ГОСТ 11012-2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПЛАСТМАССЫ
Метод испытания на абразивный износ
Plastics. Method of test for resistance to abrasion
МКС 83.080
Дата введения 2018-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Автономной некоммерческой организацией "Центр нормирования, стандартизации и классификации композитов (АНО "Стандарткомпозит"), АО "Институт пластмасс" и Объединением юридических лиц "Союз производителей композитов" ("Союзкомпозит")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 230 "Пластмассы, полимерные материалы, методы их испытаний"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 1 июня 2017 г. N 51)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TG | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 9 августа 2017 г. N 848-ст межгосударственный стандарт ГОСТ 11012-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2018 г.
5 ВЗАМЕН ГОСТ 11012-69
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на пластмассы и устанавливает метод испытания пластмасс на истирание (износ) шлифовальной шкуркой.
Стандарт не распространяется на ячеистые пластмассы, а также на пленки и покрытия толщиной менее 3 мм.
Сущность метода заключается в определении уменьшения объема образца в результате истирания.
Показатель истирания предназначен для сравнительной оценки износа пластмасс при абразивном истирании без смазки.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 344-85 Шкурка шлифовальная бумажная для контроля истираемости резины. Технические условия
ГОСТ 12423-2013 (ISO 291:2008) Пластмассы. Условия кондиционирования и испытания образцов (проб)
ГОСТ 13344-79 Шкурка шлифовальная тканевая водостойкая. Технические условия
ГОСТ 14359-69 Пластмассы. Методы механических испытаний. Общие требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Аппаратура и материалы
3.1 Для испытания пластмасс на абразивный износ применяют испытательную машину, схема которой приведена на рисунке 1. Рекомендуемые типы испытательных машин приведены в приложении А.
|
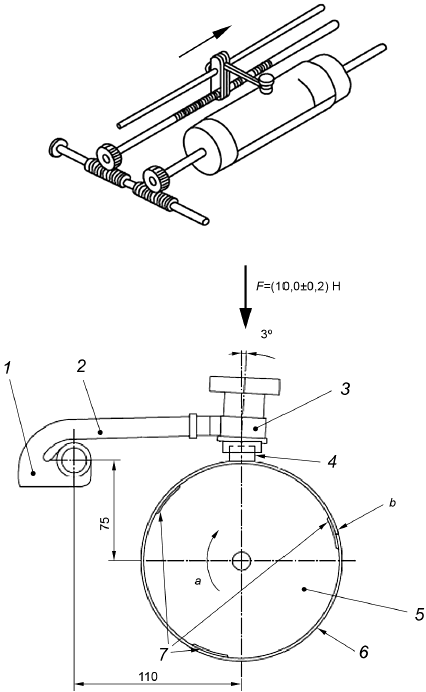
1 - салазки; 2 - поворотный рычаг; 3 - патрон для крепления образца; 4 - испытуемый образец; 5 - вращающийся цилиндр 150-170 мм; 6 - шлифовальная шкурка; 7 - двусторонняя клеящая лента; F - вертикальная нагрузка; a - скорость вращения 40 об/мин; b - ширина стыка 2 мм
Рисунок 1 - Схема испытательной машины
Испытательная машина состоит из следующих частей:
- вращающегося цилиндра 5 диаметром 150-170 мм, предназначенного для крепления на нем шлифовальной шкурки 6 по ГОСТ 344. Скорость вращения цилиндра должна составлять (40±1) об/мин; длина цилиндра должна быть такой, чтобы путь истирания по винтовой линии был не менее 15 м;
- патрона 3 для крепления в нем испытуемого образца 4 с устройством для регулировки длины образца, выступающего из патрона.
Допускается применение съемных держателей для жесткого крепления в них образцов круглого или квадратного сечения (см. рисунок 2). Патрон монтируют на поворотном рычаге 2, который, в свою очередь, крепят к механизму с салазками 1, обеспечивающему равномерное перемещение образца вдоль образующей цилиндра на расстояние (10±1) мм за время одного оборота цилиндра, при этом истирание каждый раз происходит по свежему участку шлифовальной шкурки. Допускается перемещение образца вдоль образующей цилиндра на расстояние (4,2±0,4) мм;
|
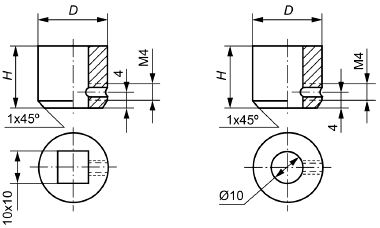
Диаметр D и высота H держателей зависят от конструкции испытательной машины
Рисунок 2 - Схема съемных держателей образца для испытания
- нагружающего устройства, обеспечивающего приложение регулируемой нагрузки F от 9,81 до 49,05 Н перпендикулярно к истирающей поверхности. Нагрузка на образец создается сменными грузами, которые помещают на патрон для крепления образца;
- устройств, обеспечивающих плотное закрепление шлифовальной шкурки на боковой поверхности цилиндра (без вздутий и перекосов), представляющих собой разъемные кольца (по краям приклеенной шкурки), продольной планки или двусторонней клеящей ленты 7.
Примечания
1 Рекомендуется закреплять шлифовальную шкурку на боковой поверхности цилиндра с помощью трех полосок двусторонней клеящей ленты шириной примерно 50 мм и толщиной не более 0,2 мм, расположенных на одинаковом расстоянии друг от друга по всей длине цилиндра. Одна из полосок должна быть расположена в месте стыка краев шлифовальной шкурки, ширина стыка не должна превышать 2 мм.
2 Допускается крепление шлифовальной шкурки к цилиндру с помощью зажимной планки, расположенной в соответствующем пазу корпуса цилиндра по его образующей. В этом случае испытательная машина должна иметь специальное устройство, поднимающее патрон при подходе образца к планке и опускающее его без удара после прохождения планки.
3 Рекомендуется предусматривать в испытательной машине устройство, поднимающее образец или отключающее прибор после прохождения образцом заданного числа оборотов.
3.2 Шлифовальная шкурка - по ГОСТ 344 или ГОСТ 13344.
3.3 Весы, обеспечивающие взвешивание образца для испытания в граммах с точностью до третьего десятичного знака.
4 Образцы для испытания
4.1 Для испытания применяют образцы следующих форм и размеров:
- прямоугольную призму со стороной (10,0±0,4) мм, высотой 10-20 мм;
- цилиндр диаметром (10,0±0,4) мм, высотой 10-20 мм;
- составной образец, представляющий собой прямоугольную призму или цилиндр тех же размеров, состоящий из слоя испытуемой пластмассы толщиной не менее 3 мм, прикрепленной к основанию из твердого материала.
Крепление испытуемого слоя пластмассы к основанию осуществляют склеиванием или механическим способом. При этом клей не должен изменять свойства испытуемой пластмассы, а истирание не должно затрагивать слой клея. При механическом креплении не допускается наличие прикрепляющих деталей на части образца, выступающей из патрона или держателя и подвергаемой истиранию.
4.2 Форма испытуемого образца и режим его изготовления - в соответствии с нормативным документом или технической документацией на материал.
4.3 На истираемой поверхности образца не должно быть раковин, сколов, пор, заусенцев, вздутий и других дефектов, видимых невооруженным глазом.
4.4 Количество образцов для испытания, взятых от одной партии пластмассы, - не менее трех.
5 Кондиционирование
Условия кондиционирования образцов для испытания - в соответствии с нормативным документом или технической документации на материал. При отсутствии таких указаний выбирают условия кондиционирования, приведенные в ГОСТ 12423, если иное не согласовано между заинтересованными сторонами.
Рекомендуемые условия кондиционирования - атмосфера 23/50 по ГОСТ 12423, за исключением случаев, когда известно, что влажность не влияет на свойства материала, в этом случае контроль влажности не требуется.
6 Проведение испытания
6.1 Испытания проводят в тех же условиях, в которых проводили кондиционирование.
6.2 Для истирания образцов применяют шлифовальную шкурку по ГОСТ 344.
Допускается применять другую шкурку, если это указано в нормативном документе или технической документации на материал или согласовано между заинтересованными сторонами.
6.3 Истирание образцов проводят при нагрузке 19,62 Н.
6.4 Путь истирания образца должен быть кратным целому числу оборотов цилиндра и составлять не менее 10 м.
6.5 Допускается проводить истирание при других нагрузках в пределах 9,81-49,05 Н и при других величинах пути истирания, если они предусмотрены в соответствующих нормативных документах или технической документации на материал. При этом следует руководствоваться величиной потери массы образца, которая должна составлять 0,01-0,20 г. При истирании образцов из слоистых пластиков, когда истирание образца происходит параллельно слоям, минимальная величина износа по высоте образца должна превышать толщину слоев наполнителя не менее чем в пять раз и составлять не менее 0,01 г.
6.6 Испытание образца включает следующее:
- определение плотности образца путем его взвешивания и измерения его объема;
- притирку образца к истирающей поверхности с последующим взвешиванием;
- истирание на заданном пути;
- определение потери массы после истирания.
6.7 Для проведения притирки образец закрепляют в патроне или держателе испытательной машины, задают нагрузку 19,62 Н и включают машину.
Часть образца, подлежащая истиранию, должна выступать за нижний край патрона или держателя не менее чем на (3,0±0,5) мм.
При испытании образцов из слоистых пластмасс, если истирание образца происходит параллельно слоям, высота выступающей части образца должна превышать толщину одного слоя наполнителя не менее чем в 10 раз и составлять не менее 2,5 мм.
Притирку образца считают законченной, если на всей поверхности образца, подвергаемой истиранию, появляются следы износа.
Примечание - Допускается осуществлять притирку образца на участке шлифовальной шкурки, где ранее проводилось истирание предыдущих испытуемых образцов.
6.8 Притертый образец очищают волосяной щеткой от пыли и продуктов износа. Продукты износа, не отделившиеся от образца и образующие "бахрому" по краям истирающейся поверхности образца, срезают.
Взвешивают притертый образец, записывая результат взвешивания в граммах с точностью до третьего десятичного знака.
В случае применения съемного держателя образца взвешивание образца для испытания проводят вместе с держателем.
6.9 Истирание образца проводят по свежей поверхности шкурки после установления взвешенного образца в патрон машины в таком же положении, как и до притирки; нагрузка и путь истирания - в соответствии с 6.3 и 6.4.
6.10 По окончании испытания образец вынимают из патрона испытательной машины. Образец очищают от пыли и продуктов износа, а затем взвешивают, записывая результат взвешивания в граммах с точностью до третьего десятичного знака.
В случае применения съемного держателя образца взвешивание образца для испытания проводят вместе с держателем.
7 Обработка результатов испытания
7.1 За показатель истирания образца пластмассы принимают величину уменьшения его объема, (мм) на 1 м пути истирания.
Показатель истирания каждого образца пластмассы , мм
/м, вычисляют по формуле
![]() , (1)
, (1)
где - масса образца для испытания до истирания, г;
- масса образца для испытания после истирания, г;
- плотность образца, г/см
;
- длина пути истирания, м.
Длину пути истирания , м, вычисляют по формуле
, (2)
где - число оборотов цилиндра испытательной машины за время испытания;
- длина пути истирания за один оборот цилиндра, м.
7.2 За результат испытания (показатель истирания пластмассы) принимают среднеарифметическое значение показателей истирания всех испытанных образцов, округленное до первого десятичного знака.
8 Протокол испытания
Протокол испытания должен содержать:
- ссылку на настоящий стандарт;
- описание испытуемого материала, включая его обозначение, наименование изготовителя, номер партии;
- количество образцов, взятых для испытания;
- показатель истирания (износа) каждого образца;
- показатель истирания (износа) пластмассы;
- стандартное отклонение среднего значения по ГОСТ 14359;
- условия кондиционирования образцов для испытания и проведения испытания;
- дату проведения испытания.
Приложение А
(справочное)
Рекомендуемые типы испытательных машин
Для проведения испытания в соответствии с настоящим стандартом рекомендуется использовать следующие испытательные машины.
А.1 Модифицированная абразивная машина типа "Шоппер", предназначенная для истирания резины. Модификация машины заключается в замене шестерни и червяка для обеспечения подачи суппорта на 10 мм за один оборот (вместо 4 мм в заводском варианте).
А.2 Машина марки МПИ-1 или МПИ-2 для определения абразивного износа пластмасс. Машина, предназначенная для проведения испытаний пластмасс на износ по свежему следу шлифовальной шкурки и позволяющая измерять силу трения в процессе истирания, состоит из корпуса, цилиндра, суппорта и коробки скоростей. Истирающий цилиндр 9 (см. рисунок А.1), смонтированный горизонтально на двух опорах, приводится через коробку скоростей в движение электродвигателем 4. Длина рабочей части цилиндра - 460 мм. Диаметр цилиндра с закрепленной на нем шлифовальной шкуркой - 160 мм.
|
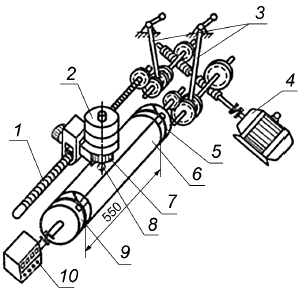
1 - ходовой винт; 2 - сменные грузы; 3 - ручки переключения скоростей; 4 - электродвигатель; 5 - хомуты; 6 - шлифовальная шкурка; 7 - патрон для крепления образца; 8 - образец; 9 - истирающий цилиндр; 10 - счетчик
Рисунок А.1 - Схема машины марки МПИ-1 или МПИ-2
Шлифовальную шкурку 6 крепят следующим образом: заготовку шлифовальной шкурки в виде листа, форма и размеры которого приведены на рисунке А.2, закрепляют на цилиндре хомутами 5, которые охватывают выступающие части шлифовальной шкурки. Затем путем поворота цилиндра лист шлифовальной шкурки наматывают на цилиндр, обернув его два раза, при этом необходимое натяжение создают вручную. Место стыка шкурки склеивают клеем.
Параллельно цилиндру смонтирован ходовой винт 1, который также приводят во вращение электродвигателем 4 через коробку скоростей, используя ручки 3.
Вращение цилиндра и ходового винта координировано таким образом, что одному обороту цилиндра соответствует продольное перемещение образца 8, закрепленного в патрон 7 суппорта, при этом истирание происходит всегда по свежему участку шлифовальной шкурки. Нагрузка на образец создается сменными грузами 2, накладываемыми сверху на патрон 7.
Коробка скоростей позволяет установить две скорости вращения цилиндра (0,25 и 1,00 м/с) и четыре скорости подачи суппорта (0; 1; 5 и 10 мм за один оборот цилиндра). Переключение скоростей вращения цилиндра и подачи суппорта осуществляют с помощью ручек 3, выведенных на наружную стенку машины. Число оборотов цилиндра задается и фиксируется счетчиком 10. Машина имеет обратный ход для возвращения суппорта в первоначальное положение.
|
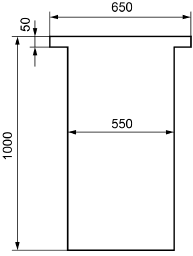
Рисунок А.2 - Заготовка шлифовальной шкурки
А.3 Кроме указанных выше специальных испытательных машин, для проведения испытания можно использовать токарный станок с закрепленным на нем цилиндром нужного диаметра при условии, что скорость вращения цилиндра и величина подачи суппорта отвечают требованиям настоящего стандарта.
УДК 678.5.001.4:006.354 | МКС 83.080 |
Ключевые слова: пластмассы, метод испытания, абразивный износ, испытательная машина | |
Электронный текст документа
и сверен по:
, 2017
