ГОСТ Р 57302-2016
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Информационные технологии. Технологии автоматической идентификации и сбора данных
ПРЯМОЕ МАРКИРОВАНИЕ ИЗДЕЛИЙ
Требования к качеству символов Data Matrix, полученных интрузивным маркированием
Information technologies. Automatic identification and data capture techniques. Direct parts marking. Data Matrix quality requirements for parts intrusive marking
ОКС 35.040
Дата введения 2017-05-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Научно-исследовательский институт стандартизации и унификации" (ФГУП "НИИСУ") совместно с Обществом с ограниченной ответственностью "Флуоресцентные информационные технологии" (ООО "ФЛУРИНТЕК") (в части подготовки приложения ДА) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническими комитетами по стандартизации ТК 124 "Средства и методы противодействия фальсификациям и контрафакту" и ТК 355 "Технологии автоматической идентификации и сбора данных"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 ноября 2016 г. N 1870-ст
4 Настоящий стандарт идентичен стандарту SAE AS9132:2015* "Требования к качеству символов Data Matrix для маркирования изделий" (SAE AS9132:2015 "Data Matrix quality requirements for parts marking", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования стандарта SAE AS9132:2015 для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5) и для увязки с наименованиями, принятыми в существующем комплексе национальных стандартов Российской Федерации.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДБ
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Ноябрь. 2018 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Качество собираемых и предназначенных для обмена между участниками реализации жизненного цикла изделий данных может быть существенно повышено при использовании технологии штрихового кодирования с применением символики матричного штрихового кода Data Matrix, символы которого наносятся в виде маркировки на промышленные изделия методами прямого маркирования изделий.
Настоящий стандарт подготовлен с целью обеспечения необходимого качества маркировки при нанесении на промышленные изделия символов штрихового кода Data Matrix интрузивными методами маркирования. Положения стандарта дополняют рекомендации по стандартизации Р 50.1.081-2012 "Информационные технологии. Технологии автоматической идентификации и сбора данных. Рекомендации по прямому маркированию изделий (ПМИ)" и Р 50.1.085-2013 "Информационные технологии. Технологии автоматической идентификации и сбора данных. Рекомендации по контролю качества при прямом маркировании изделий (ПМИ)".
В настоящем стандарте в дополнение к аутентичному тексту международного стандарта SAE AS9132:2015 включено приложение ДА, содержащее общие сведения о иглоударном маркировании изделий символами штрихового кода Data Matrix с применением люминесцентного состава и рекомендации по контролю качества маркировки, а также приложение ДБ с таблицей соответствия международных и национальных стандартов.
Стандарт может быть использован для контроля качества маркировки промышленной продукции из металлов и сплавов, в том числе в системе защиты от фальсификаций и контрафакта.
1 Область применения
Стандарт устанавливает единые технические требования к технологиям маркирования и требования к качеству нанесения маркировки металлических изделий, применяемых в аэрокосмической, оборонной и других отраслях промышленности и использующих символику штрихового кода Data Matrix. Основные требования к символике определяет ИСО/МЭК 16022 (кодирование знаков данных, правила исправления ошибок, алгоритм декодирования и т.д.). Помимо требований ИСО/МЭК 16022, идентификация изделия с применением символики требует выполнения перечисленных ниже требований для обеспечения считывания символа электронными средствами.
________________
Включают все отрасли машиностроения, в том числе электронную промышленность, а также металлургию, производство оборудования и арматуры для электроэнергетики, нефтеперерабатывающей, химической промышленности, добычи полезных ископаемых, производство металлоконструкций и арматуры промышленности строительных материалов, а также другие отрасли промышленности, производящие продукцию из металлов и сплавов.
Настоящий стандарт распространяется на следующие процессы маркирования:
- иглоударное нанесение;
- нанесение лазером;
- электрохимическое травление.
При необходимости могут быть включены другие процессы маркирования.
Этот стандарт не распространяется на кодируемую в маркировке информацию.
Если иное не определено в контрактных соглашениях, то местоположение символа Data Matrix в составе маркировки определяет организация, ответственная за разработку маркируемого изделия. Размещение символа должно обеспечивать оптимальное освещение для надежности считывания.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*:
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO/IEC 16022 Information technology - Automatic identification and data capture techniques - Data Matrix bar code symbology specification (Информационная технология. Автоматическая идентификация и методы сбора данных. Спецификация символики штрихового кода Data Matrix (Дата матрикс)
SAE AS9102 Aerospace First Article Inspection Requirement (Требования к контролю первого изделия продукции авиационно-космического назначения)
В случае противоречий требований настоящего стандарта и ссылочных документов, предпочтение следует отдавать требованиям настоящего стандарта.
3 Требования к маркировке
3.1 Общие требования
a) Строки и столбцы в символе:
строки и столбцы в символе Data Matrix должны соответствовать требованиям правил обнаружения и исправления ошибок по версии ЕСС200 (см. ИСО/МЭК 16022).
b) Квадратные и прямоугольные символы:
матричные символы могут быть квадратными или прямоугольными в соответствии с требованиями версии ЕСС200 (см. ИСО/МЭК 16022) Квадратные являются предпочтительными и обеспечивают лучшее считывание.
c) Свободная зона:
свободная зона вокруг матричного символа должна быть равной или большей, чем размер одного модуля.
d) Криволинейная поверхность:
если маркировка находится на цилиндрической/криволинейной поверхности, протяженность символа должна быть не более 16% диаметра или 5% от длины окружности.
e) Размер символа:
для улучшения считывания символа электронными устройствами полный размер должен быть менее 25,4 мм (1 дюйм) по внешней границе с самой протяженной стороны. Требования настоящего стандарта применяются для всех размеров матричного символа.
f) Угловой перекос символа:
отклонение по углу от угла 90° между строками и столбцами не должно превышать (±7)° (см. рисунок 1).
|

Рисунок 1 - Угловой перекос символа
3.2 Требования к технологии маркирования методом иглоударного нанесения
3.2.1 Описание технологии маркирования
а) Технология иглоударного нанесения заключается в нанесении круглых углублений на поверхности изделия ударником с пневматическим или электрическим приводом, именуемым стилусом. Критически важными для считываемости символов, нанесенных иглоударным методом, являются форма, размер нанесенных углублений (точек) и расстояния между ними. Размер точки и ее заметность зависят, в основном, от угла конуса стилуса, силы удара при маркировании, твердости материала. Создаваемое углубление должно быть пригодно для поглощения или отражения светового излучения в степени, достаточной для различения на фоне шероховатостей на поверхности изделия. Необходимо обеспечивать возможность нанесения углублений с диапазоном расстояний друг от друга, достаточным для применения различных размеров модулей, их размещения и освещения (см. рисунок 2).
|

Рисунок 2 - Последовательность определения параметров маркирования
b) Проблемы, связанные с маркированием и считыванием символов, полученных иглоударным нанесением на металле, отличаются от проблем для символов, напечатанных на бумаге. Первое основное отличие заключается в том, что контраст между темными и светлыми полями создается специальным освещением символа. Следовательно, форма модуля, размер, размещение и финишная отделка поверхности в полной мере влияют на считываемость символа.
c) Ключевым условием качественного маркирования методом иглоударного нанесения и успешного считывания маркировки является управление переменными параметрами, влияющими на стабильность процесса маркирования. Обратную связь с параметрами процесса могут обеспечивать системы верификации символов при считывании. Должны быть установлены процедуры применения и обслуживания систем маркирования для обеспечения гарантированного качества нанесения символа. Должны быть установлены планы регулярного обслуживания для проверки наличия технических проблем с оборудованием для маркирования, таких, как износ стилуса.
d) Для улучшения считываемости символа может быть необходимым выполнение дополнительных процессов, таких, как обработка поверхности. Очистка поверхности изделия до маркирования с помощью абразива для удаления покрытия, коррозии и загрязнений, или использование струи сжатого воздуха для удаления машинных жидкостей, частиц и масел может также повысить считываемость символа.
3.2.2 Требования к параметрам технологии маркирования металлических поверхностей
а) Номинальный размер модуля в матричном символе
Текстура металлической поверхности изделия влияет на качество символа Data Matrix, наносимого иглоударным методом. В таблице 1 и на рисунках 3 и 4 показаны требования к минимальным размерам считываемых модулей в зависимости от шероховатости поверхности. Организации - разработчики изделий должны утверждать изменения минимального размера модуля.
Таблица 1 - Минимальный считываемый размер модуля в зависимости от шероховатости поверхности (Ra)
Шероховатость поверхности (Ra) | Минимальный размер модуля | ||
микрометры | микродюймы | миллиметры | дюймы |
0,8 | 32 | 0,19 | 0,0075 |
1,6 | 63 | 0,22 | 0,0087 |
2,4 | 95 | 0,31 | 0,0122 |
3,2 | 125 | 0,41 | 0,0161 |
6,3 | 250 | 0,60 | 0,0236 |
|

Рисунок 3 - Минимальный размер модуля (мм) в зависимости от шероховатости поверхности (мкм)
|
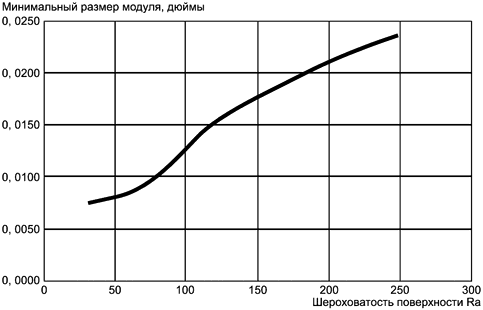
Рисунок 4 - Минимальный размер модуля (дюймы) в зависимости от шероховатости поверхности (микродюймы)
b) Структура символа для различного объема данных
В таблицах приложения А для иглоударного нанесения представлены характеристики структуры символа в зависимости от объема данных в символе, номинального размера модуля, значений шероховатости поверхности. Таблицы основаны на результатах практической отработки.
c) Требования к качеству символа Data Matrix
Ниже представлены требования к качеству символа Data Matrix и маркировочному оборудованию, которые могут варьироваться в зависимости от конструктивных требований и назначения объекта.
Глубина точки определяется разработчиком изделия, исходя из конструктивных особенностей изделия. Глубина точки определяется требованиями к процессу маркирования, установленными для обеспечения необходимой сохраняемости маркировки в условиях внешней среды и других факторов.
Радиус стилуса является конструктивным требованием. Максимальный допуск не должен превышать 10% от радиуса стилуса.
Цвет поверхности и стойкость цвета могут задаваться как конструктивные требования при проектировании. Для обеспечения наилучшей считываемости изменения цвета поверхности должны быть минимальными.
Угол конуса стилуса (величина в приложении В) является конструктивным требованием. Допустимыми углами конуса являются 60°, 90° и 120°. Допуск значения угла конуса составляет ±2°. Предпочтительным значением угла конуса для обеспечения качества маркировки и срока службы стилуса является 120°.
Острие стилуса должно быть полированным. Шероховатость поверхности не должна превышать 0,8 мкм (32 микродюйма). Указания по заточке представлены в приложении В.
Концентричность острия стилуса должна быть не более 0,04 мм (0,0016 дюйма) при измерении индикатором по всей поверхности, или величина радиального смещения острия не более 0,02 мм (0,0008 дюймов). Концентричность острия должна определяться от осевой линии стилуса. Ручная заточка острия стилуса не допускается.
Размер точки не должен превосходить 105% номинального размера модуля и не должен быть меньше, чем 60% от номинального размера модуля. Овальность точки (см. рисунок 5) не должна превышать 20% от номинального размера модуля. Не более чем 2% от общего числа модулей могут содержать точки за пределами этого значения. Минимальный размер точек не должен быть меньше 0,132 мм (0,0054 дюйма), если только организация - разработчик маркируемого изделия не утвердила значение за пределами этого значения.
|

D-d20% размера модуля
Рисунок 5 - Определение овальности
Таблица 2 содержит ограничения на размеры точки и смещение центра точки, при котором остается применимым номинальный размер модуля.
Таблица 2 - Ограничения на размеры точки и смещение центра точки
Характеристика | Требование |
Угол стилуса | 120°, 90°, 60° |
Радиус острия стилуса | В соответствии с требованиями разработчика изделия |
Размер точки (% от номинального размера модуля) | От 60% до 105% |
Смещение центра точки (% от номинального размера модуля) | От 0% до 20% |
Угол перекоса | ±7° |
На рисунках 6 и 7 представлены схемы определения номинального размера модуля, смещения центра точки и размера точки.
Приложение С содержит примеры требуемых допусков для различных номинальных размеров модуля (таблица С.1 в миллиметрах и таблица С.2 в дюймах).
d) Маркировка окрашенной поверхности или поверхности с покрытием с использованием символики Data Matrix
Если маркировку размещают на окрашенной поверхности или на поверхности, имеющей покрытие, параметры маркирования должны быть проверены в условиях реальной производственной линии на образцах продукции или репрезентативных деталях. При проведении маркирования должно быть подтверждено, что все требования настоящего стандарта выполняются, и должны быть выполнены верификация и аттестация в соответствии с разделами 4 и 5.
|

Рисунок 6 - Схема определения номинального размера модуля, смещения центра точки и размера точки
|

Рисунок 7 - Схема определения размера точки
е) Маркирование с использованием символики Data Matrix на поверхностях, подвергаемых в дальнейшем обработке абразивными методами
Обработка поверхности, такая как дробеструйная обработка и снятие заусенцев, может влиять на качество символа Data Matrix. Ввиду этого, параметры маркирования должны подвергаться аттестации на реальной производственной линии для продукции, прошедшей поверхностную обработку. При проведении маркирования должно быть подтверждено, что все требования настоящего стандарта выполняются, должны быть выполнены верификация и аттестация в соответствии с разделами 4 и 5.
3.3 Требования к технологии нанесения маркировки лазером
3.3.1 Описание технологии маркирования
а) Лазерное маркирование
Лазерное маркирование является процессом, использующим тепловую энергию лазерного луча для испарения, расплавления, соединения материала или изменения состояния поверхности (см. рисунок 8).
|
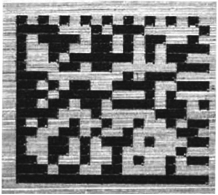
Рисунок 8 - Пример символа штрихового кода, нанесенного лазерным маркированием
Ввиду взаимодействия лазерного луча с материалом поверхности, лазерное маркирование не должно использоваться в следующих случаях, за исключением наличия специального разрешения от организации - разработчика маркируемого изделия:
a) для компонентов, отнесенных к особым группам изделий;
________________
Отнесение изделий к особым группам относится к компетенции организации - разработчика изделия и проводится по результатам соответствующего анализа отказов. К особой группе относятся компоненты, отказ которых существенным образом затрудняет или исключает применение изделия. Отнесение к группе должно быть отражено в описаниях компонентов.
b) для титановых сплавов.
Примечание - Любые отклонения от установленных требований требуют утверждения разработчика изделия.
b) Общие положения
Любая лазерная система маркирования состоит из лазерного источника излучения (напр., Nd:YAG, СО) и системы наведения луча (оптической). Лазерный луч формируется в виде светового потока конической формы, который затем фокусируется системой наведения луча и распространяется после выходной линзы на некотором расстоянии в виде потока с параллельными границами (рабочее расстояние). Луч имеет параллельные границы на установленном расстоянии, после чего вновь начинает расширяться, это расстояние именуется глубиной поля и зависит от заданной конфигурации оптической системы. Диаметр луча именуется размером пятна лазера. Все эти параметры зависят от конкретной оптической конфигурации лазерного маркировочного устройства. На рисунке 9 представлена схема профиля типового луча лазера в рабочем диапазоне.
Для обеспечения приемлемого качества маркирования луч лазера должен падать на маркируемую поверхность на участке параллельности луча (т.е. в пределах рабочего расстояния от последней линзы). Любые изменения профиля маркируемой поверхности (благодаря кривизне поверхности или другим изменениям геометрии) не должны выходить за пределы глубины поля. Отклонения вызовут потерю четкости изображения маркировки по причине расфокусировки луча. Поскольку размер пятна лазера определяет область воздействия луча, номинальный размер модуля символа кода Data Matrix не может быть меньше размера пятна лазера.
|

Рисунок 9 - Типовая схема профиля лазерного луча в рабочем диапазоне
с) Лазерное травление/гравировка
Этот вид маркирования включает использование лазеров для местного испарения или расплавления материала, оставляющего след в виде гравированной маркировки. Поскольку лазерный луч создает интенсивный нагрев, формируются следы в виде повторно затвердевшего материала (переплавленный слой), образующие маркировку. Помимо этого, имеют место изменения параметров микроструктуры (в зоне нагрева), зависящие от типа материала. Следует внимательно оценивать применимость этого метода ввиду наличия в образцах высокого уровня напряжений, определяемых опытным путем. Помимо этого, подвод значительного количества тепловой энергии от лазера в некоторых обстоятельствах может вызвать искажение формы изделия и выход ее за пределы требований конструкторского документа, что также может сделать этот метод маркирования непригодным. Лазерное травление/гравировка могут также использоваться для выборочного удаления краски с покрытия изделия. В этом случае следует предусматривать меры по защите от местной коррозии, если ранее нанесенное покрытие обеспечивало защиту от коррозии. Повышение глубины маркирования вызовет улучшение считываемости маркировки в эксплуатации. Однако это может вызвать отрицательный эффект в виде нарушения целостности поверхности, определяемой размерами переплавленного слоя, величиной зоны нагрева и микротрещинами. Определение ограничений по глубине маркирования должна производить организация-разработчик маркируемого изделия в зависимости от предполагаемого использования изделия.
Примечание - Не все лазерные маркировочные устройства могут наносить маркировку гравировкой на металле, поскольку это зависит от рабочего тела лазера.
d) Расширение возможностей лазерного маркирования
Могут применяться материалы и методы, расширяющие возможности лазерного маркирования за счет:
- повышения контраста маркировки;
- расширения диапазона маркируемых изделий;
- сокращения времени на лазерное маркирование;
- сокращения количества подводимой от лазера энергии.
1) Лазерное наплавление
Этот вид маркирования включает использование наплавляемого материала, который помещается на поверхности маркируемого изделия. Локальный нагрев лазером соединяет материал с металлом субстрата, формируя выпуклую маркировку. Остатки материала затем удаляют. Поскольку маркировка выступает над поверхностью изделия, она не должна использоваться на контактных поверхностях. Маркировка не должна наноситься на поверхностях, подверженных коррозионно-механическому износу или прилегающих к таким поверхностям.
Примечания
1 Данный процесс маркирования требует использования дополнительных расходных материалов.
2 Требуется тщательный контроль за процессом, если лазер должен расплавлять материал без расплавления лежащего под ним субстрата.
3 Если последнее происходит и формируется сплав материала и субстрата под маркировкой, не представляется возможным заранее количественно оценить последствия этого для свойств материала.
2) Лазерное маркирование с окрашиванием пигментами
В некоторые пластики могут добавляться химические вещества с целью изменения цвета за счет химической реакции при контакте с лазерным излучением. Это может быть реализовано также путем включения пигментов в краску, которая при воздействии лазерного излучения будет локально изменять цвет (то есть без удаления краски и утраты защиты от коррозии). В некоторых случаях длительное облучение естественным светом может вызвать изменение контраста цвета и это должно приниматься во внимание, исходя из требуемой продолжительности существования маркировки.
3) Обесцвечивание (изменение цвета) поверхности лазером
Это маркирование производится при низкой плотности подводимой энергии. Тепловая энергия от лазера обесцвечивает (изменяет цвет) поверхность материала без удаления металла, получаемая маркировка является гладкой и находится заподлицо с поверхностью. Вариации цвета могут достигаться изменением параметров лазера, могут быть получены множество вариантов окрашивания, однако применение в аэрокосмической, оборонной отрасли и других отраслях промышленности требует маркировки с высоким контрастом.
Поскольку маркирование основано на термически вызванном обесцвечивании поверхности, способ непригоден для случаев, когда температура обработки может вызвать существенное окисление изделия (например, для изделий, работающих или восстанавливающих исправность в агрессивной среде, или при наличии риска истирания маркировки). Поскольку реализация способа не связана с существенным изменением физических свойств изделия, он может использоваться для деталей малой толщины и компонентов холодильных агрегатов.
3.3.2 Ограничения лазерного маркирования
Лазерное маркирование должно применяться только в случаях, когда оно определено в технической документации на изделие и его применение соответствует требованиям разработчика. Если лазерное маркирование используется для изделий монокристаллической структуры или титановых сплавов, должны проводиться проверки, подтверждающие отсутствие вредного воздействия процесса на свойства изделия, в дополнение требований к испытаниям, определенным в разделах 4 и 5. Маркирование изделий с помощью лазера должно быть регламентировано в технологической документации предприятия. Блок-схема определения параметров маркирования лазером приведена на рисунке 10.
|
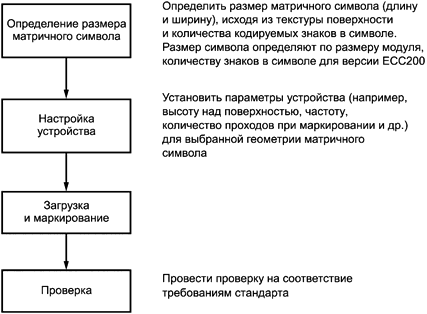
Рисунок 10 - Блок-схема определения параметров маркирования лазером
3.3.3 Требования к лазерному маркированию
Глубина модуля определяется конструктивными требованиями. Выбор глубины модуля маркировки основывается на требованиях к процессу, сохраняемости маркировки во внешних условиях и других факторах.
Цвет поверхности и контраст маркировки влияют на считываемость идентификатора изделия. Как правило, темный цвет применяется на светлой поверхности и светлая маркировка применяется на темной поверхности изделия. Минимальный уровень контраста между маркировкой и субстратом в полутоновой шкале не должен быть меньше 20%. Уровни контраста могут быть проверены с использованием полутоновой шкалы (см. рисунок 11).
|

Рисунок 11 - Полутоновая шкала, %
С целью максимизации считываемости обесцвечивание первоначального изображения должно быть сведено к минимуму.
Заполнение модуля должно составлять от 60% до 105% от номинального размера модуля для получения приемлемого качества изображения (см. рисунок 12); допускается наложение модулей до 5%.
|

Рисунок 12 - Изображение нанесенной лазером маркировки с приемлемым наполнением модулей
3.3.4 Металлографический анализ
________________
В случае, если не проводится анализ микро- и макроструктуры металлов и сплавов, проводится макроскопическое исследование образца.
Для определения параметров маркирования и их соответствия требованиям раздела 4 должны быть проведены испытания процесса. В ходе испытаний на образцах поперечных микросрезов должно быть получено подтверждение, что глубина буквенно-цифровой маркировки, глубина модуля и форма символа штрихового кода Data Matrix находятся в пределах допусков, определенных организацией - разработчиком изделия. Помимо этого, должны соблюдаться ограничения на ширину переплавленного слоя и глубину трещин.
________________
В ходе испытаний по указанию разработчика может проводиться анализ микро- и макроструктуры металлов и сплавов в зоне маркировки.
Схема определения глубины и ширины модуля представлена на рисунке 13, значения глубины модуля (х) одинаковы во всех профилях.
|

Рисунок 13 - Схема определения глубины и ширины модуля для различных профилей при гравировке лазером
а) Глубина модуля определяется по максимальной глубине, полученной при нанесении гравировки лазером.
________________
Для определения глубины и ширины модуля могут применяться методы неразрушающего контроля (щуповой, светового сечения, теневого сечения, растровый метод, с использованием интерферометров).
Примечания
1 Максимальная глубина маркировки определяет воздействие на свойства материала.
2 Любое ухудшение свойств изделия в эксплуатации, результатом которой станет износ поверхности (эрозия, окисление и др.), снижает эффективную глубину лазерной маркировки.
3 Если глубина маркировки неоднородна в пределах модуля, снижение глубины может вызвать снижение заполнения модуля, что может повлиять на считываемость маркировки в эксплуатации.
4 Рекомендуется обеспечивать однородность глубины модуля по всему модулю, насколько это возможно.
b) На рисунке 13 (а) представлен типичный профиль модуля для очень малого размера модуля, равного 0,1 мм (0,004 дюйма), в котором луч лазера перемещается спирально к центру модуля.
c) На рисунке 13 (b) представлен типичный профиль модуля для большего размера модуля, равного 0,2 мм (0,008 дюймов), в котором луч лазера перемещается вдоль модуля в серии параллельных проходов.
d) На рисунке 13 (с) представлен типичный профиль модуля, полученный с использованием импульсного лазера, гравировка получена при недостаточно эффективном гашении первого импульса излучения.
e) На рисунке 13 ширина модуля (y) определяется шириной удаленной части материала в гравировке. Она также определяется шириной изменения цвета для маркирования обесцвечиванием, шириной наложенного материала при маркировании наплавлением.
f) Испытания процесса должны быть проведены для всех материалов, применяемых для маркирования лазером. Если различные компоненты из одного и того же материала маркируются лазером, испытания процесса могут быть проведены только на одном изделии или на репрезентативной выборке. Оценке должна подвергаться каждая конкретная лазерная установка.
При проведении испытаний процесса в отчете должны указываться, как минимум, следующие параметры:
- наименование лазерной установки (идентификация средства маркирования лазером);
- фокальное расстояние линзы (в мм/дюймах);
- скорость перемещения луча (в мм/сек или дюймов/сек);
- частота, Гц;
- мощность лазера (или эквивалентная величина);
- частотность маркирования (число повторений маркирования/число проходов).
Результат испытания процесса должен быть документирован в виде отчета. Если один из указанных выше параметров изменяют, испытания должны быть проведены повторно.
3.3.5 Обеспечение качества
Техническое обслуживание лазерных установок для маркирования должно выполняться по графику, разработанному уполномоченными лицами. Должны быть приняты меры, чтобы все источники лазерного излучения отвечали установленным требованиям.
Для обеспечения единого качества лазерного маркирования должно быть проведено маркирование образцов, по крайней мере, одного вида материала через установленные интервалы и проверено соответствие с требованиями конструкторской документации по качеству. Должны быть выполнены поперечные микросрезы и выполнено их исследование на предмет соответствия требованиям раздела 5; результаты должны быть документированы.
Перед возобновлением применения лазерной установки для маркирования после длительного простоя, после перемещения, ремонта источника лазерного излучения, системы наведения луча или элементов оптики, должно быть проведено маркирование образцов, как минимум, из трех различных материалов и проведены испытания на подтверждение соответствия требованиям раздела 5.
3.4 Требования к технологии нанесения маркировки электрохимическим травлением
3.4.1 Описание процесса
Процесс основан на электрохимическом растворении и/или окислении металла на маркируемой поверхности через прорези в шаблоне с изображением требуемой маркировки. Результат достигается применением слоистой конструкции, в которой шаблон размещен между маркируемой поверхностью (соединенной с анодом установки для травления) и пропитанной электролитом прокладки (соединенной с катодом), через которые пропускают ток низкого напряжения.
3.4.2 Область применения
Электрохимическое травление применяется только по указанию организации - разработчика изделия.
3.4.3 Углубленное маркирование
Углубленное электрохимическое травление осуществляется в общем случае с применением комбинированного травления. Обработка постоянным током сопровождается оксидированием с помощью переменного тока. Параметры напряжения и времени могут меняться в зависимости от различных материалов изделий. Как правило, глубина маркировки находится в пределах от минимального значения 0,0025 мм (0,0001 дюйма) до 0,100 мм (0,004 дюйма).
3.4.4 Поверхностное маркирование
Формируется темная окисная пленка на поверхности изделия с малой или нулевой толщиной. Этот тип маркировки, как правило, менее стойкий, чем для полученной углубленным маркированием с применением электрохимического травления. Электрохимическое травление должно применяться по требованию организации - разработчика изделия. Процесс реализуется применением только переменного тока. Параметры напряжения и времени могут изменяться для различных комбинаций материалов и изделий.
3.4.5 Состояние изделий
Изделия должны быть чистыми, не иметь коррозии или окалины. Маркируемая поверхность должна быть свободной от токоизолирующих покрытий - краски, анодирования и др.
3.4.6 Рекомендации по определению параметров маркирования электрохимическим травлением
a) Подготовить шаблон с требуемым изображением.
Определить требования к маркировке - формату данных.
b) Локально обезжирить и очистить маркируемую поверхность.
Высушить маркируемую поверхность после очистки.
c) Смочить прокладку электролитом.
Обеспечить чистоту войлочной прокладки.
d) Подключить анод к изделию.
Обеспечить хороший электрический контакт.
e) Разместить шаблон на изделии.
f) Установить источник напряжения и таймер на заданные параметры по инструкции.
g) Наложить смоченную прокладку плотно на шаблон.
Обеспечить неподвижность прокладки в процессе маркирования.
h) Включить источник напряжения.
i) Выключить напряжение в конце операции маркирования (в автоматическом режиме).
Контроль в ручном режиме настроек тока и времени обработки не требуется.
j) Удалить все следы от электролита нейтрализацией или промыть тампоном.
k) Высушить изделие.
I) Провести проверки.
3.4.7 Материал шаблона
Материал шаблона и создание шаблона являются критичными для обеспечения воспроизводимости качества процесса маркирования. Как правило, применяют указанные ниже четыре основных типа шаблона.
а) Шаблоны, изготовленные фототравлением
Изготавливаются нарезанными на установленные размеры и содержат требуемое изображение. Изготовитель шаблона для маркировки наносит изображение на обработанную пластину и формирует на ней изображение. Затем пластина используется для нанесения изображения
на шаблоне, который изготовлен из высокоточного ячеистого полиэстера. После нанесения изображения на материал шаблона фототравлением шаблон допускает многократное применение на различных изделиях, количество которых определяется параметрами настройки маркировочного устройства. При использовании большой силы тока шаблон придет в негодность при нанесении меньшего количества маркировок. Данный метод может применяться в случаях, когда для маркируемых изделий сохраняется один состав данных маркировки. Способ обеспечивает высокое качество, однако стоимость шаблона может быть относительно высокой.
________________
Изготавливают маску (фотошаблон), содержащий изображение маркировки, через которую производится засветка фоторезиста.
Изображение на шаблоне может быть нанесено без использования маски (безмасочная литография).
b) Шаблоны с термоплавким воском
Изготавливаются из окрашенной проницаемой бумаги с поверхностью, покрытой воском. Символ Data Matrix печатают на тонком восковом слое с использованием термопроцесса, удаляющего воск и оставляющего изображение с требуемой идентификацией. Метод сопряжен с появлением повреждений, воск легко разрушается в процессе маркирования при использовании большой силы тока, что вызывает потерю качества маркировки в таких условиях.
c) Шаблон для нанесения отпечатков с использованием клише
Бумажный шаблон для нанесения отпечатков с использованием клише широко используется для нанесения маркировки электрохимическим травлением во многих приложениях. Шаблон изготавливают из окрашенного проницаемого материала и тонкой непроницаемой ламинирующей пленки на одной стороне шаблона. Для нанесения символов Data Matrix используется матричный принтер для пробивки отверстий в ламинирующем покрытии и формирования изображения символа Data Matrix. Шаблоны для нанесения отпечатков с использованием клише являются стойкими к износу и позволяют получать маркировку высокого качества. Наибольшее значение для качества имеет способ производства шаблона. Для нанесения изображения на шаблон обычно используется матричный принтер с 24 иголками. Проблемы могут быть связаны с неточностями процесса печати (например, криволинейное расположение отверстий в бумаге шаблона).
d) Шаблон, напечатанный на термотрансферном принтере - одноразовый
Материал шаблона подобен бумаге шаблона для нанесения отпечатков с использованием клише, с проницаемым материалом и непроницаемой ламинирующей пленкой. Основным отличием является микронная толщина ламинирующей пленки. Ламинат с шаблона удаляется термическим воздействием с использованием термопринтера, формирующего изображение на проницаемом материале. Процесс является надежным и обеспечивает получение высокого качества маркировки. Шаблоны обычно используются однократно и затем утилизируются. Небольшие вариации качества печати обычно обусловлены боковыми смещениями структуры проницаемого материала.
3.4.8 Растворы электролита
Существует большое количество видов раствора электролита, состав которых определяется материалом изделия. Поскольку все они предназначены для вступления в некоторые формы химических реакций с материалом, необходимо, чтобы все следы электролита были с изделия смыты/удалены/нейтрализованы немедленно после завершения процесса маркирования. Также необходимо, чтобы при удалении электролита сам электролит и смывающий его раствор не попали в любые полости или щели между деталями. Тип/состав и применение электролита должны определяться организацией - разработчиком изделия.
3.4.9 Требования к маркированию
a) Проверка цвета поверхности - обеспечение контраста
Цвет поверхности и контраст маркировки влияют на качество идентификации изделия. Как правило, темный цвет маркировки используется на светлой поверхности и светлый цвет на темной поверхности. Минимальный уровень контраста между маркировкой и субстратом в полутоновой шкале не должен быть ниже 20% (см. рисунок 11). Для обеспечения максимального качества изменение цвета исходной поверхности должно быть сведено к минимуму.
b) Наполнение модуля
Наполнение модуля должно составлять от 60% до 105% от номинального размера модуля; допустимым является 5% наложение модулей.
c) Визуальный контроль внешнего вида
Для обеспечения максимального качества результаты выполнения процесса должны визуально контролироваться на соответствие требованиям внешнего вида (см. рекомендации в приложении D).
d) Глубина модуля
Глубина модуля должна соответствовать требованиям разработчика. Глубина модуля определяется требованиями к процессу, сохраняемости маркировки во внешней среде и другими факторами.
e) Размер модуля
Номинальный размер модуля, как правило, находится в диапазоне от 0,20 мм до 0,60 мм (0,008-0,024 дюйма). Изменения этого диапазона должны быть утверждены разработчиком. Рекомендуемые номинальные размеры модуля могут быть выбраны из таблицы 1 (подраздел 3.2).
3.4.10 Испытания
Для определения соответствия параметров маркирования требованиям раздела 4 должны проводиться испытания процесса. Испытания процесса должны проводиться для всех типов материалов. Если электрохимическому травлению подвергаются разные изделия из одного материала, испытания процесса требуются только для одного изделия или для представительной выборки.
При проведении испытаний процесса должны быть документированы:
- тип оборудования;
- настройки напряжения - постоянного и/или переменного тока;
- время, необходимое для переходов процесса;
- тип электролита;
- материал шаблона.
Другие параметры должны определяться по требованию и инструкциям организации разработчика. Результаты испытаний процесса должны быть документированы в отчете. Если один из приведенных выше параметров изменяют, испытание процесса должно быть проведено повторно.
3.4.11 Защита от коррозии
Все металлические детали подвержены коррозии. Определение необходимой защиты от коррозии для металлических деталей на всех этапах производства осуществляет организация-разработчик.
3.4.12 Обеспечение качества
Техническое обслуживание средств электрохимического травления должно проводиться в соответствии с инструкциями, выпущенными лицами/организациями, ответственными за планирование технического обслуживания.
4 Верификация маркировки
4.1 Все параметры должны быть проверены в ходе испытаний первого изделия в соответствии с требованиями SAE AS9102.
4.2 Приложение Е "Примеры методов проверки характеристик иглоударного маркирования" может быть использовано в качестве рекомендаций по проверке при иглоударном маркировании.
4.3 Любое несоответствие маркировки должно быть доведено до сведения органа, уполномоченного принимать решения по несоответствию требованиям для принятия дальнейшего решения.
5 Аттестация и мониторинг маркирования
5.1 Должен быть разработан план обеспечения качества и определены меры по обеспечению качества маркирования символами Data Matrix, меры по мониторингу и контролю процесса маркирования для выявления снижения качества процесса. Например, мониторинг иглоударного нанесения может быть достаточно простым и заключаться в контроле наложения модулей под десятикратным увеличением.
5.2 Оборудование для маркирования должно подвергаться мониторингу/обслуживанию в соответствии с планом превентивного технического обслуживания, разработанным совместно с поставщиком оборудования для необходимого превентивного/планового обслуживания и предотвращения выхода параметров маркирования за пределы допусков.
5.3 Любое несоответствие процесса маркирования должно быть доведено до сведения органа, уполномоченного принимать решения по несоответствию требованиям для принятия дальнейшего решения.
Приложение А
(рекомендуемое)
Рекомендации по выбору структуры символа для различных значений объема данных и шероховатости поверхности
В таблицах А.1-А.4 представлены рекомендации по выбору структуры символа для различных значений объема данных и шероховатости поверхности.
Таблица А.1 - Шероховатость поверхности Ra =1,50 мкм (63 микродюйма)
Структура символа | Область данных | Объем данных | Номинальный размер модуля | |||
количество рядов | количество колонок | количество цифровых знаков | количество буквенно- | 0,22 мм | 0,0087 дюйма | |
размер символа | ||||||
мм дюймов | ||||||
Квадратный символ | ||||||
10 | 10 | 8x8 | 6 | 3 | 2,20x2,20 | 0,087x0,087 |
12 | 12 | 10x10 | 10 | 6 | 2,64x2,64 | 0,104x0,104 |
14 | 14 | 12x12 | 16 | 10 | 3,08x3,08 | 0,121x0,121 |
16 | 16 | 14x14 | 24 | 16 | 3,52x3,52 | 0,139x0,139 |
18 | 18 | 16x16 | 36 | 25 | 3,96x3,96 | 0,156x0,156 |
20 | 20 | 18x18 | 44 | 31 | 4,40x4,40 | 0,173x0,173 |
Прямоугольный символ | ||||||
8 | 18 | 6x16 | 10 | 6 | 1,76x3,96 | 0,069x0,156 |
8 | 32 | 6x14 (2х) | 20 | 13 | 1,76x7,04 | 0,069x0,277 |
12 | 26 | 10x24 | 32 | 22 | 2,64x5,72 | 0,104x0,225 |
Таблица А.2 - Шероховатость поверхности Ra =2,40 мкм (95 микродюймов)
Структура символа | Область данных | Объем данных | Номинальный размер модуля | |||
количество рядов | количество колонок | количество цифровых знаков | количество буквенно- | 0,31 мм | 0,0122 дюйма | |
размер символа | ||||||
мм дюймов | ||||||
Квадратный символ | ||||||
10 | 10 | 8x8 | 6 | 3 | 3,10x3,10 | 0,122x0,122 |
12 | 12 | 10x10 | 10 | 6 | 3,72x3,72 | 0,146x0,146 |
14 | 14 | 12x12 | 16 | 10 | 4,34x4,34 | 0,171x0,171 |
16 | 16 | 14x14 | 24 | 16 | 4,96x4,96 | 0,195x0,195 |
18 | 18 | 16x16 | 36 | 25 | 5,58x5,58 | 0,220x0,220 |
20 | 20 | 18x18 | 44 | 31 | 6,20x6,20 | 0,244x0,244 |
Прямоугольный символ | ||||||
8 | 18 | 6x16 | 10 | 6 | 2,48x5,58 | 0,098x0,220 |
8 | 32 | 6x14 (2х) | 20 | 13 | 2,48x9,92 | 0,098x0,391 |
12 | 26 | 10x24 | 32 | 22 | 3,72x8,06 | 0,146x0,317 |
Таблица А.3 - Шероховатость поверхности Ra =3,25 мкм (125 микродюймов)
Структура символа | Область данных | Объем данных | Номинальный размер модуля | |||
количество рядов | количество колонок | количество цифровых знаков | количество буквенно- | 0,41 мм | 0,0161 дюйма | |
размер символа | ||||||
мм дюймов | ||||||
Квадратный символ | ||||||
10 | 10 | 8x8 | 6 | 3 | 4,10x4,10 | 0,161x0,161 |
12 | 12 | 10x10 | 10 | 6 | 4,92x4,92 | 0,194x0,194 |
14 | 14 | 12x12 | 16 | 10 | 5,74x5,74 | 0,226x0,226 |
16 | 16 | 14x14 | 24 | 16 | 6,56x6,56 | 0,258x0,258 |
18 | 18 | 16x16 | 36 | 25 | 7,38x7,38 | 0,291x0,291 |
20 | 20 | 18x18 | 44 | 31 | 8,20x8,20 | 0,323x0,323 |
Прямоугольный символ | ||||||
8 | 18 | 6x16 | 10 | 6 | 3,28x7,38 | 0,129x0,129 |
8 | 32 | 6x14 (2х) | 20 | 13 | 3,28x13,12 | 0,129x0,517 |
12 | 26 | 10x24 | 32 | 22 | 4,92x10,66 | 0,194x0,420 |
Таблица А.4 - Шероховатость поверхности Ra =3,80 мкм (150 микродюймов)
Структура символа | Область данных | Объем данных | Номинальный размер модуля | |||
количество рядов | количество колонок | количество цифровых знаков | количество буквенно- | 0,45 мм | 0,0177 дюйма | |
размер символа | ||||||
мм | дюймов | |||||
Квадратный символ | ||||||
10 | 10 | 8x8 | 6 | 3 | 4,50x4,50 | 0,177x0,177 |
12 | 12 | 10x10 | 10 | 6 | 5,40x5,40 | 0,213x0,213 |
14 | 14 | 12x12 | 16 | 10 | 6,30x6,30 | 0,248x0,248 |
16 | 16 | 14x14 | 24 | 16 | 7,20x7,20 | 0,283x0,283 |
18 | 18 | 16x16 | 36 | 25 | 8,10x8,10 | 0,319x0,319 |
20 | 20 | 18x18 | 44 | 31 | 9,00x9,00 | 0,354x0,354 |
Прямоугольный символ | ||||||
8 | 18 | 6x16 | 10 | 6 | 3,60x8,10 | 0,142x0,319 |
8 | 32 | 6x14 (2х) | 20 | 13 | 3,60x14,40 | 0,142x0,567 |
12 | 26 | 10x24 | 32 | 22 | 5,40x11,70 | 0,213x0,461 |
Приложение В
(рекомендуемое)
Рекомендации по заточке стилуса при иглоударном маркировании
Острие стилуса затачивается под углом 45° между пересекающимися осями стилуса и диска для заточки (рисунки В.1, В.2).
Поверхность может иметь тангенциальные царапины от заточки, повышающие шероховатость и снижающие проблемы с подсветкой точки, полученной при воздействии стилуса.
Примечание - Стилус шлифуется алмазным кругом.
|

Рисунок В.1 - Допуски для стилуса
|

Рисунок В.2 - Заточка стилуса
Приложение C
(рекомендуемое)
Примеры требований к допускам в зависимости от номинальных размеров модулей при иглоударном маркировании
Примеры требований к допускам в зависимости от номинальных размеров модулей при иглоударном маркировании приведены в таблицах С.1-С.2.
Таблица С.1 - Требования в миллиметрах
Номинальный размер модуля = 0,22 мм | |
Характеристика | Требование |
Угол стилуса | От 90° до 60° |
Радиус острия стилуса | 0,10 мм |
Размер пятна (диаметр) | От 0,132 до 0,231 мм |
Смещение центра пятна | От 0,022 до 0,044 мм |
Угол перекоса | ±7° |
Номинальный размер модуля = 0,31 мм | |
Характеристика | Требование |
Угол стилуса | От 120° до 90° |
Радиус острия стилуса | 0,15 мм |
Размер пятна (диаметр) | От 0,186 до 0,325 мм |
Смещение центра пятна | От 0,031 до 0,062 мм |
Угол перекоса | ±7° |
Номинальный размер модуля = 0,41 мм | |
Характеристика | Требование |
Угол стилуса | От 120° до 90° |
Радиус острия стилуса | 0,25 мм |
Размер пятна (диаметр) | От 0,246 до 0,431 мм |
Смещение центра пятна | От 0,041 до 0,082 мм |
Угол перекоса | ±7° |
Номинальный размер модуля = 0,45 мм | |
Характеристика | Требование |
Угол стилуса | От 120° до 90° |
Радиус острия стилуса | 0,20 мм |
Размер пятна (диаметр) | От 0,270 до 0,473 мм |
Смещение центра пятна | От 0,045 до 0,090 мм |
Угол перекоса | ±7° |
Таблица С.2 - Требования в дюймах
Номинальный размер модуля = 0,0087 дюйма | |
Характеристика | Требование |
Угол стилуса | От 90° до 60° |
Радиус острия стилуса | 0,0039 мм |
Размер пятна (диаметр) | От 0,0052 до 0,0091 мм |
Смещение центра пятна | От 0,0009 до 0,0017 мм |
Угол перекоса | ±7° |
Номинальный размер модуля = 0,0122 дюйма | |
Характеристика | Требование |
Угол стилуса | От 120° до 90° |
Радиус острия стилуса | 0,0059 |
Размер пятна (диаметр) | От 0,0073 до 0,0128 |
Смещение центра пятна | От 0,0012 до 0,0024 |
Угол перекоса | ±7° |
Номинальный размер модуля = 0,0161 дюйма | |
Характеристика | Требование |
Угол стилуса | От 120° до 90° |
Радиус острия стилуса | 0,0098 мм |
Размер пятна (диаметр) | От 0,0097 до 0,0169 мм |
Смещение центра пятна | От 0,0016 до 0,0032 мм |
Угол перекоса | ±7° |
Номинальный размер модуля = 0,0177 дюйма | |
Характеристика | Требование |
Угол стилуса | От 120° до 90° |
Радиус острия стилуса | 0,0079 мм |
Размер пятна (диаметр) | От 0,0106 до 0,0186 мм |
Смещение центра пятна | От 0,0018 до 0,0035 мм |
Угол перекоса | ±7° |
Приложение D
(рекомендуемое)
Рекомендации по визуальной оценке качества электрохимического травления
D.1 Оценка качества
D.1.1 Рисунок D.1 должен использоваться в качестве рекомендаций для проведения оценки качества и оптимизации параметров процесса маркирования.
________________
Оценка качества производится на основе визуального сопоставления полученной маркировки с образцами маркировки, приведенными на рисунке D.1.
D.1.2 При получении оценок качества 5 и ниже необходима настройка параметров процесса для достижения требуемого качества (в соответствии с 3.4.10).
|

Рисунок D.1 - Визуальная оценка качества
Приложение Е
(рекомендуемое)
Примеры методов проверки характеристик иглоударного маркирования
Е.1 Схема определения номинального размера модуля, смещения центра точки и размера точки приведена на рисунке Е.1.
|

Рисунок Е.1 - Схема определения номинального размера модуля, смещения центра точки и размера точки
Е.1.1 Проверка символа Data Matrix может быть проведена одним из следующих методов:
a) увеличение с помощью оптической системы;
b) исследование с помощью фотокамеры и программного обеспечения, позволяющего оценить качество на соответствие заданным требованиям.
Е.2 Пример метода проверки углового перекоса символа приведен на рисунке Е.2.
|
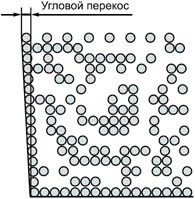
Рисунок Е.2 - Угловой перекос символа
Е.2.1 Угловой перекос может быть проверен следующими методами:
a) увеличение с использованием оптических систем;
b) проверка с использованием фотокамеры и программного обеспечения, позволяющего проводить оценку качества на соответствие заданным требованиям.
Е.3 Пример метода проверки глубины углубления при иглоударном маркировании (см. рисунок Е.3).
Е.3.1 Глубина углубления (точки) является функцией радиуса стилуса, угла конуса стилуса и действительного размера точки.
Е.3.2 В таблице Е.1 представлены значения глубины точки, полученные из расчета (см. рисунки Е.3 и Е.4). Действительную глубину точки можно приблизительно измерить путем замера износа стилуса (см. рисунок Е.5); должны приниматься в расчет действительные значения твердости изделия и стилуса, влияющие на износ стилуса.
Е.3.3 Для замера действительной глубины точки могут быть использованы и другие методы.
|
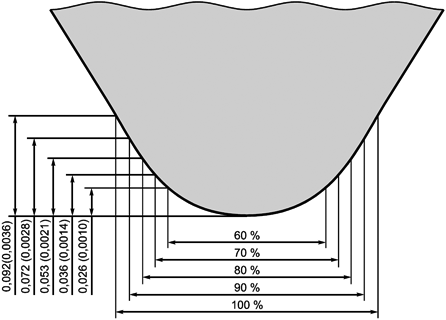
Рисунок Е.3 - Пример стилуса с углом 60° и радиусом 0,102 мм (0,004 дюйма)
Е.3.4 Размер точки может быть измерен с использованием необходимого увеличения или использования средств фотографирования с измерительной шкалой (см. рисунок Е.4).
|

Рисунок Е.4 - Измерение размера точки
Таблица Е.1 - Расчетная глубина точки
Номинальный размер модуля | Размер точки | Угол конуса стилуса | Радиус стилуса | Глубина точки | |||||
дюймы | мм | дюймы | мм | град. | дюймы | мм | дюймы | мм | |
0,0087 | 0,22 | 105% | 0,0091 | 0,23 | 60 | 0,0039 | 0,10 | 0,0040 | 0,102 |
100% | 0,0087 | 0,22 | 0,0036 | 0,092 | |||||
90% | 0,0078 | 0,20 | 0,0029 | 0,072 | |||||
80% | 0,0069 | 0,18 | 0,0021 | 0,053 | |||||
0,0087 | 0,22 | 70% | 0,0061 | 0,15 | 60 | 0,0039 | 0,10 | 0,0014 | 0,036 |
60% | 0,0052 | 0,13 | 0,0010 | 0,026 | |||||
105% | 0,0091 | 0,23 | 90 | 0,0039 | 0,10 | 0,0030 | 0,075 | ||
100% | 0,0087 | 0,22 | 0,0028 | 0,070 | |||||
90% | 0,0078 | 0,20 | 0,0023 | 0,059 | |||||
80% | 0,0069 | 0,18 | 0,0019 | 0,048 | |||||
70% | 0,0061 | 0,15 | 0,0014 | 0,036 | |||||
60% | 0,0052 | 0,13 | 0,0010 | 0,026 | |||||
0,0122 | 0,31 | 105% | 0,0128 | 0,33 | 90 | 0,0059 | 0,15 | 0,0034 | 0,087 |
100% | 0,0122 | 0,31 | 0,0033 | 0,084 | |||||
90% | 0,0110 | 0,28 | 0,0031 | 0,078 | |||||
80% | 0,0098 | 0,25 | 0,0025 | 0,063 | |||||
70% | 0,0085 | 0,22 | 0,0019 | 0,048 | |||||
60% | 0,0073 | 0,19 | 0,0013 | 0,033 | |||||
0,0122 | 0,31 | 105% | 0,0128 | 0,33 | 120 | 0,0059 | 0,15 | 0,0028 | 0,071 |
100% | 0,0122 | 0,31 | 0,0026 | 0,067 | |||||
90% | 0,0110 | 0,28 | 0,0023 | 0,058 | |||||
80% | 0,0098 | 0,25 | 0,0020 | 0,050 | |||||
70% | 0,0085 | 0,22 | 0,0016 | 0,040 | |||||
60% | 0,0073 | 0,19 | 0,0012 | 0,031 | |||||
0,0161 | 0,41 | 105% | 0,0169 | 0,43 | 90 | 0,0098 | 0,25 | 0,0045 | 0,114 |
100% | 0,0161 | 0,41 | 0,0041 | 0,104 | |||||
90% | 0,0145 | 0,37 | 0,0033 | 0,083 | |||||
80% | 0,0129 | 0,33 | 0,0025 | 0,063 | |||||
70% | 0,0113 | 0,29 | 0,0018 | 0,047 | |||||
60% | 0,0097 | 0,25 | 0,0013 | 0,032 | |||||
105% | 0,0169 | 0,43 | 120 | 0,0098 | 0,25 | 0,0034 | 0,086 | ||
100% | 0,0161 | 0,41 | 0,0032 | 0,080 | |||||
90% | 0,0145 | 0,37 | 0,0027 | 0,068 | |||||
80% | 0,0129 | 0,33 | 0,0022 | 0,057 | |||||
70% | 0,0113 | 0,29 | 0,0018 | 0,045 | |||||
60% | 0,0097 | 0,25 | 0,0013 | 0,032 | |||||
0,0177 | 0,45 | 105% | 0,0186 | 0,47 | 90 | 0,0079 | 0,20 | 0,0061 | 0,155 |
100% | 0,0177 | 0,45 | 0,0057 | 0,144 | |||||
90% | 0,0159 | 0,41 | 0,0048 | 0,121 | |||||
80% | 0,0142 | 0,36 | 0,0040 | 0,102 | |||||
70% | 0,0124 | 0,32 | 0,0030 | 0,077 | |||||
60% | 0,0106 | 0,27 | 0,0021 | 0,053 | |||||
105% | 0,0186 | 0,47 | 120 | 0,0079 | 0,20 | 0,0041 | 0,106 | ||
100% | 0,0177 | 0,45 | 0,0039 | 0,100 | |||||
90% | 0,0159 | 0,41 | 0,0034 | 0,087 | |||||
80% | 0,0142 | 0,36 | 0,0029 | 0,074 | |||||
70% | 0,0124 | 0,32 | 0,0024 | 0,060 | |||||
60% | 0,0106 | 0,27 | 0,0019 | 0,048 | |||||
Е.3.5 Износ стилуса наиболее удобно измерять с помощью компаратора. Вычитая износ стилуса из рассчитанной глубины точки (см. рисунок Е.5), получают достаточно точное значение полученной глубины точки.
|

Рисунок Е.5 - Измерение износа стилуса
Приложение ДА
(рекомендуемое)
Общие сведения об иглоударном маркировании изделий символами штрихового кода Data Matrix с применением люминесцентного состава и рекомендации по контролю качества маркировки
ДА.1 Общие сведения об иглоударном маркировании изделий символами штрихового кода Data Matrix с применением люминесцентного состава
Машиносчитываемая иглоударная маркировка с применением люминесцентного состава (иное название: флуоресцентная маркировка прямого нанесения - ФМПН) наносится непосредственно на поверхность маркируемого изделия в виде символа двумерного штрихового кода. Расположенные в заданном порядке углубления конусообразной формы, заполненные люминесцентным составом, соответствуют светлым модулям символа штрихового кода Data Matrix (рисунок ДА.1).
|

Рисунок ДА.1 - Иглоударное маркирование с применением люминесцентного состава
Люминесцентный состав представляет собой композицию, содержащую частицы люминофора с диапазоном длин волн поглощения от 250 нм до 600 нм и максимумом флуоресцентного излучения в диапазоне длин волн от 600 нм до 700 нм.
При облучении символа штрихового кода излучением с длинами волн в указанном выше диапазоне и регистрации его флуоресценции считывающим устройством в диапазоне длин волн 600-700 нм получают близкий к 100% контраст между излучением от вещества в углублениях и поверхностью, на которой расположен символ штрихового кода.
Высокий контраст получаемого изображения снижает зависимость вероятности успешного считывания символа от:
- наличия загрязнений или защитных пленок на поверхности;
- вида материала маркируемого изделия (металл, пластмассы, бетон, др.);
- свойств микрорельефа и цвета поверхности маркируемого изделия;
- наличия посторонних источников излучения.
Машиносчитываемая иглоударная маркировка с применением люминесцентного состава может наноситься и успешно считываться на поверхностях с существенно более высокой шероховатостью, чем иглоударная маркировка без применения люминесцентного состава. Так, минимальные размеры модуля символа штрихового кода в диапазоне 0,2-0,7 мм обеспечивают считываемость символа штрихового кода без применения люминесцентного состава на поверхности с шероховатостью (Ra) до 7 мкм (см. раздел 3, рисунок 4). С применением люминесцентного состава считывание символов с тем же диапазоном размеров модулей возможно для существенно больших значений шероховатости поверхности (увеличение на порядок от указанных значений).
На рисунке ДА.2 слева приведено изображение в видимом диапазоне длин волн маркированной поверхности фрагмента литой детали (вагонной рамы) с шероховатостью поверхности 80-100 мкм. Изображение символа штрихового кода не обладает необходимым контрастом и не считывается. Справа представлено изображение той же детали, полученное с помощью устройства считывания флуоресцентных символов на длине волны флуоресценции красителя в красном диапазоне длин волн, при возбуждающем облучении в голубом диапазоне длин волн. Высокий контраст изображения обеспечивает высокую вероятность считывания и декодирования символа.
|

Рисунок ДА.2 - Изображение маркированного фрагмента литой детали, полученное в видимом диапазоне длин волн и на длине волны флуоресценции красителя
Для машиносчитываемой иглоударной маркировки с применением люминесцентного состава сигнал от информационного элемента (углубления) пропорционален количеству флуоресцентного красителя, находящегося в углублении, а не определяется геометрической формой углубления, как в случае иглоударной маркировки без применения люминесцентного состава. Это приводит к снижению влияния на качество считывания символа параметров применяемой маркирующей аппаратуры.
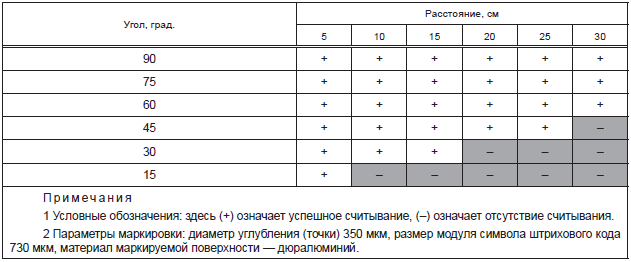
Применение люминесцентного состава позволяет считывать символы штрихового кода на больших расстояниях и в более широком диапазоне углов между плоскостью маркировки и линией сканирования, так как интенсивность флуоресцентного излучения имеет слабую угловую зависимость. Это приводит к возможности считывать нанесенную маркировку с криволинейных поверхностей меньшего радиуса, чем это допускается для иглоударной маркировки без применения люминесцентного состава. Зависимость результатов считывания маркировки от угла и расстояния считывания приведена в таблице ДА.1 и на рисунке ДА.3.
Таблица ДА.1 - Результаты считывания машиносчитываемой иглоударной маркировки с применением люминесцентного состава при различных углах считывания и расстояниях от маркировки до сканера
|
Применение люминесцентного состава позволяет значительно расширить диапазон применимых соотношений размеров углублений (точек) и номинальных размеров модуля символа штрихового кода. Примеры результатов считывания машиносчитываемой иглоударной маркировки с применением люминесцентного состава с различными размерами элементов символа маркировки приведены в таблице ДА.2 и на рисунке ДА.3.
Таблица ДА.2 - Результаты считывания машиносчитываемой иглоударной маркировки с применением люминесцентного состава при различных диаметрах углубления и размерах модуля символа штрихового кода
N | Диаметр углубления (точки), мкм | Размер модуля, мкм | Отношение диаметра углубления к размеру модуля, % | Результат считывания с расстояния 10 см (1 попытка) |
1 | 440 | 1200 | 37 | + |
2 | 440 | 1610 | 27 | + |
3 | 440 | 2030 | 22 | + |
4 | 440 | 2400 | 18 | + |
5 | 440 | 2950 | 18 | + |
6 | 240 | 1040 | 23 | + |
7 | 240 | 2050 | 12 | + |
8 | 560 | 2400 | 23 | + |
Примечание - Здесь (+) означает успешное считывание. | ||||
|

Рисунок ДА.3 - Зависимость максимальной высоты успешного считывания маркировки от отношения диаметра углубления с флуоресцирующим веществом к размеру модуля символа штрихового кода
ДА.2 Общие рекомендации по оценке качества символов
Контроль качества наносимого символа штрихового кода может быть осуществлен на установке, схема которой изображена на рисунке ДА.4.
|

1 - фотоприемник; 2 - объектив; 3 - область проверки маркированного изделия; 4 - источник возбуждающего излучения; 5 - светофильтр приемного канала.
Рисунок ДА.4 - Пример схемы устройства верификации символов штрихового кода при иглоударном маркировании изделий с применением люминесцентного состава
Для формирования поля и калибровки освещенности от источников возбуждающего излучения 4 могут быть использованы рекомендации по контролю качества маркировки, нанесенной прямым маркированием изделий без использования люминесцентного состава. Длины волн источника возбуждающего излучения должны соответствовать полосе возбуждения используемого люминофора, а в полосе его флуоресценции излучение должно быть незначительным или отсутствовать. В качестве источников излучения могут использоваться светоизлучающие диоды, длина волны максимума излучения которых находится в области 450-470 нм. Типичный спектр излучения такого светоизлучающего диода приведен на рисунке ДА.5.
|

Рисунок ДА.5 - Пример спектра излучения светоизлучающего диода с рабочими длинами волн в голубой области видимого спектра
Примеры спектров возбуждения и флуоресценции люминофора, используемого для иглоударной маркировки, приведены на рисунках ДА.6 и ДА.7 соответственно.
|

Рисунок ДА.6 - Пример спектра возбуждения флуоресценции
|
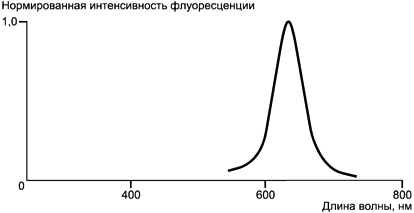
Рисунок ДА.7 - Пример спектра флуоресценции
Вторичное излучение люминесцентного вещества, использованного при иглоударной маркировке, до попадания на фотоприемник 1 должно пройти через фильтр 5. После фильтрации в объектив устройства не должен попадать свет от источников излучения 4 и от посторонних источников освещения, который снижает контраст получаемого изображения символа штрихового кода. Пример спектральной характеристики пропускания используемого фильтра приведен на рисунке ДА.8.
|
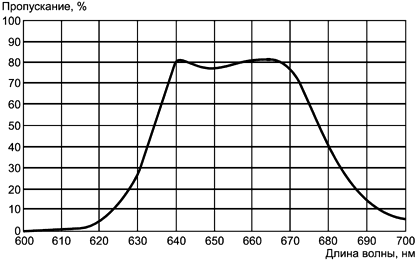
Рисунок ДА.8 - Пример спектральной характеристики коэффициента пропускания фильтра
Приложение ДБ
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДБ.1
Обозначение ссылочного международного стандарта (документа) | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO/IEC 16022:2006 | IDТ | ГОСТ Р ИСО/МЭК 16022-2008 "Автоматическая идентификация. Кодирование штриховое. Спецификация символики Data Matrix" |
SAE AS9102:2004 | IDТ | ГОСТ Р 56173-2014 "Системы менеджмента качества организаций авиационной, космической и оборонных отраслей промышленности. Требования к контролю первого изделия продукции авиационно-космического назначения" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDТ - идентичные стандарты. | ||
УДК 004.9:681.5:006.354 | ОКС 35.040 | |
Ключевые слова: автоматическая идентификация, прямое маркирование изделий, Dаtа Mаtrix, интрузивное маркирование, штриховое кодирование, иглоударное маркирование, обработка лазером; электрохимическое травление, модуль, стилус | ||
Электронный текст документа
и сверен по:
, 2018
