ГОСТ 11012-69
Группа Л08*
_______________________
* Группа стандарта.
Измененная редакция, Изм. N 1.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛАСТМАССЫ
Метод испытания на абразивный износ
Plastics. Method of test for resistance to abrasion
ОКСТУ 2209*
______________
* Введено дополнительно, Изм. N 1.
Дата введения 1969-07-01
РАЗРАБОТАН Научно-исследовательским институтом пластических масс (НИИПМ)
Зам. директора по научной работе Пашков А.Б.
Руководители темы - Коврига В.В., Гурарий М.Г.
Исполнитель Радюкевич О.В.
ВНЕСЕН Министерством химической промышленности СССР
Зам. министра Юницкий В.П.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Отделом химии и нефтепродуктов Комитета стандартов, мер и измерительных приборов при Совете Министров СССР
Начальник отдела Поволоцкий Л.И.
Ст. инженер Жарова Л.К.
Отделом химии и нефтепродуктов Всесоюзного научно-исследовательского института стандартизации (ВНИИС)
Начальник отдела Медведева Т.В.
Ст. инженер Дунаева Т.В.
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 25/IX 1968 г. (протокол N 119)
Председатель Научно-технической комиссии зам. председателя Комитета Милованов А.П.
Зам. председателя Научно-технической комиссии член Комитета Богатов А.В.
Члены комиссии - Данилова В.С., Ленарский Ю.И., Медведева Т.В., Поволоцкий Л.И., Степанов А.В.
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 2/I 1969 г. N 44
ВЗАМЕН ГОСТ 11012-64
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 05.06.87 N 1879 с 01.01.88
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 9, 1987 год
Настоящий стандарт распространяется на пластмассы и устанавливает метод испытания пластмасс на истирание (износ) шлифовальной шкуркой.
Стандарт не распространяется на газонаполненные, ячеистые пластмассы, а также на пленки и покрытия, имеющие толщину менее 2 мм.
Сущность метода заключается в определении уменьшения объема образца в результате истирания.
Показатель истирания предназначен для сравнительной оценки износа пластмасс при абразивном истирании без смазки.
(Измененная редакция, Изм. N 1).
1. АППАРАТУРА И МАТЕРИАЛЫ
1.1. Для испытания пластмасс на абразивный износ применяют испытательную машину, схема которой приведена на черт.1.
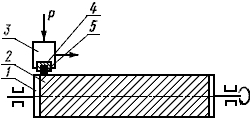
Черт.1
Испытательная машина состоит из следующих частей:
вращающегося цилиндра 1 диаметром 150-170 мм, предназначенного для крепления на нем шлифовальной шкурки 2 (ГОСТ 344-85). Окружная скорость поверхности цилиндра должна составлять 0,30±0,05 м/сек; длина цилиндра должна быть такой, чтобы путь истирания по винтовой линии был не менее 15 м;
патрона 3 для съемного держателя 4 с закрепленным в нем образцом 5;
нагружающего устройства, обеспечивающего приложение регулируемой нагрузки () от 9,81 до 49,05 Н (от 1 до 5 кгс) перпендикулярно истирающей поверхности;
механизма, обеспечивающего равномерное перемещение патрона вдоль образующей цилиндра на расстояние 10+1 мм за время одного оборота цилиндра;
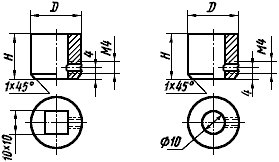
съемных держателей двух типов для жесткого крепления в них образцов круглого или прямоугольного сечения (черт.2);
и
согласовать с конструкцией машины.
Черт.2
устройств, обеспечивающих плотное закрепление шлифовальной шкурки на боковой поверхности цилиндра (без вздутий и перекосов), - разъемных колец (по краям приклеенной шкурки), продольной планки и т.д.
(Измененная редакция, Изм. N 1).
1.2. При креплении шлифовальной шкурки к цилиндру жесткой планкой, расположенной по его образующей, машина должна иметь специальное устройство, поднимающее патрон при подходе образца к планке и опускающее его без удара после прохождения планки.
1.3. Рекомендуется предусматривать в машине устройство, поднимающее образец либо отключающее прибор после прохождения образцом заданного числа оборотов.
1.4. Шлифовальная шкурка по ГОСТ 344-85 и пп.3.1-3.3 настоящего стандарта. Для испытания применяют шкурку в рулоне.
1.5. Эталоны из металлического цинка марки ЦВ по ГОСТ 3640-79*. Эталон служит для оценки истирающей способности шкурки. Он должен иметь форму и размеры, одинаковые с образцами. Величина нужной твердости достигается термообработкой заготовки.
_____________
* На территории Российской Федерации действует ГОСТ 3640-94. - .
1.3-1.5. (Измененная редакция, Изм. N 1).
2. ПОДГОТОВКА К ИСПЫТАНИЮ*
______________
* Наименование раздела. Измененная редакция, Изм. N 1.
2.1. В качестве образцов пластмассы для испытания используют:
брусок квадратного сечения (10,0±0,4)х(10,0±0,4) мм, высотой 10-20 мм;
цилиндр диаметром 10±0,4 мм, высотой 10-20 мм;
составной образец в виде бруска или цилиндра тех же размеров, состоящий из слоя испытуемой пластмассы толщиной не менее 2 мм, прикрепленной к основанию из другого твердого материала.
Крепление испытуемого слоя к основанию осуществляют склеиванием или механическим способом. При этом клей не должен изменять свойства испытуемой пластмассы, а истирание не должно затрагивать слой клея. При механическом креплении не допускается наличие прикрепляющих деталей на части образца, выступающей из держателя и подвергаемой истиранию.
(Измененная редакция, Изм. N 1).
2.2. Форма испытуемого образца и режим его изготовления должны быть оговорены в стандартах и технических условиях на пластмассу.
2.3. На истираемой поверхности образца не должно быть раковин, сколов, пор, заусенцев, вздутий и других дефектов, видимых невооруженным глазом.
2.4. Количество образцов, взятых от одной партии пластмассы или вырезанных из одного эталона, должно быть не менее трех.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
3.1. Перед испытанием образцов истирающую способность каждого рулона шкурки определяют нахождением для него фактической величины показателя истирания эталона. За величину показателя истирания рулона шкурки берут среднее арифметическое значение показателей истирания эталона, определенных на трех кусках шкурки, вырезанных в начале, середине и конце рулона.
3.2. Шкурка с истирающей способностью, которая обеспечивает величину показателя истирания эталона в 1,20±0,02 мм/м, определяемую настоящим методом испытания, условно называется эталонной. Для эталонной шкурки коэффициент пересчета
1 (п.3.7).
3.3. Шкурка, которая не отвечает вышеуказанным требованиям, условно называется неэталонной. Она может быть использована для испытания только после определения для нее коэффициента пересчета (п.3.7).
3.4. За показатель истирания эталона принимают величину уменьшения объема его в кубических миллиметрах на 1 м пути истирания. Показатель истирания эталона () в мм
/м вычисляют по формуле:
![]() ,
,
где: - вес эталона с держателем до истирания в г;
- вес эталона с держателем после истирания в г;
- плотность эталона в г/см
;
- длина пути истирания в м (п.3.6).
3.5. Истирание образца и эталона проводят при нагрузке 19,62 Н (2 кгс).
(Измененная редакция, Изм. N 1).
3.6. Путь истирания образца и эталона должен быть кратным целому числу оборотов цилиндра и составлять не менее 10 м.
Длину пути истирания () в метрах вычисляют по формуле:
![]() ,
,
где: - длина пути истирания за один оборот цилиндра, определенная с учетом перенесения образца через планку, прикрепляющую шкурку, в м;
- число оборотов цилиндра машины за время испытания.
3.7. Коэффициент пересчета (), характеризующий истирающую способность рулона неэталонной шкурки, определяют по формуле:
![]() ,
,
где - среднее арифметическое показателей истирания эталона на образцах шкурки, вырезанных в начале, середине и конце рулона, в мм
/м.
3.8. Испытание образца включает следующее:
определение плотности взвешиванием и измерением объема с погрешностью не более 0,01 г/см;
притирку к истирающей поверхности с последующим взвешиванием;
истирание на определенном пути;
определение потери веса при истирании.
3.9. Для проведения притирки образец закрепляют в соответствующем держателе, устанавливают держатель в патроне машины, задают нагрузку в 19,62 Н (2 кгс) и машину пускают в ход.
Часть образца, подлежащая истиранию, должна выступать за нижний край держателя на 3±0,5 мм.
При испытании образцов из слоистых пластмасс, если трение образца происходит параллельно слоям, высота выступающей части должна превышать толщину одного слоя наполнителя не менее чем в 10 раз и составлять не менее 2,5 мм.
Притирка образца считается законченной, если на всей поверхности образца, подвергаемой истиранию, появляются следы износа.
Примечание. Допускается осуществлять притирку образца на участке шлифовальной шкурки, где ранее проводилось истирание предыдущих образцов испытуемой пластмассы.
3.8, 3.9. (Измененная редакция, Изм. N 1).
3.10. Притертый образец, не вынимая из держателя, очищают волосяной щеткой от пыли и продуктов износа. Продукты износа, не отделившиеся от образца и образующие "бахрому" по краям истирающейся поверхности образца, срезают.
Держатель с образцом взвешивают с точностью до 0,001 г.
3.11. Истирание образца проводят по свежей поверхности шкурки, после установления взвешенного держателя с образцом в патрон машины в том же положении, как и до притирки, при нагрузке и пути истирания, предусмотренными в пп.3.5 и 3.6.
Допускается проводить истирание при других нагрузках в пределах 9,81-49,05 Н (1-5 кгс) и при других величинах пути истирания, если они предусмотрены в соответствующих стандартах и технических условиях на пластмассы. При этом следует руководствоваться величиной потери веса образца, которая должна составлять от 0,01 г до 0,20 г. При истирании слоистых пластмасс, когда трение образца происходит параллельно слоям, минимальная величина износа по высоте образца должна превышать толщину слоев наполнителя не менее чем в пять раз и составлять не менее 0,01 г.
(Измененная редакция, Изм. N 1).
3.12. По окончании испытания держатель с образцом вынимают из патрона машины. Образец, не вынимая из держателя, очищают от пыли и продуктов износа, а затем взвешивают с точностью до 0,001 г.
3.13. Притирку образца и его истирание проводят в помещении при температуре воздуха 20±5 °С и относительной влажности 65±5%.
4. ОБРАБОТКА РЕЗУЛЬТАТОВ ИСПЫТАНИЯ
______________
* Наименование раздела. Измененная редакция, Изм. N 1.
4.1. За показатель истирания образца пластмассы принимают величину уменьшения объема его в кубических миллиметрах на 1 м пути истирания.
Показатель истирания каждого образца пластмассы () в мм
/м вычисляют по формуле:
![]() ,
,
где: - коэффициент пересчета, характеризующий истирающую способность рулона шкурки (п.3.7);
- вес испытуемого образца с держателем до истирания в г;
- вес испытуемого образца с держателем после истирания в г;
- плотность образца в г/см
;
- длина пути истирания в м (п.3.6).
4.2. За результат испытания пластмассы на истирание (износ) принимают среднее арифметическое полученных показателей истирания (износа) всех испытываемых образцов.
4.3. (Исключен, Изм. N 1).
4.4. Запись результатов испытания оформляют протоколом, в котором указывают:
наименование и марку пластмассы;
наименование предприятия-поставщика;
количество образцов, взятых для испытания;
показатель истирания (износа) каждого образца;
показатель истирания (износа) пластмассы;
показатель оценки среднего квадратического отклонения - по ГОСТ 8.107-81;
дату испытания, температуру и относительную влажность воздуха в помещении;
номер настоящего стандарта.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ
к ГОСТ 11012-69
Для проведения испытания в соответствии с данным стандартом рекомендуется использовать следующие машины:
1. Модифицированная абразивная машина типа "Шоппер", предусмотренная для истирания резины.
Модификация машины заключается в замене шестерни и червяка для обеспечения подачи суппорта за один оборот на 10 мм (вместо 4 мм в заводском варианте).
2. Машина марки МПИ-1 или МПИ-2 для определения абразивного износа пластмасс.
Машина, предназначенная для проведения испытаний пластмасс на износ по свежему следу шлифовальной шкурки и позволяющая измерять силу трения в процессе истирания, состоит из корпуса, цилиндра, суппорта и коробки скоростей.
Истирающий цилиндр 9 (черт.1), смонтированный горизонтально на двух опорах, приводится через коробку скоростей в движение электродвигателем 4. Длина рабочей части цилиндра 460 мм. Диаметр цилиндра с закрепленной на нем шлифовальной шкуркой 160 мм.
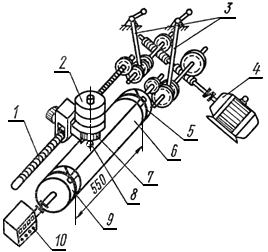
Черт.1
Шлифовальную шкурку 6 крепят следующим образом. Заготовка в виде листа, форма и размеры которого представлены на черт.2, закрепляется на цилиндре хомутами 5, которые охватывают выступающие части шлифовальной шкурки. Затем путем поворота цилиндра лист шлифовальной шкурки наматывают на цилиндр, обернув его два раза, при этом необходимое натяжение создают вручную. Место стыка шкурки склеивают клеем.
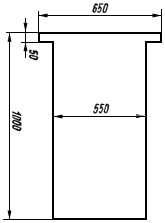
Черт.2
Параллельно цилиндру смонтирован ходовой винт 1, который приводят во вращение также электродвигателем 4 через коробку скоростей.
Вращение цилиндра и винта координировано таким образом, что одному обороту цилиндра соответствует продольное перемещение образца 8, закрепленного в патрон 7 суппорта, при этом истирание происходит все время по свежему участку шлифовальной шкурки. Нагрузка на образец создается сменными грузами 2, накладываемыми сверху на патрон 7.
Коробка скоростей позволяет установить две окружные скорости вращения цилиндра (0,25 и 1 м/сек) и четыре скорости подачи суппорта (0; 1; 5 и 10 мм за один оборот цилиндра). Переключение скоростей вращения цилиндра и подачи суппорта осуществляется с помощью ручек 3, выведенных на наружную стенку машины. Число оборотов цилиндра задается и фиксируется счетчиком 10. Машина имеет обратный ход для возвращения суппорта в первоначальное положение.
3. Кроме указанных выше специальных испытательных машин, для проведения испытания можно использовать токарный станок с закрепленным на нем цилиндром нужного диаметра при условии, что скорость вращения цилиндра и величина подачи суппорта отвечают требованиям настоящего стандарта.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1969
Редакция документа с учетом
изменений и дополнений
подготовлена
