 31 8381
Дата введения 2013-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский и конструкторско-технологический институт подвижного состава" (ОАО "ВНИКТИ")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 40 от 29 ноября 2011 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Кыргызстан | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Российская Федерация | RU | Росстандарт |
Украина | UA | Госпотребстандарт Украины |
4 Настоящий стандарт разработан с учетом основных положений международного стандарта ИСО 1005-7:1982* "Подвижной состав железных дорог. Часть 7. Колесные пары для подвижного состава. Требования к качеству" (ISO 1005-7:1982 "Railway rolling stock materia - Part 7: Wheelsets for tractive and trailing stock - Quality requirements", NEQ)
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
5 Приказом Федерального агентства по техническому регулированию и метрологии от 5 марта 2012 г. N 14-ст межгосударственный стандарт ГОСТ 11018-2011 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2013 г.
Для Российской Федерации в настоящем стандарте полностью реализованы требования технического регламента "О безопасности железнодорожного подвижного состава" применительно к объекту технического регулирования - колесным парам локомотивов и мотор-вагонного подвижного состава, а также требования технического регламента "О безопасности высокоскоростного железнодорожного транспорта" применительно к объекту технического регулирования - колесным парам высокоскоростного железнодорожного подвижного состава:
- 4.3.2-4.3.13, 4.3.15, 4.3.17, 5.2.6, 5.3.4-5.3.7, 5.3.7.1-5.3.7.9 содержат минимально необходимые требования безопасности;
- подраздел 6.5 устанавливает правила отбора образцов для подтверждения соответствия;
- 7.1.1, 7.1.2, 7.1.4, 7.1.5, 7.1.8, 7.1.10, 7.1.12-7.2, 7.3.4 устанавливают методы проверки минимально необходимых требований безопасности.
6 ВЗАМЕН ГОСТ 11018-2000
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Приказом Росстандарта от 13.10.2015 N 1556-ст c 01.07.2016
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 1, 2016 год
1 Область применения
Настоящий стандарт устанавливает требования к приводным колесным парам локомотивов (тендеров), моторных вагонов мотор-вагонного подвижного состава (тягового подвижного состава) железных дорог колеи 1520 мм климатического исполнения УХЛ по ГОСТ 15150.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.0.003-74 Система стандартов безопасности труда. Опасные и вредные производственные факторы. Классификация
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.4.011-89 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
ГОСТ 12.4.021-75 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 398-2010 Бандажи черновые для железнодорожного подвижного состава. Технические условия
ГОСТ 868-82 Нутромеры индикаторные с ценой деления 0,01 мм. Технические условия
ГОСТ 1129-2013 Масло подсолнечное. Технические условия
ГОСТ 2310-77 Молотки слесарные стальные. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3225-80* Бандажи черновые для локомотивов железных дорог широкой колеи. Типы и размеры
________________
* На территории Российской Федерации действует ГОСТ Р 52366-2005.
ГОСТ 4491-86 Центры колесные литые для подвижного состава железных дорог колеи 1520 мм. Общие технические условия
ГОСТ 5000-83 Бандажи черновые для вагонов и тендеров железных дорог колеи 1520 мм. Размеры
ГОСТ 5267.10-90 Профиль для бандажных колец. Сортамент
ГОСТ 5791-81 Масло льняное техническое. Технические условия
ГОСТ 7931-76 Олифа натуральная. Технические условия
ГОСТ 8989-73 Масло конопляное. Технические условия
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 10791-2011 Колеса цельнокатаные. Технические условия
ГОСТ 11098-75 Скобы с отсчетным устройством. Технические условия
ГОСТ 12503-75 Сталь. Методы ультразвукового контроля. Общие требования
ГОСТ 12549-2003** Вагоны пассажирские магистральных железных дорог колеи 1520 мм. Окраска. Технические условия
________________
** На территории Российской Федерации действует ГОСТ Р 54893-2012.
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 20415-82 Контроль неразрушающий. Методы акустические. Общие положения
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 23479-79 Контроль неразрушающий. Методы оптического вида. Общие требования
ГОСТ 25346-89 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений
ГОСТ 30803-2002 Колеса зубчатые тяговых передач тягового подвижного состава магистральных железных дорог. Технические условия
ГОСТ 31334-2007 Оси для подвижного состава железных дорог колеи 1520 мм. Технические условия
ГОСТ 31365-2008 Покрытия лакокрасочные электровозов и тепловозов магистральных железных дорог колеи 1520 мм. Технические условия
ГОСТ 31373-2008 Колесные пары локомотивов и моторвагонного подвижного состава. Расчеты и испытания на прочность
ГОСТ 31536-2012 Колесные пары тягового подвижного состава. Метод контроля электрического сопротивления
ГОСТ 31537-2012 Формирование колесных пар локомотивов и моторвагонного подвижного состава тепловым методом. Типовой технологический процесс
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов на территории государства по соответствующему указателю стандартов, составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. N 1).
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 колесная пара локомотивов и моторных вагонов мотор-вагонного подвижного состава; МВПС: Сборочная единица, состоящая из оси с установленными на ней неподвижно ходовыми колесами, а также одним или двумя зубчатыми колесами тягового привода (осевого редуктора), пальцами спарникового привода и другими деталями, включая полый вал, корпус осевых подшипников, осевые подшипники тягового двигателя или редуктора, тормозные диски, буксовые подшипники с лабиринтными втулками (при установке букс между ходовыми колесами), которые не могут быть демонтированы без расформирования колесной пары.
3.2 тяговый (железнодорожный) подвижной состав; ТПС: Включающая в себя локомотивы и МВПС совокупность видов железнодорожного подвижного состава, обладающего тяговыми свойствами для выполнения перевозочного процесса.
Примечание - МВПС включает в себя электропоезда, дизель-поезда, дизель-электропоезда и автомотрисы (рельсовые автобусы), предназначенные для перевозки пассажиров.
3.3 колесо (ходовое): Элемент колесной пары, представляющий собой цельную деталь или сборочную единицу, при вращении которой в непосредственном контакте с рельсом осуществляется перемещение ТПС.
3.4 колесо цельное (ходовое): Цельная деталь колесной пары с ободом, дисковой частью и ступицей.
3.5 составное колесо (ходовое): Сборочная единица колесной пары, состоящая из колесного центра, бандажа и закрепляющего его бандажного кольца.
3.6 ступица колеса: Центральная часть цельного колеса или колесного центра с отверстием, образующим посадочную поверхность для посадки с гарантированным натягом, исключающим проворачивание на оси под действием допустимых нагрузок.
Примечание - Ступица может быть с удлиненным выступом (удлиненная ступица) для формирования посадочной поверхности под установку на ней зубчатого колеса (и других деталей).
3.7 обод колеса: Наружная утолщенная часть цельного колеса, имеющая специальный профиль, обеспечивающий его контакт с рельсом и задаваемые условия контакта.
3.8 бандаж: Деталь составного колеса, имеющая специальный профиль, обеспечивающий его контакт с рельсом и задаваемые условия контакта.
3.9 упорный бурт бандажа: Часть бандажа, расположенная между наружной боковой поверхностью бандажа и наклонной поверхностью, сопряженной с посадочной поверхностью бандажа, предназначенная для упора боковой части обода колесного центра.
3.10 прижимной бурт бандажа: Часть бандажа, расположенная между внутренней боковой поверхностью бандажа и выточкой под бандажное кольцо, предназначенная для фиксирования бандажного кольца в выточке бандажа.
3.11 колесный центр: Деталь составного колеса с ободом, дисковой или спицевой частью и ступицей.
3.12 обод колесного центра: Наружная утолщенная часть колесного центра, предназначенная для посадки бандажа.
3.13 бандажное кольцо: Деталь, предназначенная для фиксирования бандажа на колесном центре.
3.14 зубчатое колесо: Цельная деталь или сборочная единица, являющаяся зубчатым звеном с замкнутой системой зубьев, обеспечивающим непрерывное движение другого зубчатого звена (колеса).
3.15
ось чистовая: Ось, окончательно механически обработанная, подвергнутая по всей длине упрочнению накатыванием роликами и прошедшая ультразвуковой и магнитный контроль. [ГОСТ 31334-2007, статья 3.2] |
3.16 непостоянство диаметра в поперечном сечении посадочной поверхности: Разность наибольшего и наименьшего единичных диаметров, измеренных в одном и том же поперечном сечении.
3.17 допуск непостоянства диаметра в поперечном сечении: Наибольшее допустимое непостоянство диаметра в поперечном сечении.
3.18 непостоянство диаметра в продольном сечении посадочной поверхности: Разность наибольшего и наименьшего единичных диаметров, измеренных в одном и том же продольном сечении.
3.19 допуск непостоянства диаметра в продольном сечении: Наибольшее допустимое непостоянство диаметра в продольном сечении.
3.20 формирование колесной пары: Технологический процесс установки методом тепловой или прессовой посадки на ось колес, зубчатого колеса (одного или двух) и других деталей.
3.21 фреттинг-коррозия: Физико-химический процесс, разновидность коррозии металла в местах контакта плотно сжатых или катящихся одна по другой сопрягаемых поверхностей деталей, если в результате деформации их поверхностей возникают микроскопические смещения в условиях воздействия коррозионной среды, например воздуха, влаги.
3.22 палец колесной пары локомотивов со спарниковым приводом: Деталь, устанавливаемая в ходовое колесо и предназначенная для передачи крутящего момента от приводного механизма на колесную пару.
3.23 черновина: Часть поверхности детали с шероховатостью исходной заготовки или предыдущей операции технологического процесса.
3.24 тормозной диск: Элемент колесной пары, предназначенный для торможения тягового подвижного состава и устанавливаемый на среднюю часть оси или на боковых сторонах дисков колес в случае применения такой схемы торможения.
3.25 полый вал: Элемент тягового привода, охватывающий среднюю часть оси колесной пары и передающий крутящий момент от зубчатого колеса колесной пары.
3.26 владелец инфраструктуры: Юридическое лицо или индивидуальный предприниматель, имеющие инфраструктуру на праве собственности или ином праве и оказывающие услуги по ее использованию на основании договора.
3.27 заказчик: Предприятие (организация, объединение или другой субъект хозяйственной деятельности), по заявке или контракту с которым производится создание и (или) поставка продукции (в том числе научно-технической). |
[ГОСТ 15.101-98, пункт 3.5] |
3.26,.3.27 (Введены дополнительно, Изм. N 1).
4 Технические требования
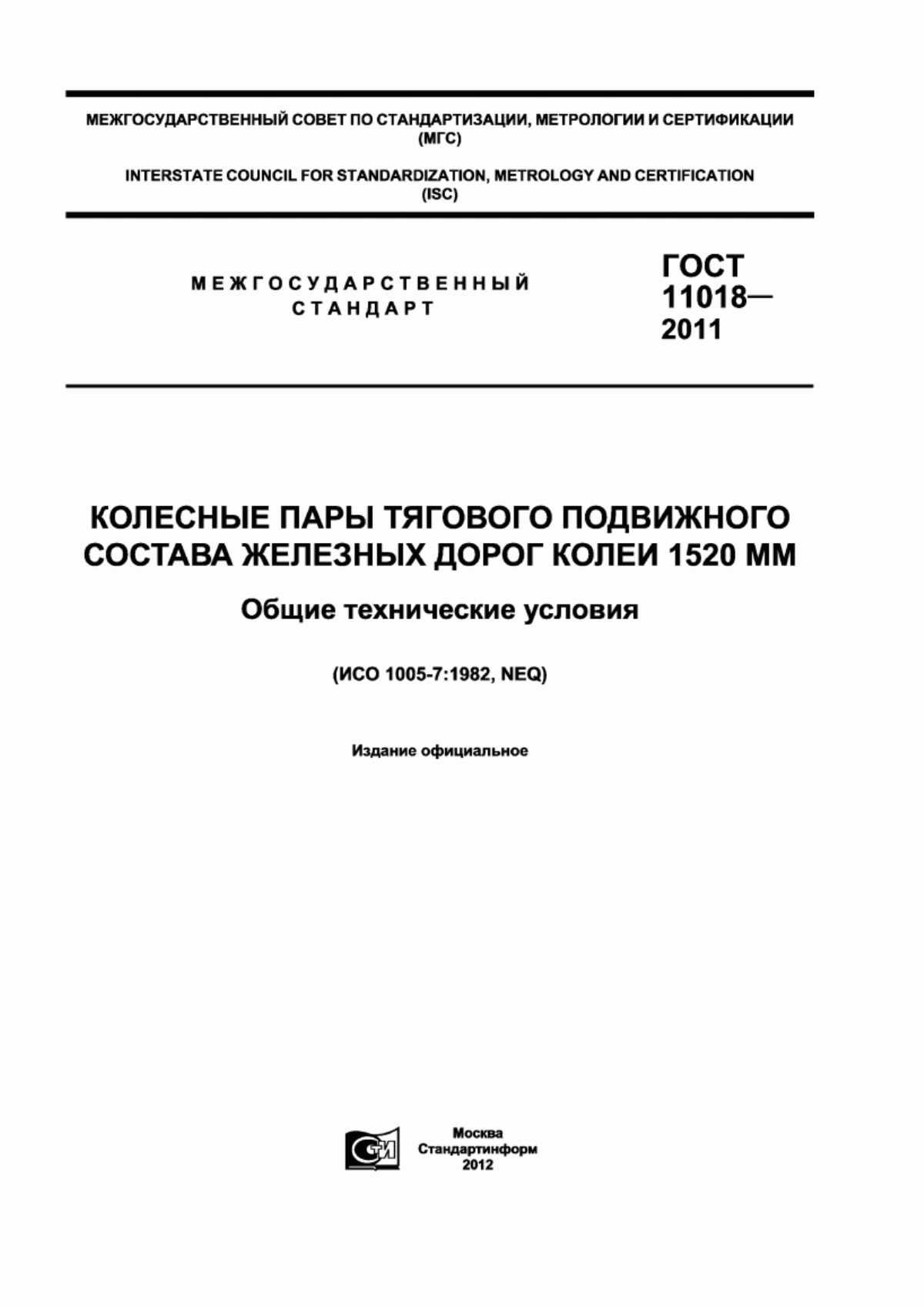
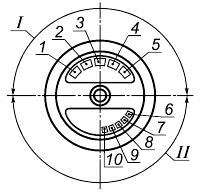
4.1 Колесная пара (см. рисунки 1-3) должна состоять:
- расстояние между внутренними торцами (гранями) бандажей (ободьев) колес;
- ширина бандажа (обода) колеса;
- расстояние между упорным торцом предподступичной части оси и внутренним торцом бандажа (обода) колеса;
- диаметр колес по кругу катания;
- допуск радиального биения круга катания колеса;
- допуск торцового биения внутреннего торца бандажа (обода) колеса; Б - геометрическая ось колесной пары
Рисунок 1 - Колесная пара с одним зубчатым колесом на оси
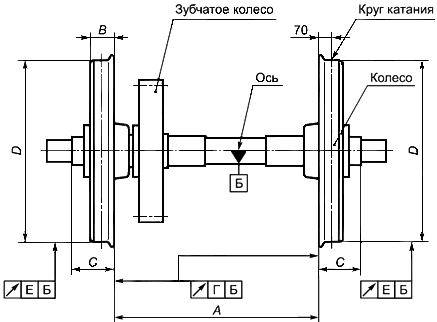
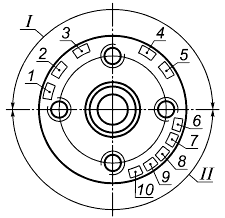
- расстояние между внутренними торцами (гранями) бандажей (ободьев) колес;
- ширина бандажа (обода) колеса;
- расстояние между упорным торцом предподступичной части оси и внутренним торцом бандажа (обода) колеса;
- диаметр колес по кругу катания;
- допуск радиального биения круга катания колеса;
- допуск торцового биения внутреннего торца бандажа (обода) колеса; Б - геометрическая ось колесной пары; К - плоскость симметрии оси;
- допуск симметричности размера
относительно плоскости К (в диаметральном выражении)
Рисунок 2 - Колесная пара с двумя зубчатыми колесами на удлиненных ступицах колес
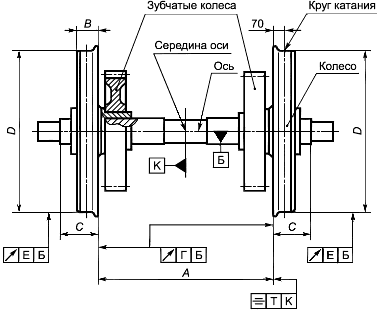
- расстояние между внутренними торцами (гранями) бандажей (ободьев) колес;
- ширина бандажа (обода) колеса;
- расстояние между упорным торцом предподступичной части оси и внутренним торцом бандажа (обода) колеса;
- диаметр колеса по кругу катания;
- допуск радиального биения круга катания колеса;
- допуск торцового биения внутреннего торца бандажа (обода) колеса; Б - геометрическая ось колесной пары
Рисунок 3 - Колесная пара с осевым редуктором и дисковыми тормозами
- из сплошной или полой оси:
с шейками под буксовые подшипники, расположенными снаружи колес или между ними,
с предподступичными и подступичными поверхностями под ходовые колеса,
с гладкой средней частью и (или) с посадочными частями для зубчатых колес, осевых подшипников тягового двигателя, редуктора, тормозных дисков или любых других деталей, монтируемых на оси между колесами;
- из двух ходовых колес:
цельных (катаных, штампованных, кованых, литых),
составных с колесными центрами (катаными, штампованными, коваными, литыми), бандажами и фиксирующих их бандажными кольцами;
- из зубчатого колеса (одного или двух, кроме колесных пар локомотивов со спарниковым приводом):
а) цельного,
б) составного: зубчатый венец, ступица и другие соединительные детали между ними;
- из других деталей или сборочных единиц, в том числе осевых подшипников тягового двигателя или редуктора, корпуса осевых подшипников, тормозных дисков, установленных на боковых сторонах дисков колес, полого вала, которые расположены между колесами и не могут быть демонтированы без расформирования колесной пары, а также тормозных дисков, установленных на колесах.
4.2 Детали колесной пары, предназначенные для сборки, должны соответствовать техническим требованиям:
- оси - ГОСТ 31334;
- цельнокатаные колеса - ГОСТ 10791;
- колесные литые центры - ГОСТ 4491;
- бандажи - ГОСТ 398, ГОСТ 3225*;
_________________
* На территории Российской Федерации действует ГОСТ Р 52366-2005 (здесь и далее).
- бандажные кольца - ГОСТ 5267.10;
- зубчатые колеса - ГОСТ 30803*;
________________
* На территории Российской Федерации действует ГОСТ Р 51175-98 (здесь и далее).
- колесные катаные и штампованные центры и другие детали колесной пары - по нормативному документу (НД), утвержденному в установленном порядке.
4.2.1 Требования к оси
4.2.1.1 Параметр шероховатости * поверхностей оси должен быть:
________________
* Здесь и далее допускается вместо параметра шероховатости применять соответствующий параметр
по ГОСТ 2789.
- шеек под подшипники качения и подступичных частей колес - не более 1,25 мкм;
- шеек под осевые подшипники скольжения для ТПС с конструкционной скоростью :
не более 100 км/ч - не более 1,25 мкм;
более 100 км/ч - не более 0,63 мкм;
- средней части - не более 2,5 мкм;
- подступичных частей под зубчатые колеса и тормозные диски - не более 1,25 мкм;
- торцов:
под упорные подшипники качения и скольжения - не более 2,5 мкм;
нерабочих - не более 6,3 мкм;
- галтелей:
подшипниковых шеек - не более 1,25 мкм;
подступичных шеек - не более 2,5 мкм.
Для полых осей параметр шероховатости поверхности центрального отверстия должен
быть - не более 6,3 мкм.
4.2.1.2 Допуск непостоянства диаметра* оси в поперечном и продольном сечениях должен быть, мм, не более:
________________
* Здесь и далее допускается вместо непостоянства диаметра в поперечном сечении измерять отклонение от круглости, вместо непостоянства диаметра в продольном сечении измерять профиль продольного сечения. Допуск круглости и профиля продольного сечения должен быть 0,5 значения допуска непостоянства диаметра в поперечном или продольном сечении.
0,015 - для шеек под подшипники качения;
0,05 - для шеек под осевые подшипники скольжения;
0,05 - для подступичных частей под колеса, в случае конусообразности больший диаметр должен быть обращен к середине оси;
0,05 - для подступичных частей под зубчатые колеса или под ступицы зубчатых венцов и тормозных дисков;
0,03 - для предподступичных частей под упорные кольца буксовых подшипников.
4.2.1.3 Допуск радиального биения при проверке в центрах шеек оси под подшипники качения и скольжения, подступичных частей колес, тормозных дисков и зубчатых колес должен быть не более 0,05 мм.
4.2.1.4 Допуск биения упорных торцов предподступичных частей оси при проверке в центрах более 0,05 мм не допускается.
4.2.1.5 Ось должна быть подвергнута ультразвуковому контролю на наличие внутренних дефектов и прозвучиваемость по ГОСТ 20415 и магнитному контролю поверхностных дефектов по ГОСТ 21105.
Требования к допустимым и недопустимым дефектам, выявляемым при ультразвуковом и магнитном контроле, и требования к прозвучиваемости осей - по ГОСТ 31334.
4.2.1.6 Поверхности шеек оси, предподступичных, подступичных и средних частей, а также галтели перехода от одних частей оси к другим должны быть подвергнуты упрочнению накатыванием роликами в соответствии с ГОСТ 31334.
4.2.2 Требования к колесу и колесному центру
4.2.2.1 Разность значений твердости ободьев цельных колес или бандажей составных колес для одной колесной пары более 24 единиц НВ не допускается.
4.2.2.2 Разность по ширине бандажа (обода) колеса (см. рисунки 1, 2 и 3, размер ) более 3 мм не допускается.
4.2.2.3 Параметр шероховатости посадочных поверхностей должен быть:
- отверстия ступицы колеса или колесного центра:
при тепловом методе формирования - не более 2,5 мкм;
при прессовом методе формирования - не более 5 мкм;
- наружной поверхности колесного центра под посадку бандажа - не более 5 мкм;
- внутренней посадочной поверхности бандажа - не более 5 мкм;
- удлиненной ступицы под посадку зубчатого колеса - не более 2,5 мкм;
- наружных поверхностей ступицы и диска колеса:
при не более 200 км/ч -
12,5 мкм, для механически обтачиваемой дисковой части колеса;
при более 200 км/ч -
3,2 мкм.
(Измененная редакция, Изм. N 1).
4.2.2.4 Допуск непостоянства диаметра не допускается:
- для отверстия ступицы колеса или колесного центра:
более 0,05 мм - в поперечном сечении;
более 0,05 мм - в продольном сечении, в случае конусообразности больший диаметр должен быть обращен к внутреннему торцу ступицы;
- для наружной поверхности колесного центра под посадку бандажа:
0,2 - в поперечном сечении;
0,1 - в продольном сечении, в случае конусообразности направление конусности наружной поверхности колесного центра должно совпадать с направлением конусности внутренней посадочной поверхности бандажа, а разность в значениях допусков непостоянства диаметра посадочных поверхностей в продольном сечении должна быть не более 0,05 мм.
4.2.2.5 Не допускаются верхнее и нижнее предельные отклонения от номинального значения диаметра сопряжения оси и ступицы колеса (колесного центра) более чем на плюс 2 и минус 1 мм соответственно. Разность толщины ступицы колеса (колесного центра) по торцам, измеренной в радиальном направлении, кроме удлиненной части ступицы, - не более 5 мм по периметру окружности.
4.2.2.6 На колесном центре с удлиненной ступицей под посадку зубчатого колеса расточку отверстия ступицы колесного центра осуществляют после посадки зубчатого колеса (ступицы составного зубчатого колеса) относительно оси делительной окружности зубчатого колеса, при этом допуск соосности оси отверстия ступицы колесного центра и делительной окружности зубчатого колеса - не более 0,15 мм.
4.2.2.7 Места отверстий в дисковой части колеса для крепления тормозных дисков должны быть расположены с учетом минимизации напряжений от действия эксплуатационных нагрузок.
4.2.2.8 На внутренней посадочной поверхности бандажа шириной до 10 мм, расположенной у упорного бурта и у выточки под бандажное кольцо, черновины не допускаются. На остальной части этой поверхности допускаются черновины не более двух общей площадью не более 16 см при максимальной длине черновины не более 40 мм.
4.2.2.9 Радиусы сопряжения элементов профиля выточки бандажа под бандажное кольцо должны быть не менее 2,5 мм, радиус сопряжения посадочной поверхности и упорного бурта должен быть не менее 1,5 мм. Параметр шероховатости поверхностей выточки под бандажное кольцо и под упорный бурт должен быть не более 10 мкм. На кромках выточки под бандажное кольцо, выходящих на внутреннюю посадочную поверхность бандажа и на упорный бурт, должны быть фаски размером 1,5 мм под углом 45°. Допускается вместо фасок скруглять кромки радиусом 2 мм.
4.2.2.10 Допуск непостоянства диаметра посадочной поверхности бандажа в поперечном сечении должен быть не более 0,2 мм, в продольном сечении - не более 0,1 мм. В случае конусообразности направление конусности должно соответствовать требованиям к сопрягаемой поверхности колесного центра по 4.2.2.4.
4.2.2.11 Не допускаются верхнее и нижнее отклонения от номинального значения диаметра сопряжения бандажа и колесного центра более чем на плюс 3 и минус 1,5 мм соответственно.
4.2.2.12 Центры колесные литые и колеса цельнокатаные должны быть подвергнуты ультразвуковому контролю по ГОСТ 4491 и ГОСТ 10791 соответственно. Центры колесные катаные, штампованные и кованые должны быть подвергнуты ультразвуковому контролю по утвержденной нормативной документации.
По согласованию с потребителем допускается в центрах колесных катаных и штампованных, центрах колесных литых, цельных колесах контролировать поверхностные дефекты магнитопорошковым или акустическим методами.
4.2.2.13 Бандаж должен быть подвергнут ультразвуковому контролю согласно ГОСТ 398, а также магнитному контролю на отсутствие дефектов (продольных и поперечных трещин, волосовин, плен, расслоений и др.) на внутренней посадочной поверхности.
4.2.2.14 Цельные колеса и колесные центры локомотивов с конструкционной скоростью свыше 100 до 160 км/ч (до 130 км/ч - для колесных пар МВПС) должны быть подвергнуты статической балансировке, кроме колесных центров для колесных пар, подвергающихся динамической балансировке. Остаточный дисбаланс цельного колеса и колесного центра должен быть не более 12,5 кг·см. Место расположения неуравновешенной массы должно быть отмечено на ободе колеса или колесного центра маркировкой цифрой "0" высотой от 8 до 10 мм.
Для литых колесных центров коробчатого сечения или со спицевым колесным центром допускается при превышении допустимого значения остаточного статического дисбаланса устранять его подбором с присоединением к колесному центру корректирующей массы с наружной стороны. Место размещения и способ крепления корректирующей массы (кг) устанавливают в конструкторской документации.
(Измененная редакция, Изм. N 1).
4.2.2.15 Посадку бандажа на колесный центр осуществляют тепловым методом с натягом от 1,2·10 до 1,6·10
диаметра обода колесного центра. Усадка обода колесного центра вследствие пластических деформаций после сборки должна быть не более 20% натяга, определенного перед формированием.
4.2.2.16 Температура бандажа перед посадкой на обод колесного центра должна быть от 220 °C до 270 °C. В процессе нагревания необходимо регистрировать на сохраняемом носителе информации график изменения температуры (диаграмму нагрева) бандажа во времени, а также обеспечивать автоматическое отключение нагревателя при достижении максимально допустимой температуры 300°С.
(Измененная редакция, Изм. N 1).
4.2.2.17 Бандажное кольцо заводят в выточку бандажа утолщенной стороной при температуре бандажа не ниже 200 °C и окончательно обжимают прижимной бурт бандажа усилием от 44·10 до 49·10
Н (от 45 до 50 тс) при температуре не ниже 100 °C. После обжатия прижимного бурта бандажное кольцо должно быть плотно зажато в выточке. Допускается зазор между торцами бандажного кольца не более 2 мм.
4.2.2.18 Прижимной бурт бандажа после окончания обжатия должен быть обработан до диаметра, соответствующего наружному (посадочному) диаметру обода колесного центра с предельными отклонениями ±0,2 мм, на длине (7±1) мм от внутреннего торца бандажа, при этом следы обработки на бандажном кольце не допускаются.
4.2.2.19 Для контроля отсутствия проворота бандажа на колесном центре во время эксплуатации, после посадки бандажа на наружных торцах бандажа и обода колесного центра на одной прямой по радиусу составного колеса наносят контрольные отметки. Контрольные отметки в виде четырех-пяти кернов глубиной от 1,5 до 2,0 мм с равными интервалами между кернами не менее 5 мм наносят не ближе 10 и не далее 45 мм от внутреннего диаметра кромки упорного бурта бандажа. Контрольную отметку на ободе колесного центра в виде канавки глубиной от 0,5 до 1,0 мм и длиной от 10 до 20 мм наносят притупленным инструментом.
Для контроля минимальной толщины обода цельного колеса на наружном торце обода должна быть нанесена кольцевая проточка в виде канавки шириной 6 мм и глубиной 2
мм в соответствии с рисунком 4.
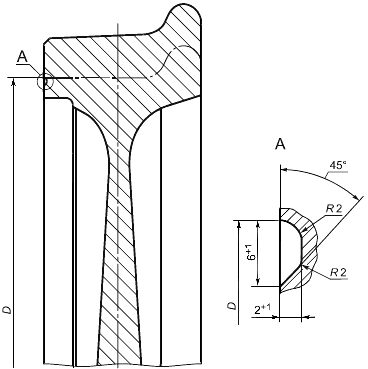
- предельный диаметр колеса с изношенным ободом
Рисунок 4 - Кольцевая проточка
4.2.2.20 По контрольным отметкам наносят контрольные полосы шириной от 30 до 40 мм:
- на бандаже эмалью красного цвета на всю толщину бандажа;
- на ободе колесного центра - белого (желтого) цвета.
4.2.3 Требования к зубчатому колесу (цельному или составному)
4.2.3.1 Параметр шероховатости поверхности отверстия зубчатого колеса или ступицы составного зубчатого колеса перед посадкой на ось или удлиненную ступицу колесного центра должен быть, мкм, не более:
2,5 - при тепловом методе;
5 - при прессовом методе.
4.2.3.2 Допуск непостоянства диаметра отверстия зубчатого колеса или ступицы составного зубчатого колеса в поперечном и продольном сечениях должен быть не более 0,05 мм. В случае конусообразности направление конусности должно соответствовать направлению конусности посадочной поверхности оси или удлиненной ступицы колесного центра.
4.2.3.3 Зубья зубчатого колеса (венца) должны быть подвергнуты магнитному контролю на отсутствие поверхностных дефектов по ГОСТ 30803.
4.2.3.4 По требованию заказчика зубчатые колеса колесных пар локомотивов с конструкционной скоростью свыше 100 до 160 км/ч (до 130 км/ч - для колесных пар МВПС) должны быть подвергнуты статической балансировке. Остаточный дисбаланс должен быть не более 12,5 кг·см. Место расположения неуравновешенной массы должно быть отмечено маркировкой - цифрой "0" высотой от 8 до 10 мм.
4.3 Требования к колесной паре
4.3.1 Номинальные базовые размеры колесной пары (см. рисунки 1, 2, 3):
1440 мм;
140 мм - для локомотивов (
150 мм - для бандажей без гребня);
130 мм - для МВПС;
- по технической документации;
- для:
- составных колес локомотивов - по ГОСТ 3225;
- цельнокатаных колес МВПС - по техническим условиям или чертежам;
- составных колес МВПС - по ГОСТ 5000.
Примечание - Для МВПС допускается увеличение ширины обода колеса по согласованию с владельцем инфраструктуры.
(Измененная редакция, Изм. N 1).
4.3.2 Параметры профилей ободьев цельных колес и бандажей колес согласно:
- рисунку 5 - для колесных пар локомотивов с конструкционной скоростью до 200 км/ч;
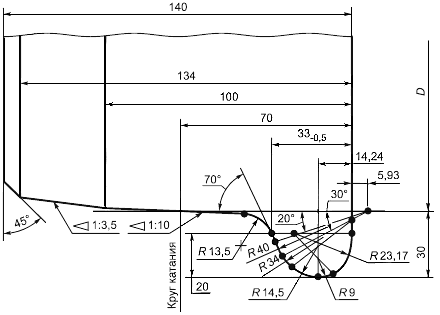
Рисунок 5 - Профиль обода цельного колеса или бандажа сборного колеса локомотивов
- рисунку 6 - для колесных пар МВПС с конструкционной скоростью до 130 км/ч.
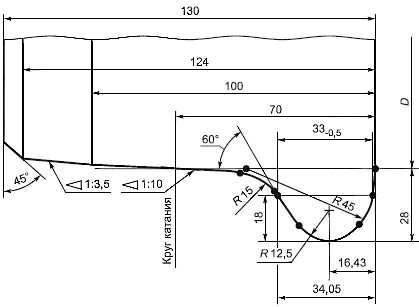
Рисунок 6 - Профиль обода цельного колеса или бандажа сборного колеса колесных пар МВПС
Допускается по согласованию изготовителя с заказчиком и владельцем инфраструктуры* применение профиля бандажей (ободьев) колес с другими параметрами (в том числе колес без гребня) с учетом непревышения допустимого воздействия на путь.
________________
* В Российской Федерации владелец инфраструктуры определяется федеральным законом в сфере железнодорожного транспорта.
Для локомотивов и МВПС с конструкционной скоростью до 200 км/ч включительно не допускается увеличение значения номинальной ширины обода цельного колеса или бандажа сборного колеса в колесной паре (см. рисунки 1, 2 и 3, размер ) более чем на 3 мм, а уменьшение - более чем на 2 и 1 мм соответственно; для колесных пар ТПС с конструкционной скоростью свыше 200 км/ч - ±1 мм.
Отклонения остальных размеров - по 14 квалитету (ГОСТ 25346).
4.3.3 Допустимое отклонение от номинального значения диаметра по кругу катания:
- бандажей колесных пар локомотивов по ГОСТ 3225;
- бандажей колесных пар МВПС и тендеров по ГОСТ 5000.
Для ТПС с конструкционной скоростью не более 200 км/ч разность диаметров колес в плоскости круга катания у одной колесной пары должна быть не более 0,5 мм.
Для колесных пар ТПС с конструкционной скоростью свыше 200 км/ч разность диаметров колес в плоскости круга катания у одной колесной пары более 0,3 мм не допускается.
4.3.4 Допуск радиального биения круга катания колес (см. рисунки 1, 2 и 3, величина ) при проверке в центрах (ось Б) для ТПС не должен быть, мм, более:
0,5 - при не более 120 км/ч;
0,3 - при более 120 км/ч.
4.3.5 Расстояние между внутренними торцами бандажей (ободьев) колес (размер ) для ТПС должно быть:
(1440) мм - при
не более 120 км/ч;
(1440±1) мм - при более 120 км/ч.
4.3.6 Допуск торцового биения внутренних торцов бандажей (ободьев) колес () при проверке в центрах (ось Б) для ТПС не должен превышать, мм:
1,0 - при не более 120 км/ч;
0,8 - при свыше 120 км/ч до 160 км/ч включительно;
0,5 - при свыше 160 км/ч до 200 км/ч включительно;
0,3 - при свыше 200 км/ч.
4.3.7 Параметр шероховатости поверхностей профиля катания и гребней колес колесных пар ТПС с конструкционной скоростью не более 200 км/ч не должен быть более 10 мкм, внутренних торцов бандажей (ободьев) колес - более 20 мкм.
Для колесных пар ТПС с конструкционной скоростью свыше 200 км/ч параметр шероховатости поверхностей профиля катания, гребней колес, внутренней поверхности бандажей (ободьев) колес, а также дисковой части и ступицы колеса не должен быть более 6,3 мкм.
4.3.8 На внутренних торцах бандажей колес колесных пар ТПС с конструкционной скоростью не более 120 км/ч допускаются рассредоточенные черновины глубиной не более 1 мм, не выходящие на радиус сопряжения с гребнем колеса. Суммарная площадь черновин - не более 50 см.
4.3.9 Разность расстояний от внутренних торцов бандажей (ободьев) колес до упорных торцов предподступичных частей оси (см. рисунки 1, 2 и 3, разность размеров ) для одной колесной пары не должна превышать 2,0 мм при конструкционной скорости до 200 км/ч включительно.
Для колесных пар ТПС с конструкционной скоростью свыше 200 км/ч разность размеров для одной колесной пары не должна превышать 1,0 мм.
Допуск симметричности расстояния между внутренними торцами бандажей (ободьев) колес должен быть равен значению поля допуска на размер
по 4.3.5 при использовании в качестве базы середины оси (см. рисунок 2, база К).
4.3.10 Колесные пары с неподвижно закрепленным на оси (удлиненной ступице колесного центра) зубчатым колесом (зубчатыми колесами) для локомотивов с конструкционной скоростью свыше 100 до 120 км/ч (до 130 км/ч - для колесных пар МВПС) подвергают проверке на остаточный статический дисбаланс. Значение остаточного статического дисбаланса колесной пары должно быть не более 25 кг·см. Допускается для колесных пар значение остаточного статического дисбаланса обеспечивать при их формировании с учетом требований 5.1.3.
Допускается проверку на остаточный статический дисбаланс колесных пар заменять проверкой на остаточный динамический дисбаланс. Значение остаточного динамического дисбаланса колесной пары должно быть не более 25 кг·см в плоскости каждого колеса колесной пары.
4.3.11 Для колесных пар локомотивов с конструкционной скоростью свыше 100 до 120 км/ч с неподвижно закрепленным на оси (удлиненной ступице колесного центра) зубчатым колесом (зубчатыми колесами) и с корпусом осевых подшипников, закрепленным с возможностью его вращения относительно оси, значение остаточного статического дисбаланса должно быть обеспечено при формировании колесной пары. Дисбалансы колесных центров располагают в одной плоскости по одну сторону оси колесной пары. Суммарное значение остаточного статического дисбаланса колесных центров должно быть не более 25 кг·см.
Допускается проверку на остаточный статический дисбаланс колесных пар заменять проверкой на остаточный динамический дисбаланс.
4.3.12 Колесные пары с неподвижно закрепленным на оси зубчатым колесом для локомотивов с конструкционной скоростью свыше 120 км/ч (свыше 130 км/ч - для колесных пар МВПС) подвергают проверке на остаточный динамический дисбаланс.
Значение остаточного динамического дисбаланса в плоскости каждого колеса колесной пары для локомотивов не должно превышать, кг·см:
12,5 - при свыше 120 до 160 км/ч включительно;
7,5 - при свыше 160 до 200 км/ч включительно.
Значение остаточного динамического дисбаланса в плоскости каждого колеса для колесных пар МВПС не должно превышать, кг·см:
25 - при свыше 130 до 160 км/ч включительно;
15 - при свыше 160 до 200 км/ч включительно.
Для колесных пар ТПС с конструкционной скоростью свыше 200 км/ч значение остаточного динамического дисбаланса в плоскости каждого колеса не должно превышать 5,0 кг·см.
4.3.13 Колесную пару ТПС, на которой зубчатое колесо установлено в подшипниковой опоре, охватывающей ось колесной пары и закрепленной на тяговом электродвигателе, а передача крутящего момента на колесную пару осуществляется посредством полого вала или осевого редуктора, имеющих возможность относительного перемещения в продольном и поперечном направлениях относительно оси колесной пары, подвергают проверке на остаточный динамический дисбаланс при фиксации подшипниковой опоры с зубчатым колесом в среднем положении относительно оси. Значение остаточного динамического дисбаланса - согласно 4.3.12.
Допускается такую колесную пару подвергать проверке на остаточный статический дисбаланс и обеспечивать значение статического дисбаланса раздельно по составляющим элементам колесной пары (колесные центры составных колес, детали привода колесной пары, соединенные с колесным центром, расположенным со стороны, противоположной зубчатому колесу) при ее формировании с учетом требований 5.1.3.
Суммарное значение остаточного статического дисбаланса колесной пары не должно превышать, кг·см:
25 - при свыше 120 до 160 км/ч включительно;
15 - при свыше 160 до 200 км/ч включительно.
4.3.14 Лакокрасочные покрытия колесных пар локомотивов и тендеров - по ГОСТ 31365, колесных пар МВПС - по ГОСТ 12549.
У колесных пар ТПС с конструкционной скоростью более 200 км/ч дисковые части колес и открытые части оси должны быть защищены антикоррозионным покрытием.
4.3.15 Электрическое сопротивление между бандажами (ободьями) колес колесной пары должно быть не более 0,01 Ом.
4.3.16 Использование в колесных парах колесного центра с дисковой частью, деформация формы которой вызывает при эксплуатации превышение допусков на расстояние между внутренними торцами бандажей колес (размер , 4.3.5) вследствие нагрева элементов колесной пары при длительном и/или интенсивном торможении тормозными колодками о поверхность катания бандажей, уменьшения толщины бандажей из-за износа и ремонтных обточек поверхности катания бандажей, не допускается.
4.3.17 Допустимый коэффициент запаса сопротивления усталости оси и колеса в составе колесной пары для конкретного ТПС с учетом действия технологических и эксплуатационных нагрузок - по ГОСТ 31373.
4.3.18 Вероятность (расчетная) безотказной работы оси и колеса в составе колесной пары для конкретного ТПС с учетом действия технологических и эксплуатационных нагрузок - по ГОСТ 31373.
4.3.19 Предел выносливости оси и колеса в составе колесной пары для конкретного ТПС с учетом действия технологических и эксплуатационных нагрузок - по ГОСТ 31373.
4.3.20 Допустимый коэффициент запаса статической прочности оси и колес в составе колесной пары с учетом действия технологических и эксплуатационных нагрузок - по ГОСТ 31373.
4.4 Маркировка
Маркировка и клеймение осей колесных пар МВПС - по ГОСТ 31334.
Маркировку осей колесных пар локомотивов после формирования и клеймение после приемо-сдаточных испытаний наносят на правом торце оси согласно рисунку 7.
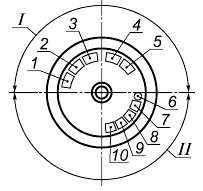
а) Для осей с подшипниками скольжения и качения без торцового крепления гайкой
б) Для осей с подшипниками качения с торцовым креплением гайкой
в) Для осей с подшипниками качения с торцовым креплением шайбой
Зона I (наносят при изготовлении оси)
1 - условный номер или товарный знак предприятия-изготовителя необработанной оси; 2 - месяц и год (две последние цифры) изготовления черновой оси; 3 - порядковый номер плавки и номер оси; 4 - клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки и принявших чистовую ось; 5 - условный номер или товарный знак предприятия-изготовителя, обработавшего черновую ось
Зона II (наносят при формировании колесной пары)
6 - обозначение метода формирования колесной пары [ФТ - тепловой, Ф - прессовый, ТК - комбинированный при тепловом методе посадки колеса (колесного центра) и прессовом методе посадки зубчатого колеса на ось, ТЗ - комбинированный при тепловом методе посадки зубчатого колеса и прессовом методе посадки колеса (колесного центра) на ось]; 7 - условный номер или товарный знак предприятия, производившего формирование колесной пары; 8 - месяц и год формирования колесной пары; 9 - клейма технического контроля предприятия-изготовителя и представителя приемки, принявшего колесную пару; 10 - клеймо балансировки
Примечание - Если торцы осей являются рабочими элементами конструкции буксовых узлов, то знаки маркировки и клейма выбивают на цилиндрической поверхности буртов или другой нерабочей поверхности, указанной на рабочем чертеже; высота цифр и букв от 6 до 10 мм.
Рисунок 7 - Маркировка и клеймение осей колесных пар
При одностороннем приводе правым торцом считают торец оси со стороны зубчатого колеса. При двустороннем приводе или симметричном расположении зубчатого колеса маркировку и клеймение выполняют на любом свободном для клеймения и маркировки торце. Такой торец с маркировкой и клеймением считают правым.
При подтверждении соответствия после проведения сертификации колесные пары маркируют знаком обращения на рынке в местах, где размещают клейма, относящиеся к ремонту колесной пары, а также в формуляре колесной пары. Если конструктивные особенности колесной пары не позволяют выполнить маркировку знака обращения на рынке на торце оси, знак обращения на рынке ставят на другую поверхность, указанную в технической документации или только в формуляре.
4.5 Требования к сопроводительной документации
К каждой колесной паре прилагают формуляр. В формуляре колесной пары указывают:
- тип (наименование);
- наименование и условный номер предприятия-изготовителя;
- дату изготовления;
- дату и номер акта приемки предприятием-изготовителем;
- обозначение чертежа колесной пары;
- массу;
- данные по оси, цельным колесам или колесным центрам и бандажам (предприятие-изготовитель отливок, номер плавки);
- предприятие-изготовитель и обозначение чертежа оси, цельных колес или колесных центров и бандажей;
- первоначальные размеры основных частей оси (диаметров шеек под подшипники качения и скольжения, предподступичных и подступичных частей, диаметра средней части оси), посадочные диаметры ступиц колес или колесных центров, наружные посадочные диаметры колесных центров и внутренние диаметры бандажей, диаметры колес по кругу катания и толщину гребней, а также толщину бандажей.
В формуляре колесной пары должны быть предусмотрены страницы для указания проводившихся в депо или на ремонтном заводе осмотров и ремонтов (даты, вида ремонта, пробега, фактических размеров).
К формуляру на колесную пару должен быть приложен формуляр на зубчатое колесо (зубчатые колеса).
5 Формирование колесной пары
5.1 Общие положения
5.1.1 Колесную пару следует формировать тепловым, прессовым или комбинированным методом.
5.1.2 При комбинированном методе формирования колесной пары колеса (колесные центры) и ступицы тормозных дисков устанавливают на ось прессовым методом, а зубчатое колесо - тепловым методом. Допускаются иные сочетания методов формирования составляющих элементов колесной пары.
5.1.3 При формировании колесных пар ТПС с конструкционной скоростью свыше 100 км/ч неуравновешенные массы колесных центров (колес) следует располагать в одной плоскости по одну сторону оси.
При посадке зубчатого колеса на удлиненную ступицу колесного центра неуравновешенную массу зубчатого колеса следует располагать диаметрально противоположно относительно неуравновешенной массы колесного центра.
(Измененная редакция, Изм. N 1).
5.1.4 Конструкцией колесной пары должны быть предусмотрены каналы для подачи масла под давлением в зону соединения колеса, зубчатого колеса (ступицы зубчатого колеса) и ступицы тормозных дисков с осью для расформирования колесной пары (маслосъема).
5.2 Тепловой метод формирования
5.2.1 Колесные пары формируют тепловым методом в соответствии с требованиями ГОСТ 31537.
(Измененная редакция, Изм. N 1).
5.2.2 Местный нагрев ступицы цельного колеса, зубчатого колеса или колесного центра в сборе с бандажом не допускается.
5.2.3 Рекомендуемое значение натяга при тепловом методе формирования:
- от 0,85·10 до 1,4·10
диаметра сопрягаемых деталей для ступиц колесных центров и колес;
- от 0,5·10 до 1,0·10
диаметра сопрягаемых деталей для ступиц зубчатых колес и тормозных дисков.
5.2.4 Посадочная поверхность оси должна быть покрыта антикоррозионным покрытием.
В качестве антикоррозионного покрытия посадочных поверхностей оси рекомендуется использовать натуральную олифу по ГОСТ 7931 или термически обработанное растительное масло (подсолнечное по ГОСТ 1129 или льняное по ГОСТ 5791). Допускается использовать другие антикоррозионные покрытия, выдержавшие испытания на устойчивость к фреттинг-коррозии сопрягаемых деталей и не снижающие усталостную прочность оси.
(Измененная редакция, Изм. N 1).
5.2.5 Перед формированием устанавливаемые на ось детали, кроме зубчатых колес, равномерно нагревают до температуры от 240 °C до 260 °C и записывают диаграмму нагрева. Температура нагрева зубчатых колес из легированных сталей - не более 200 °C, зубчатых колес из стали марки 55 (Ф)* - не более 260 °C. Температура нагрева зубчатых колес, содержащих неметаллические упругие элементы, должна быть не более 170 °C.
________________
* На территории Российской Федерации эти требования установлены в ГОСТ Р 51220-98.
5.2.6 После завершения формирования тепловым методом и остывания собранной колесной пары до температуры, не превышающей температуру окружающей среды более чем на 10 °C, прочность соединения элементов колесной пары для ТПС с конструкционной скоростью не более 200 км/ч должна быть проверена на сдвиг контрольной осевой нагрузкой:
(636±20) кН [(65±2) тс] - на каждые 100 мм диаметра подступичных частей оси под посадку ходовых колес или колесных центров для колесных пар локомотивов;
(568±20) кН [(58±2) тс] - на каждые 100 мм диаметра подступичных частей оси под посадку ходовых колес или колесных центров для колесных пар МВПС;
(432±20) кН [(44±2) тс] - на каждые 100 мм диаметра подступичных частей оси под посадку зубчатого колеса или ступицы составного зубчатого колеса (одного или двух) для колесных пар локомотивов с номинальным диаметром колеса по кругу катания не менее 1200 мм;
(294±20) кН [(30±2) тс] - на каждые 100 мм диаметра подступичных частей оси под посадку зубчатого колеса или ступицы составного зубчатого колеса (одного или двух), ступицы тормозного диска (одного или двух) для колесных пар ТПС с номинальным диаметром колеса по кругу катания до 1200 мм;
(245±20) кН [(25±2) тс] - на каждые 100 мм диаметра удлиненной ступицы колесного центра под посадку зубчатого колеса.
Допускается увеличение установленного максимального значения контрольной осевой нагрузки на 10% с учетом установленных натягов.
Допускается проверка посадки зубчатого колеса на удлиненную ступицу колесного центра контрольным моментом (9,8±0,8) Кн·м [(1,0±0,08) тс·м] на квадрат каждых 100 мм диаметра удлиненной ступицы колесного центра. После посадки зубчатого колеса на удлиненную ступицу колесного центра на плоскость, прилегающую к посадочной поверхности, наносят контрольную отметку. Контрольную отметку наносят притупленным инструментом в виде канавки глубиной не более 0,5 мм и длиной не более 10 мм.
Для колесных пар ТПС с конструкционной скоростью свыше 200 км/ч контрольную осевую нагрузку в килоньютонах следует принимать в диапазоне 5,2-5,8 (
- диаметр подступичной части оси, мм) в соответствии с установленными в конструкторской документации натягами для данного соединения (ходового колеса, колесного центра, зубчатого колеса, ступицы составного зубчатого колеса, ступицы тормозного диска с осью).
Сдвиг или проворот (смещение контрольных отметок) в соединении не допускается.
5.3 Прессовый метод формирования
5.3.1 Детали, устанавливаемые на ось (колеса, колесные центры или колесные центры в сборе с бандажами, зубчатые колеса, ступицы тормозных дисков), и ось перед запрессовкой должны иметь одинаковую температуру. Допускается превышение температуры колеса над температурой оси не более 10 °C.
5.3.2 Рекомендуемое значение натяга при прессовом методе посадки деталей колесных пар - от 0,9·10 до 1,5·10
диаметра сопрягаемых деталей с учетом обеспечения конечных усилий запрессовки по 5.3.5.
5.3.3 Посадочные поверхности оси и устанавливаемых на ось деталей должны быть покрыты ровным слоем натуральной олифы по ГОСТ 7931 или термически обработанного растительного (конопляного по ГОСТ 8989, льняного по ГОСТ 5791 или подсолнечного по ГОСТ 1129) масла. Допускается использовать другие антикоррозионные покрытия, выдержавшие испытания на устойчивость к фреттинг-коррозии сопрягаемых деталей и не снижающие усталостную прочность оси.
5.3.4 Запрессовку деталей на ось и проверку на сдвиг контрольно-осевой нагрузкой проводят на гидравлическом прессе. Пресс должен быть оборудован калиброванным устройством для контроля усилия и автоматическим самопишущим прибором, фиксирующим на бумажный или электронный носитель диаграмму усилия запрессовки колеса (колесного центра), зубчатого колеса, тормозных дисков относительно посадочного места в течение всей операции прессования.
Класс точности самопишущего прибора должен быть не ниже 1,5%, погрешность хода диаграммы - не более 2,5%, толщина линии записи - не более 0,6 мм, ширина диаграммной ленты - не менее 100 мм, масштаб записи по длине должен быть не менее 1:2, по высоте диаграммы 1 мм должен соответствовать усилию не более 24,5 кН (2,5 тс).
5.3.5 Запрессовку колес (колесных центров) на ось и запрессовку зубчатых колес на ось или колесный центр (тормозных дисков) для колесных пар ТПС с конструкционной скоростью движения не более 200 км/ч проводят с конечными усилиями запрессовки, которые должны соответствовать указанным в таблице 1, при скорости движения плунжера гидравлического пресса не более 3 мм/с.
Таблица 1 - Конечные усилия запрессовки при формировании колесной пары прессовым методом
Деталь колесной пары | Конечное усилие запрессовки на каждые 100 мм диаметра посадочной поверхности, кН(тс) | ||
Составное колесо (цельное колесо) | Колесный центр | Ось | |
Ось локомотива | 441-636 | 392-588 | - |
Ось МВПС | 392-568 | 343-491 | - |
Зубчатое колесо тормозной диск | - | 147-245* | 196-342** |
Ступица тормозного диска | - | - | 147-294 |
* При запрессовке на удлиненную ступицу колесного центра. ** В числителе значения для колесных пар с диаметром колес по кругу катания до 1200 мм, в знаменателе - свыше 1200 мм. *** Допускается снижение минимального конечного усилия запрессовки осей колесных пар МВПС до 340 кН (34,7 тс) с обеспечением минимального коэффициента запаса прочности [n] против проскальзывания в осевом направлении, равного не менее 1,25. Допускается увеличение максимального конечного усилия запрессовки до 580 кН (59,1 тс) с обеспечением отсутствия в сопряжении колеса с осью зон текучести. | |||
(Измененная редакция, Изм. N 1).
5.3.6 Запрессовку колес, тормозных дисков и зубчатых колес на ось для колесных пар ТПС с конструкционной скоростью свыше 200 км/ч проводят на диаметре в миллиметрах с конечными усилиями запрессовки в килоньютонах в диапазоне от 3,9 до 5,8
при длине сопряжения от 0,8
до 1,1
.
5.3.7 Нормальная индикаторная диаграмма запрессовки должна иметь форму плавной кривой, несколько выпуклой вверх, нарастающей по всей длине с начала до конца запрессовки. Шаблон - диаграмма запрессовки колесных пар приведен на рисунке 8.
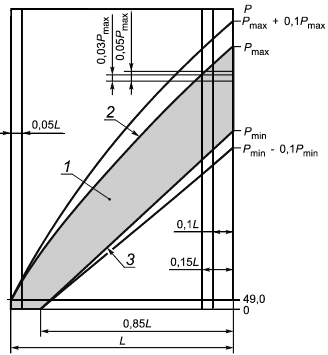
1 - поле удовлетворительных диаграмм запрессовки; 2 - максимальная кривая; 3 - минимальная кривая; - усилие запрессовки, кН;
,
- соответственно максимальное и минимальное конечные усилия запрессовки в соответствии с таблицей 1;
- теоретическая длина диаграммы, мм
Рисунок 8 - Шаблон - диаграмма запрессовки
Допускаются следующие отклонения от нормальной формы запрессовочной диаграммы.
5.3.7.1 В начальной точке диаграммы (зона перехода конической части в цилиндрическую) скачкообразное повышение усилия не более чем 49 кН (5 тс) с последующим горизонтальным участком не более 5% теоретической длины диаграммы .
5.3.7.2 Наличие площадок или впадин на диаграмме в местах расположения выточек под масляные каналы на ступицах, число которых должно соответствовать числу выточек.
5.3.7.3 Вогнутость диаграммы с непрерывным нарастанием усилия при условии, что вся кривая, кроме оговоренных в 5.3.7.2 площадок и впадин, помещается выше прямой, соединяющей начало кривой с точкой, указывающей на данной диаграмме минимально допустимое усилие для данного типа оси.
5.3.7.4 Горизонтальная прямая на диаграмме в конце запрессовки на длине, не превышающей 15% теоретической длины диаграммы , или падение усилия не более 5% усилия запрессовки
на длине, не превышающей 10% теоретической длины диаграммы
.
5.3.7.5 Скачкообразное повышение усилия в конце диаграммы, если конструкцией колесной пары или технологией формирования предусмотрена посадка до упора в какой-либо элемент.
5.3.7.6 Колебание усилия в конце запрессовки с амплитудой не более 3% усилия запрессовки на длине, не превышающей 15% теоретической длины диаграммы
при запрессовке колес с удлиненной ступицей.
5.3.7.7 Отклонение от точности измерения до 20 кН (2 тс) при определении предельного максимального усилия по диаграмме.
5.3.7.8 Если конечное усилие запрессовки колесных пар до 10% меньше или больше предельного значения диапазона, установленного в таблице 1 (без учета допустимого скачкообразного повышения усилия по 5.3.7.5), изготовитель в присутствии заказчика должен провести проверку прессовой посадки трехкратным приложением контрольной осевой нагрузки. Для проверки уменьшенного конечного усилия запрессовки контрольная осевая нагрузка должна быть равна 1,2 фактического усилия запрессовки. Для проверки увеличенного конечного усилия запрессовки контрольная осевая нагрузка должна соответствовать максимальному усилию запрессовки согласно таблице 1.
(Измененная редакция, Изм. N 1).
5.3.7.9 Фактическая длина диаграммы запрессовки должна быть не менее 85% теоретической длины диаграммы , мм, которую вычисляют по формуле
![]() ,
,
где - длина участка контакта ступицы колесного центра с осью, мм;
- дополнительное продвижение ступицы (если предусмотрено в конструкторской документации), мм;
- масштаб диаграммы по длине.
Фактическая длина диаграммы запрессовки для ступицы тормозного диска должна быть не менее 105.
5.3.7.10 При получении неудовлетворительной диаграммы или несоответствии значения конечного усилия запрессовки установленному в таблице 1 допускается повторная (не более двух раз) запрессовка колеса (колесного центра) на ось без дополнительной механической обработки посадочных поверхностей при отсутствии задиров на посадочных поверхностях оси и ступицы колеса (колесного центра).
При повторной запрессовке колеса (колесного центра) на ось значение нижнего предела конечного усилия, установленного в таблице 1, должно быть увеличено на 15%.
6 Правила приемки
6.1 Колесные пары подвергают контролю на соответствие требованиям настоящего стандарта при приемо-сдаточных (ПС), периодических (П), типовых (Т) испытаниях по ГОСТ 15.309 и испытаниям на подтверждение соответствия (С).
Перечень контролируемых параметров и методов испытаний колесной пары приведен в таблице 2.
Таблица 2
Контролируемый параметр | Пункт стандарта, содержащий требования, которые проверяют при испытаниях | Метод испытаний* | ||
приемо- | типовых | на подтвер- | ||
1 Размеры, допуски и форма | 4.2.1.2-4.2.1.4, 4.2.2.2, 4.2.2.4, 4.2.2.5, 4.2.2.9-4.2.2.11, 4.2.2.17-4.2.2.19, 4.2.3.2, 4.3.1-4.3.6, 4.3.8, 4.3.9 | 4.3.3-4.3.6, 4.3.9 | 7.1.2, 7.1.4 (ПС, П, Т), 7.1.5 | |
2 Внешний вид и состояние (качество) поверхности, включая чистоту обработки (шероховатость) | 4.2.1.1, 4.2.2.3, 4.2.2.8, 4.2.2.9, 4.2.3.1, 4.3.7, 4.3.8 | 4.3.7, 4.3.8 | 7.1.1 (ПС, С), 7.2 (П, С) | |
3 Механические свойства и химический состав | 4.2, 4.2.2.1 | - | 7.1.15 (ПС), 7.2 (П) | |
4 Упрочнение накатыванием | - | 4.2.1.6 | - | 7.2 (П) |
5 Температура нагрева сопрягаемых деталей | 4.2.2.16, 4.2.2.17, 5.2.2, 5.2.5, 5.3.1 | - | 7.1.9 | |
6 Наличие дефектов в металле: | ||||
- ультразвуковой контроль | 4.2.1.5, 4.2.2.12, 4.2.2.13 | - | 7.1.7 | |
- магнитный контроль | 4.2.1.5, 4.2.2.13, 4.2.3.3, 4.2.11 | - | 7.1.7 | |
- акустический контроль | 4.2.11 | - | 7.1.7 | |
7 Дисбаланс: | ||||
- статический | 4.2.2.14, 4.3.10, 4.3.11, 4.3.13, 5.1.3 | 4.3.10, 4.3.11, 4.3.13 | 7.1.8 | |
- динамический | 4.3.12 | 4.3.10, 4.3.12, 4.3.13 | 7.1.8 | |
8 Значение натяга сопрягаемых деталей | 4.2.2.15, 5.2.3, 5.3.2 | - | 7.1.3 | |
9 Прочность соединения сопрягаемых деталей | 4.2.2.17, 5.2.6, 5.3.4-5.3.7 | 5.2.6, 5.3.4-5.3.6 | 7.1.10 (ПС, С), 7.1.11 (ПС), 7.2 (П, С) | |
10 Параметры профиля бандажа (обода) колеса по кругу катания | 4.3.2 | - | 7.1.6 | |
11 Электрическое сопротивление | 4.3.15 | 4.3.15 | 7.1.12 | |
12 Усадка колесного центра вследствие пластической деформации | - | 4.2.2.15 | - | 7.3.1 |
13 Изменение расстояния (размер | - | 4.3.5, 4.3.16 | - | 7.3.2, 7.3.3 |
14 Коэффициент запаса сопротивления усталости оси и колес в составе колесной пары | - | 4.3.17 | 7.3.4 | |
15 Коэффициент запаса статической прочности оси и колес в составе колесной пары | - | 4.3.20 | - | 7.3.6 |
16 Предел выносливости оси и колеса в составе колесной пары | - | 4.3.19 | - | 7.3.5 |
17 Вероятность (расчетная) безотказной работы оси и колеса в составе колесной пары | - | 4.3.18 | - | 7.3.6 |
18 Маркировка | 4.4 | - | 7.1.13 | |
19 Качество окрашивания | 4.3.14 | - | 7.1.14 | |
* По параметрам, не отмеченным видами испытаний, испытания проводят при всех видах испытаний. | ||||
(Измененная редакция, Изм. N 1).
6.2 Приемо-сдаточные испытания
6.2.1 Приемо-сдаточные испытания деталей колесной пары и каждой колесной пары в сборе должны быть проведены до их окрашивания с предъявлением сертификатов, других документов, подтверждающих качество, диаграмм проверки колес на сдвиг или диаграмм запрессовки, а также формуляров колесной пары и зубчатых колес.
6.2.2 На элементах и колесной паре, прошедших приемо-сдаточные испытания, должны быть нанесены приемочные клейма предприятия-изготовителя, а в случае проведения их и другой контрольной организацией - ее приемочное клеймо.
6.2.3 В случае несоответствия требованию настоящего стандарта детали колесной пары, подготовленные к сборке, и колесная пара должны быть отбракованы.
6.3, 6.3.1, 6.3.2 (Исключены, Изм. N 1).
6.4 Типовые испытания
6.4.1 Типовые испытания следует проводить:
- при изменении конструкции колесной пары (по параметрам 1-3, 5, 7-17 таблицы 2);
- при применении материалов с другими механическими свойствами, изменении технологического процесса изготовления деталей колесной пары и их заготовок или изменения предприятия-изготовителя (по параметрам 1-6, 8-10, 12, 14-17 таблицы 2);
- при изменении метода формирования колесной пары (по параметрам 1, 2, 4, 5, 8, 9, 12 таблицы 2);
- при изменениях в тормозной системе, влияющих на механическую или тепловую нагрузки на колесную пару (колесо) (по параметрам 1-3, 5, 8, 9, 13 таблицы 2);
- при увеличении осевой нагрузки на колесную пару или конструкционной скорости, изменении схемы нагружения (по параметрам 1-5, 7-9, 13-17 таблицы 2).
6.4.2 Условия проведения типовых испытаний должны соответствовать условиям эксплуатации колесных пар по основным параметрам (статической и динамической нагрузкам от колесной пары на рельсы, скорости движения, силе тяги и торможения).
6.5 Правила отбора образцов для подтверждения соответствия колесных пар
Испытания на подтверждение соответствия колесных пар проводят на образцах, отобранных методом случайного отбора по ГОСТ 18321, прошедших приемо-сдаточные испытания. Количество образцов для испытаний на подтверждение соответствия колесных пар принимают не менее двух.
7 Методы испытаний
7.1 При приемо-сдаточных испытаниях соответствие требованиям настоящего стандарта определяют следующими средствами и методами.
7.1.1 Внешний вид и качество обработки поверхностей необходимо проверять визуальным осмотром с помощью образцов шероховатости поверхности по ГОСТ 9378 или профилометром. Контроль параметров шероховатости проводят в трех точках, равноудаленных друг от друга по окружности.
7.1.2 Погрешности, допустимые при измерении линейных размеров, - по ГОСТ 8.051.
При контроле размеров свыше 500 мм предельная погрешность применяемого конкретного средства измерений не должна превышать 1/3 значения допуска, установленного настоящим стандартом.
Радиальное и торцовое биения проверяют индикатором часового типа и определяют как среднеарифметическое значение результатов не менее трех измерений.
7.1.3 Значение натяга посадки сопрягаемых деталей определяют перед формированием колесной пары измерением посадочных диаметров их мест сопряжения микрометрическим нутромером по ГОСТ 868 и микрометрической скобой по ГОСТ 11098 в трех сечениях по длине посадки и в двух взаимно перпендикулярных плоскостях. За значение диаметра измеряемого места сопряжения деталей следует принимать среднее значение результатов из каждых шести измерений.
Допускается применение другого измерительного инструмента, обеспечивающего необходимую точность измерения.
7.1.4 Правильность фактических сочетаний конусообразностей посадочных поверхностей следует проверять сопоставлением результатов измерений по 7.1.3 по значениям измерений в двух крайних сечениях по длине посадки посадочных поверхностей в двух взаимно перпендикулярных плоскостях. За значение диаметра в крайнем сечении посадки следует принимать среднее значение из двух измерений в каждом сечении.
7.1.5 Ширину бандажа составного колеса измеряют в трех сечениях по окружности на расстоянии не менее 100 мм от крайних цифр маркировки.
7.1.6 Профиль бандажа (обода) колеса следует проверять соответствующим шаблоном с предельными отклонениями на его размеры ±0,1 мм. В допустимый зазор между шаблоном и профилем бандажа (обода) колеса не должен проходить щуп толщиной более 0,5 мм по поверхности катания и толщине гребня, 1 мм - по высоте гребня, при этом шаблон должен быть прижат к внутреннему торцу бандажа (обода) колеса.
7.1.7 Отсутствие поверхностных дефектов оси, колеса, бандажа, а также зубчатого колеса (венца) необходимо проверять методами визуального контроля по ГОСТ 23479, магнитного контроля по ГОСТ 21105, отсутствие внутренних дефектов - методом ультразвукового контроля по ГОСТ 12503. Отсутствие внутренних дефектов колесного центра необходимо проверять методом ультразвукового контроля по ГОСТ 12503, отсутствие поверхностных дефектов - методами визуального контроля по ГОСТ 23479, магнитного контроля по ГОСТ 21105 и акустического контроля - по ГОСТ 20415.
Примечание - При оценке результатов ультразвукового контроля используют идентифицирующие дефект образцы предприятия, имеющие действующие свидетельства о поверке.
7.1.8 Остаточный статический или динамический дисбаланс проверяют на колесной паре или раздельно по составным частям при формировании колесной пары в соответствии с приложением А.
7.1.9 Температуру нагрева деталей колесной пары перед их посадкой следует контролировать по диаграмме нагрева с использованием приборов и устройств, контролирующих повышение температуры, не допуская превышения ее предельного значения. Погрешность измерения - ±5 °C.
7.1.10 Прочность соединения деталей с осью необходимо проверять:
- при прессовом методе посадки - по форме диаграммы запрессовки и ее соответствию конечным усилиям запрессовки в соответствии с таблицей 1. Для проверки годности диаграмм запрессовки рекомендуется использовать накладной шаблон;
- при тепловом методе посадки - трехкратным приложением к соединению регламентированной контрольной осевой (сдвигающей) нагрузки, при этом записывают диаграммы нагружения.
Прочность посадки зубчатого колеса на удлиненную ступицу колесного центра проверяют контрольным моментом (на проворот) по 5.2.6, при этом записывают диаграммы нагружения.
Минимальный коэффициент запаса прочности [n] против проскальзывания в осевом направлении определяют расчетом с использованием метода конечных элементов по формуле
![]() ,
,
где - расчетное усилие сдвига соединения, кН (тс);
- минимальное конечное усилие запрессовки, кН (тс).
Отсутствие зон текучести в сопряжении колеса с осью должно обеспечиваться условием
![]() ,
,
где - предел текучести материала колес;
- расчетная максимальная величина тангенциальных напряжений, действующих в ступице колес.
Максимальную величину тангенциальных напряжений определяют с использованием метода конечных элементов.
(Измененная редакция, Изм. N 1).
7.1.11 Плотность посадки бандажа и обжатия бандажного кольца на каждой колесной паре следует проверять после остывания колеса обстукиванием слесарным молотком (ГОСТ 2310) по поверхности катания и бандажному кольцу не менее чем в четырех равноудаленных точках. Глухой звук не допускается.
7.1.12 Электрическое сопротивление следует проверять на колесной паре, установленной на опоры устройства, позволяющего измерять электрическое сопротивление между бандажами (ободьями) колес колесной пары по ГОСТ 31536.
(Измененная редакция, Изм. N 1).
7.1.13 Маркировку следует проверять визуальным методом. Колесная пара с нечитаемой маркировкой должна быть отбракована.
7.1.14 Методы контроля качества окрашивания колесных пар локомотивов по ГОСТ 31365, МВПС по - ГОСТ 12549.
7.1.15 Механические свойства и химический состав металла деталей колесных пар должны быть подтверждены документами о качестве предприятий - изготовителей заготовок (поковок).
7.2 При периодических испытаниях соответствие требованиям настоящего стандарта определяют следующими средствами и методами:
- качество обработки поверхностей деталей перед формированием колесной пары - контролем параметров шероховатости поверхности по ГОСТ 2789;
- качество упрочнения накатыванием - вырезанием из осей продольных шлифов в шейке, подступичной, средней части, а также выборочно в местах расположения галтелей по НД*, утвержденному в установленном порядке;
________________
* На территории Российской Федерации эти требования установлены в [1].
- прочность соединения бандажа с колесным центром - измерением фактических размеров соединения после снятия бандажа, расчетом значения натяга и сопоставлением с исходным значением натяга;
- механические свойства металла необходимо проверять на вырезанных образцах - колес по ГОСТ 10791, осей по ГОСТ 31334, колесных центров по ГОСТ 4491, бандажей по ГОСТ 398 или по другому утвержденному НД.
7.3 При типовых испытаниях соответствие требованиям настоящего стандарта определяют следующими средствами и методами.
7.3.1 Уменьшение фактического натяга (усадку) колесного центра необходимо определять измерением диаметров посадочных поверхностей сопрягаемых деталей в трех плоскостях под углом 120° по всей длине окружности, перед установкой и после снятия бандажа - по 7.2, при этом уменьшение натяга должно быть не более предусмотренного в 4.2.2.15.
7.3.2 Изменение расстояния между внутренними торцами бандажей колес от нагрева при торможении колодками о поверхности катания колес необходимо определять расчетным методом конечных элементов с идеализацией (разбивкой) колеса объемными элементами или экспериментальным методом, путем воспроизведения длительного режима торможения в течение 20 мин при коэффициенте нажатия тормозных колодок до 0,5 от максимального при скорости движения не ниже 40 км/ч на затяжных спусках и остановочных торможений, следующих за длительными.
7.3.3 Изменение расстояния между внутренними торцами бандажей колес вследствие уменьшения толщины бандажа (обода) из-за износа и ремонтных обточек профиля катания определяют расчетным методом конечных элементов с идеализацией (разбивкой) колеса объемными элементами или экспериментальным методом послойной обточки поверхности катания бандажа (обода) колеса от максимальной до предельной толщины, установленной в правилах технической эксплуатации железных дорог*.
________________
* На территории Российской Федерации эти требования установлены в [2].
7.3.4 Определение значения коэффициента запаса сопротивления усталости оси и колеса в составе колесной пары для конкретного ТПС с учетом действия технологических и эксплуатационных нагрузок - по ГОСТ 31373.
7.3.5 Определение значения предела выносливости оси и колеса в составе колесной пары для конкретного ТПС с учетом действия технологических и эксплуатационных нагрузок - по ГОСТ 31373.
7.3.6 Определение значения коэффициента запаса статической прочности оси и колес и вероятность (расчетная) безотказной работы оси и колес в составе колесной пары с учетом действия технологических и эксплуатационных нагрузок - по ГОСТ 31373.
7.4 Результаты испытаний записывают в протоколы испытаний.
Протокол испытаний должен содержать следующие данные:
- дату проведения испытаний;
- вид испытаний;
- обозначение колесной пары;
- средство измерения;
- результаты испытаний.
7.5 Применяемые средства измерений должны иметь свидетельства об утверждении типа и действующие свидетельства о поверке.
Применяемое оборудование должно быть аттестовано в соответствии с законодательством об обеспечении единства измерений.
8 Транспортирование и хранение
8.1 Колесные пары при погрузке их на железнодорожную платформу или автомашину с деревянными полами следует располагать симметрично продольной оси платформы (кузова), закрепляя колеса деревянными клиньями, прибитыми к доскам-прокладкам, прикрепленным к полу транспортного средства. Колесные пары должны быть прочно прикреплены к полу отожженной проволокой диаметром 6 мм во избежание возможных ударов колесных пар друг о друга. При транспортировании колесных пар на железнодорожной платформе или автомашине с металлическими полами колесные пары следует устанавливать на специальные опоры, которые неподвижно закрепляются на транспортном средстве.
8.2 При хранении и транспортировании колесной пары шейки предступичные части осей и венцы зубчатых колес должны быть покрыты антикоррозийным составом в соответствии с группами защиты 1-2, вариантом защиты ВЗ-1 по ГОСТ 9.014.
Перед транспортированием колесной пары шейки осей и зубья зубчатых колес должны быть защищены покрышками - поясами из деревянных планок, нанизанных на проволоку или веревку или прибитых к металлической или киперной ленте. Зубья зубчатых колес должны быть обернуты влагонепроницаемой бумагой и защищены от повреждения.
Металлическая лента, проволока и гвозди не должны касаться шейки оси.
При длительном хранении допускается дополнительно обертывать шейки и зубчатые колеса мешковиной, пергамином.
8.3 Осевые подшипники редуктора или тягового двигателя должны быть закрыты защитными кожухами, а подшипники рычагов реактивных моментов колесных пар дизель-поездов - обмотаны мешковиной.
8.4 При транспортировании и хранении не допускается:
- сбрасывать колесные пары и их элементы;
- захватывать крюками и цепями подъемных механизмов шейки и подступичные части осей колесных пар;
- хранить колесные пары на земле без установки на рельсы.
8.5 На каждую колесную пару отправителем должна быть прикреплена металлическая или деревянная табличка с выбитыми или нанесенными краской следующими данными:
- наименование отправителя;
- пункт назначения,
- номер колесной пары.
В случае поставки колесной пары с буксами на болт крепления передней крышки правой буксы должна быть прикреплена металлическая пластина с выбитым на ней номером колесной пары, если он не выбит на корпусе буксы или передней крышке.
9 Гарантии изготовителя
9.1 Изготовитель гарантирует соответствие колесных пар требованиям настоящего стандарта при условии соблюдения правил эксплуатации* и требований раздела 8.
________________
* На территории Российской Федерации эти требования установлены в [2].
9.2 Гарантийный срок по прочности соединения деталей (оси, колеса, колесного центра, зубчатого колеса) - 10 лет.
Примечание - Гарантия прекращается в случае переформирования колесной пары.
9.3 Гарантийные сроки эксплуатации деталей колесной пары:
- оси - по ГОСТ 31334;
- колес цельнокатаных - по ГОСТ 10791;
- литых колесных центров - по ГОСТ 4491;
- бандажей - по ГОСТ 398;
- зубчатых колес - по ГОСТ 30803;
- других деталей - по ТУ на конкретную деталь.
Примечание - Гарантийные сроки исчисляют с момента ввода в эксплуатацию колесной пары с указанием в формуляре даты установки колесной пары под ТПС.
10 Требования охраны труда
10.1 При осмотре, освидетельствовании и формировании колесных пар должны быть обеспечены требования безопасности труда по ГОСТ 12.3.002.
10.2 При проведении работ по формированию колесных пар должны быть предусмотрены меры защиты работающих и окружающей среды от воздействия опасных и вредных производственных факторов по ГОСТ 12.0.003.
10.3 Содержание вредных веществ в воздухе рабочей зоны не должно превышать предельно допустимых концентраций, установленных в НД*, утвержденном уполномоченным национальным органом исполнительной власти.
________________
* На территории Российской Федерации эти требования установлены в гигиенических нормативах "Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны" (ГН 2.2.5.1313-03), утвержденных Министерством здравоохранения Российской Федерации 27.04.2003 г.
10.4 Работы, связанные с производством и испытанием колесных пар, необходимо проводить в помещениях, оборудованных приточно-вытяжной вентиляцией по ГОСТ 12.4.021.
10.5 Показатели микроклимата производственных помещений должны соответствовать требованиям НД*, утвержденном уполномоченным национальным органом исполнительной власти.
________________
* На территории Российской Федерации эти требования установлены в "Гигиенических требованиях к микроклимату производственных помещений. Санитарные правила и нормы" (СанПиН 2.2.4.548-96), утвержденных Госкомсанэпидемнадзором России 01.10.1996 г.
10.6 Уровень шума и вибрации на рабочих местах не должен превышать норм, установленных в НД*, утвержденном уполномоченным национальным органом исполнительной власти.
________________
* На территории Российской Федерации эти требования установлены в "Гигиенических требованиях к микроклимату производственных помещений. Санитарные правила и нормы" (СанПиН 2.2.4.548-96), утвержденных Госкомсанэпидемнадзором России 01.10.1996 г.
10.7 Освещенность производственных помещений и рабочих мест должна соответствовать требованиям строительных норм и правил [3].
10.8 Персонал, занятый на производстве колесных пар, должен быть обеспечен индивидуальными средствами защиты по ГОСТ 12.4.011.
Приложение А
(обязательное)
Проверка остаточных статического и динамического дисбалансов
А.1 Проверка остаточного статического дисбаланса
Остаточный статический дисбаланс проверяют установкой опорных шеек технологических осей (колеса или колесного центра) или буксовых шеек колесной пары на горизонтальные "ножевые" опоры балансировочного стенда. При самопроизвольной остановке колеса, колесного центра или колесной пары на "ножевых" опорах стенда радиус-вектор дисбаланса центра масс направлен вниз (рисунок А.1, а).
Для определения остаточного статического дисбаланса подбирают и прикрепляют к верхней части колеса, колесного центра или одного из колес колесной пары на радиусе корректирующую массу
так, чтобы ее дисбаланс был равен исходному дисбалансу (рисунок А.1, б):
![]() .
.
При равенстве дисбалансов колесо, колесный центр или колесная пара имеют состояние равновесия на горизонтальных "ножевых" опорах стенда в любом ее положении при повороте относительно оси вращения.
Остаточный статический дисбаланс колеса, колесного центра или колесной пары , кг·см, вычисляют по формуле
![]() . (А.1)
. (А.1)
Вычисленный по формуле (А.1) остаточный статический дисбаланс сравнивают с допустимыми значениями по 4.2.2.14, 4.3.10, 4.3.11, 4.3.13.
При превышении допустимого значения остаточного статического дисбаланса колеса, колесного центра или колесной пары их подвергают дополнительной местной обточке или прикрепляют корректирующую массу с последующей повторной проверкой.
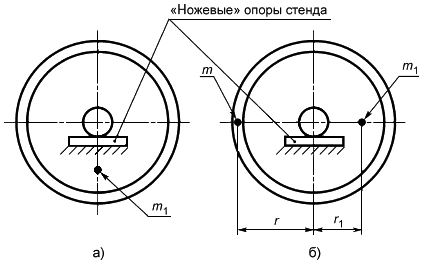
- неуравновешенная масса колесной пары;
- корректирующая масса;
,
- расстояние от оси вращения до центра масс
Рисунок А.1 - Схема статического уравновешивания колесной пары
(Измененная редакция, Изм. N 1).
А.2 Проверка остаточного динамического дисбаланса
Динамический дисбаланс проверяют на колесной паре, установленной на балансировочном стенде. Стенд должен обеспечивать регистрирование дисбаланса не менее 0,2 максимального значения, установленного требованиями настоящего стандарта.
Значения остаточного динамического дисбаланса колесной пары определяют измерением динамического воздействия сил инерции вращающихся масс колесной пары с установленными оборотами и фиксацией их значения и направления в плоскости колес. Для этого стенд оборудуют соответствующими измерительными датчиками и регистрирующей аппаратурой.
Полученные значения остаточного динамического дисбаланса колесной пары сравнивают с допустимыми значениями по 4.3.12, 4.3.10, 4.3.11, 4.3.13.
При превышении допустимого значения остаточного динамического дисбаланса его устраняют местной обточкой колеса, для колесных центров коробчатого сечения или со спицевыми колесными центрами - присоединением к колесному центру корректирующей массы, с последующей повторной проверкой.
(Измененная редакция, Изм. N 1).
Библиография
[1] ТИ 32 ЦТ-ВНИИЖТ-95 | Технологическая инструкция по упрочнению накатыванием роликами осей колесных пар локомотивов и моторных вагонов, утвержденная МПС России 19.04.1995 г. | |
[2] Правила технической эксплуатации железных дорог Российской Федерации, утвержденные Минтрансом России 21 декабря 2010 г., приказом N 286 | ||
[3] Строительные нормы и правила СНиП 23-05-95 | Естественное и искусственное освещение, приняты Межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строительстве в качестве межгосударственных строительных норм 20 апреля 1995 г. | |
Электронный текст документа
и сверен по:
, 2012
Редакция документа с учетом
изменений и дополнений подготовлена
