ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ

НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТ Р
71380— 2024
ПЛАСТИНЫ ПОЛУПРОВОДНИКОВЫЕ И ДИЭЛЕКТРИЧЕСКИЕ
Метод контроля закругленности края
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р 71380—2024
Предисловие
1 РАЗРАБОТАН Акционерным обществом «Российский научно-исследовательский институт «Электронстандарт» (АО «РНИИ «Электронстандарт»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 303 «Электронная компонентная база, материалы и оборудование»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 мая 2024 г. № 596-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
©Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р 71380—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПЛАСТИНЫ ПОЛУПРОВОДНИКОВЫЕ И ДИЭЛЕКТРИЧЕСКИЕ
Метод контроля закругленности края
Semiconductor and dielectric plates. Edge roundness control method
Дата введения — 2025—03—01
1 Область применения
Настоящий стандарт распространяется на полупроводниковые и диэлектрические пластины, применяемые для изготовления изделий электронной компонентной базы, и устанавливает метод теневой проекции для контроля закругленности края пластин на различных стадиях технологического процесса их изготовления.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.040 Система стандартов безопасности труда. Лазерная безопасность. Общие положения
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.3.019 Система стандартов безопасности труда. Испытания и измерения электрические. Общие требования безопасности
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 3749 Угольники поверочные 90°. Технические условия
ГОСТ 9038 Меры длины концевые плоскопараллельные. Технические условия
ГОСТ 10905 Плиты поверочные и разметочные. Технические условия
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
Издание официальное
1
ГОСТ Р 71380—2024
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 пластина: Часть кристалла, ограниченная двумя параллельными плоскостями, толщина которых меньше ее других размеров.
3.2 край пластины: Периферийная кольцевая зона пластины.
4 Сущность метода
Метод основан на формировании увеличенного теневого изображения края пластины и сопоставлении его с полем допусков калибра, в которое должен вписываться контур края пластин.
5 Общие требования к проведению контроля
5.1 Требования к условиям проведения контроля
5.1.1 Контроль пластин проводят в нормальных климатических условиях, если другие требования не установлены в стандартах и ТУ на пластины:
- температура воздуха от 15 °C до 35 °C;
- относительная влажность воздуха от 45 % до 80 %;
- атмосферное давление от 86 до 106 кПа (от 645 до 795 мм рт.ст.).
5.2 Требования к оборудованию, средствам контроля и оснастке
5.2.1 Проекционная установка, схема которой представлена на рисунке 1.
Установка должна обеспечивать получение резкого изображения края пластины (размытость не более 0,5 мм) с увеличением не менее 50х на экране с освещенностью не менее 5 лк.
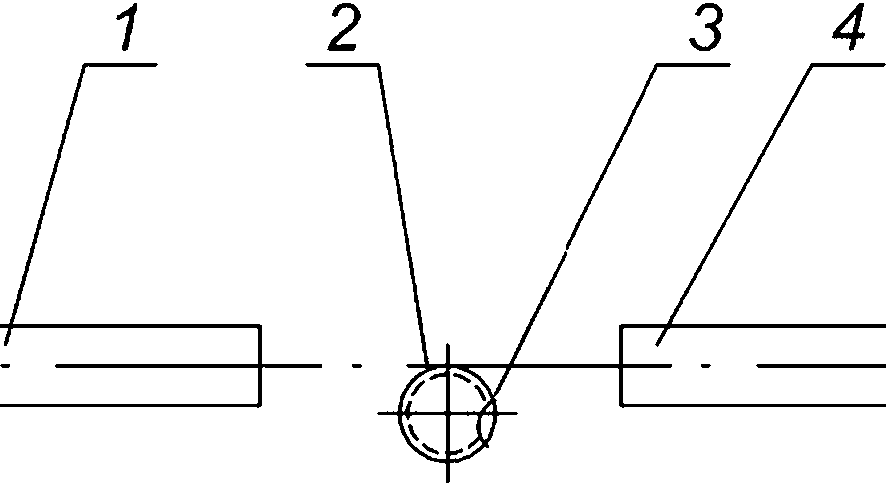
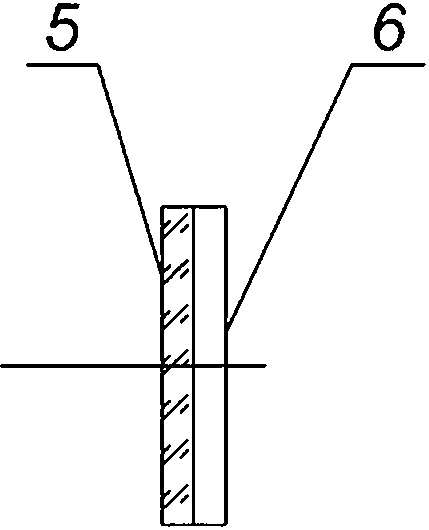
7 — источник света, создающий параллельный пучок лучей; 2 — контролируемая пластина; 3 — вакуумный столик, обеспечивающий перемещение пластины по высоте, параллельно и перпендикулярно оптической оси установки, а также поворот вокруг горизонтальной оси, перпендикулярной оптической оси установки; 4 — проекционное устройство; 5 — прозрачный экран;
б — калибр
Рисунок 1 — Схема определения закругленности края пластины (вид сверху)
5.2.2 Калибр для контроля закругленности края пластин, в котором поле допусков выполнено прозрачным на полупрозрачном фоне в соответствии с рисунком 2. Для изготовления калибра используется стеклянная пластина с погрешностью не более ±50 мкм. Координаты точек калибра получают умножением соответствующих численных значений, установленных в технических условиях на пластины, на увеличение установки.
2
ГОСТ Р 71380—2024
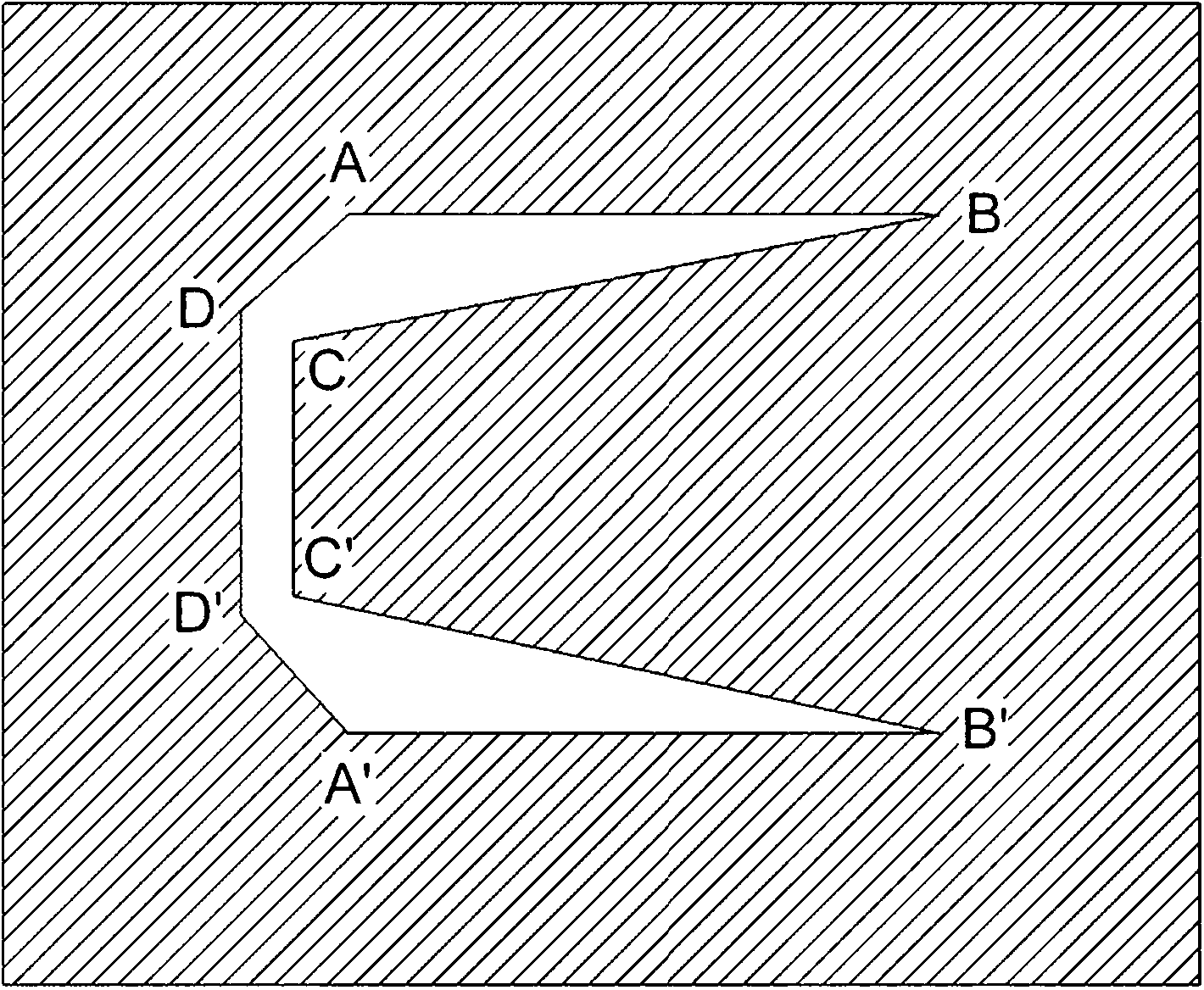
Рисунок 2 — Калибр для контроля закругленности края пластин
5.2.3 При контроле закругленности края пластин используют следующие средства контроля и оснастку:
- пинцет вакуумный или механический с ограничителем захвата по чертежу предприятия-изготовителя;
- кисть колонковую флейцевую типа КЖФ-40;
- плиту 2-3-160x160 по ГОСТ 10905;
- угольник УП-2-160 по ГОСТ 3749;
- линейку-150 по ГОСТ 427;
- концевые меры 3-Н11 по ГОСТ 9038;
- резец алмазный для скрайбирования 3169-0301 или 3169-0302.
6 Требования безопасности
6.1 Оборудование, применяемое при контроле пластин, должно соответствовать общим требованиям безопасности в соответствии с ГОСТ 12.2.003 и ГОСТ 12.3.019.
6.2 Общие требования пожарной безопасности рабочих помещений при проведении контроля должны соответствовать требованиям ГОСТ 12.1.004:
- установка должна быть заземлена;
- конструкция установки по степени опасности должна соответствовать первому классу по ГОСТ 12.1.040 (в случае использования лазерного источника);
- рабочее место должно быть обеспечено диэлектрическим ковром (в случае использования напряжения выше 1000 В).
6.3 При контроле закругленности края пластин могут иметь место следующие опасные и вредные производственные факторы:
- повышенное значение напряжения в цепи управления и источника питания;
- лазерное излучение (в случае использования лазерного источника света).
6.4 К работе по контролю закругленности края пластин допускаются операторы с квалификационным разрядом не ниже четвертого.
7 Метод контроля
7.1 Подготовка к контролю
7.1.1 Подготавливают установку к проведению контроля в соответствии с инструкцией по эксплуатации.
3
ГОСТ Р 71380—2024
7.1.2 Определение увеличения установки
7.1.2.1 Устанавливают на столик проектора концевую меру с размером, близким к номинальной толщине контролируемой пластины, таким образом, чтобы известная величина меры могла быть определена на экране в вертикальном направлении, для чего наибольшая диагональ меры должна быть перпендикулярна оптической оси установки.
7.1.2.2 Получают резкое изображение профиля меры на экране.
7.1.2.3 Измеряют вертикальный размер изображения на экране.
7.1.2.4 Вычисляют увеличение проектора.
7.1.3 Подготовка образца для контроля закругленности края на основном и вспомогательном срезах
7.1.3.1 Помещают пластину на разметочную плиту и наносят на нее алмазным резцом с помощью угольника царапину по диаметру, перпендикулярному срезу.
7.1.3.2 Разламывают пластину по царапине.
Примечание — Для контроля закругленности края на окружности подготовка не требуется.
7.1.3.3 Очищают кистью край пластины (образца) от пылинок.
7.2 Проведение контроля
7.2.1 Помещают пластину (образец) на столик рабочей стороной вверх.
7.2.2 Выставляют пластину (образец) и калибр таким образом, чтобы линия изображения, соответствующая рабочей поверхности пластины, совпала с прямой АВ калибра, а прямая DD’ (рисунок 2) была касательной к изображению края.
7.2.3 Контролируют нахождение изображения верхней части края пластины в пределах поля допусков калибра.
Примечание — Если техническими условиями на пластины предусмотрены другие требования к форме края пластины, то ее контролируют на соответствие этим требованиям.
7.2.4 Повторяют операции по 7.2.2, 7.2.3 для других точек рабочей поверхности пластины, заданных планом контроля.
7.2.5 Выставляют пластину (образец) и калибр таким образом, чтобы линия изображения, соответствующая нерабочей поверхности пластины, совпала с прямой АВ’ калибра, а прямая DD’ (рисунок 2) была касательной к изображению края.
7.2.6 Повторяют операции по 7.2.2—7.2.4 для нерабочей поверхности пластины.
8 Обработка результатов
Пластины считают годными, если контур закругленности края во всех проконтролированных точках полностью расположен в пределах поля допусков калибра и соответствует другим требованиям, установленным в технических условиях на пластины.
9 Показатели точности
Метод контроля закругленности края пластин позволяет регистрировать выход произвольной точки или участка контура края за пределы поля допусков калибра с погрешностью, не превышающей ±18 мкм при увеличении 50х и ±8 мкм при увеличении 100х с доверительной вероятностью 0,95.
4
ГОСТ Р 71380—2024
УДК 621.385.2:006.354 ОКС 33.060.99
Ключевые слова: пластины полупроводниковые и диэлектрические, калибр, методы контроля закругленности края
5
Редактор Л.В. Каретникова
Технический редактор В.Н. Прусакова
Корректор С.И. Фирсова
Компьютерная верстка А.Н. Золотаревой
Сдано в набор 11.05.2024. Подписано в печать 27.05.2024. Формат 60x84%. Гарнитура Ариал.
Усл. печ. л. 0,93. Уч.-изд. л. 0,50.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
