ГОСТ 4835-2006
Группа Д55
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОЛЕСНЫЕ ПАРЫ ВАГОНОВ МАГИСТРАЛЬНЫХ ЖЕЛЕЗНЫХ ДОРОГ КОЛЕИ 1520 мм
Технические условия
Car wheelsets of 1520 mm gauge mainline railways.Specifications
МКС 45.060
ОКП 31 8381
Дата введения 2008-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-97 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт железнодорожного транспорта" (ФГУП "ВНИИЖТ") МПС России и Федеральным государственным унитарным предприятием "Государственный научно-исследовательский институт вагоностроения" (ФГУП "ГосНИИВ")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 30 от 7 декабря 2006 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минторгэкономразвития |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Кыргызстан | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Российская Федерация | RU | Федеральное агентство по техническому регулированию и метрологии |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Госпотребстандарт Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 21 марта 2007 г. N 39-ст межгосударственный стандарт ГОСТ 4835-2006 введен в действие в качестве государственного стандарта Российской Федерации с 1 января 2008 г.
5 ВЗАМЕН ГОСТ 4835-80
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных (государственных) стандартов, издаваемых в этих государствах.
Информация об изменениях к настоящему стандарту публикуется в указателе (каталоге) "Национальные стандарты", а текст изменений - в информационных указателях "Национальные стандарты". В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе "Национальные стандарты"
ВНЕСЕНА поправка, опубликованная в ИУС N 6, 2008 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на вновь изготавливаемые колесные пары с буксовыми узлами грузовых и пассажирских вагонов, немоторных вагонов электропоездов и дизель-поездов магистральных железных дорог колеи 1520 мм.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0-75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 520-2002 (ИСО 492-94, ИСО 199-97) Подшипники качения. Общие технические условия
ГОСТ 1129-93* Масло подсолнечное. Технические условия
_____________
* На территории Российской Федерации действует ГОСТ Р 52465-2005.
ГОСТ 2405-88 Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 5791-81 Масло льняное техническое. Технические условия
ГОСТ 7409-90 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Технические условия для разработки технологий получения лакокрасочных покрытий
ГОСТ 7931-76 Олифа натуральная. Технические условия
ГОСТ 8989-73 Масло конопляное. Технические условия
ГОСТ 9036-88 Колеса цельнокатаные. Конструкция и размеры
ГОСТ 10791-2004 Колеса цельнокатаные. Технические условия
ГОСТ 12549-2003 Вагоны пассажирские магистральных железных дорог колеи 1520 (1524) мм. Окраска. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 22235-76 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ
ГОСТ 22780-93 (ИСО 1005-9-86) Оси для вагонов железных дорог колеи 1520 (1524) мм. Типы, параметры и размеры
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю "Национальные стандарты", составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Типы и основные размеры
3.1 Устанавливают пять типов колесных пар с осями типов РУ1Ш и РВ2Ш и колесами диаметром по кругу катания 957 мм в зависимости от типа вагона и максимальной расчетной статической нагрузки от колесной пары на рельсы (таблица 1).
Таблица 1
Тип колесной пары | Тип вагона | Конструкционная скорость вагона, | Максимальная расчетная статическая нагрузка от колесной пары на рельсы, кН (тс) |
РУ1Ш-957-Г | Грузовой | 120 | 230,5 (23,5) |
РУ1Ш-957-П | Пассажирский | 160 | 176,6 (18,0) |
РУ1Ш-957-Э | Немоторный электропоезда | 130 | 186,4 (19,0) |
РУ1Ш-957-Д | Немоторный дизель-поезда | 120 | |
РВ2Ш-957-Г | Грузовой | 245,2 (25,0) |
Примечания
1 Максимальная расчетная статическая нагрузка от колесной пары на рельсы - в соответствии ГОСТ 22780.
2 Максимальная расчетная статическая нагрузка от колесной пары на рельсы установлена с учетом отклонений в распределении фактической массы брутто вагонов по осям от проектной в соответствии с требованиями ГОСТ 22235.
3 При эксплуатации грузовых вагонов допускается по согласованию с разработчиком (изготовителем) повышение расчетных статических нагрузок от колесной пары на рельсы, не более: 235,4 (24,0) кН (тс) для типа РУ1Ш-957-Г при скоростях движения до 80 км/ч и 264,9 (27,0) кН (тс) для типа РВ2Ш-957-Г при скоростях движения до 90 км/ч. При этом показатели надежности и гарантийные сроки эксплуатации сборочных единиц и вагонов для повышения статических нагрузок устанавливает разработчик (изготовитель) в нормативной технической документации на вагоны конкретных моделей.
Пример условного обозначения колесной пары для грузового вагона с осью типа РУ1Ш и колесами диаметром 957 мм с буксовыми узлами:
Колесная пара РУ1Ш-957-Г ГОСТ 4835-2006
То же, без буксовых узлов:
Колесная пара РУ1Ш-957-Г без буксовых узлов ГОСТ 4835-2006
3.2 Основные размеры колесных пар должны соответствовать указанным в таблице 2.
Таблица 2
Основные размеры | Значение |
Расстояние между внутренними боковыми поверхностями ободьев колес в одной колесной паре, мм | 1440 |
Разность расстояний между внутренними боковыми поверхностями ободьев колес, мм, не более | 1,5 |
Разность диаметров колес по кругу катания в одной колесной паре, мм, не более | 1,0 |
Разность расстояний от торцов предподступичных частей оси до внутренних боковых поверхностей ободьев колес с одной и другой сторон колесной пары, мм, не более | 3,0 |
Отклонение от соосности кругов катания колес относительно оси базовой поверхности, мм, не более | 1,0 |
4 Технические требования
4.1 Колесные пары должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
4.2 Колесные пары должны соответствовать климатическому исполнению УХЛ по ГОСТ 15150.
4.3 Формирование колесных пар должно быть проведено из цельнокатаных колес по ГОСТ 9036 и осей по ГОСТ 22780 или по другим нормативным техническим документам, утвержденным в установленном порядке.
4.4 Посадка колес на оси должна быть прессовой.
4.5 Поверхности отверстий ступиц колес должны быть расточены с параметрами шероховатости 20 мкм по ГОСТ 2789. Допускается параметр шероховатости
30 мкм при соблюдении требований 4.9.
Допуски формы поверхности отверстий ступиц не должны превышать: допуск круглости (овальность) - 0,025 мм и допуск профиля продольного сечения (конусообразность) - 0,05 мм при условии расположения большего диаметра отверстия ступицы с внутренней стороны колеса.
4.6 Перед запрессовкой поверхности отверстий ступиц колес и подступичных частей осей должны быть тщательно очищены, насухо протерты и покрыты ровным слоем натуральной олифы по ГОСТ 7931 или термообработанного растительного масла (льняного по ГОСТ 5791, конопляного по ГОСТ 8989 или подсолнечного по ГОСТ 1129).
При термообработке масло следует нагреть до температуры от 140 °С до 150 °С, выдержать при этой температуре 2-3 ч, а затем после охлаждения дать отстояться не менее 48 ч. Осадок масла не следует использовать при запрессовке.
4.7 Колеса и оси перед запрессовкой должны иметь одинаковую температуру. Допускается разница температур не более 10 °С при условии превышения температуры колеса над температурой оси.
4.8 Колеса на оси должны быть запрессованы на гидравлических прессах с записью на ленте диаграммы "давление-путь" самопишущим прибором.
Класс точности самопишущего прибора должен быть не ниже 1,5%, погрешность хода диаграммы - не более 2,5%, толщина линии записи - не более 0,6 мм по ГОСТ 2405, ширина диаграммной ленты - не менее 100 мм, масштаб записи по длине должен быть не менее 1:2, а одно деление по высоте диаграммы, равное 1 мм, должно соответствовать усилию не более 24,5 кН (2,5) тс.
Допускается запись диаграммы запрессовки с использованием компьютера, согласованная в установленном порядке.
Скорость движения плунжера пресса при запрессовке должна быть не более 3 мм/с.
4.9 Значения конечных усилий запрессовки на каждые 100 мм диаметра подступичной части оси должны быть в пределах:
- 382,6-569,0 кН (39-58 тс) при шероховатости поверхности отверстий ступиц колеса 20 мкм;
- 421,8-569,0 кН (43-58 тс) при шероховатости поверхности отверстий ступиц колеса 20![]() 30 мкм.
30 мкм.
При этом значение натягов колес на оси должно быть от 0,10 до 0,25 мм.
4.10 Длина сопряжения колеса с осью, форма диаграммы запрессовки, а также условия перепрессовки должны соответствовать требованиям нормативных технических документов.
4.11 При обработке поверхностей катания колес профиль и шероховатость должны соответствовать требованиям ГОСТ 9036.
4.12 Колесные пары должны быть оборудованы буксовыми узлами по нормативным техническим документам с подшипниками качения по ГОСТ 520 с цилиндрическими роликами или двухрядными коническими кассетного типа. Колесные пары типа РВ2Ш-957-Г должны быть оборудованы адаптерами и двухрядными коническими подшипниками кассетного типа. Адаптеры для колесных пар типа РВ2Ш-957-Г следует изготовлять по рабочим чертежам, утвержденным в установленном порядке.
4.13 Буксовые узлы следует монтировать в соответствии с нормативными техническими документами.
Посадка подшипников на оси должна быть тепловой или прессовой, посадка двухрядных конических подшипников кассетного типа - только прессовой. Подшипники на оси должны быть запрессованы на гидравлических прессах, обеспечивающих скорость движения плунжера от 2,5 до 4 мм/с, с конечным усилием:
- 245,4-294,3 кН (25-30 тс) на оси типа РУ1Ш;
- 343,4-392,4 кН (35-40 тс) на оси типа РВ2Ш.
При этом конечное усилие следует поддерживать не менее трех секунд.
Формирование колесных пар допускается проводить на одном предприятии, а монтаж буксовых узлов - на другом.
4.14 Колесные пары, предназначенные для пассажирских вагонов, эксплуатируемых в поездах со скоростями движения свыше 140 км/ч, должны быть подвергнуты динамической балансировке.
Допускаемый дисбаланс в плоскости каждого колеса относительно оси, проходящей через центры кругов катания колес, должен быть не более 0,6 кг·м для вагонов, эксплуатируемых со скоростями движения от 140 до 160 км/ч.
4.15 Колесные пары должны быть окрашены по ГОСТ 7409 и ГОСТ 12549. Следует окрашивать:
колеса по всем поверхностям, кроме поверхностей катания колес пассажирских вагонов, немоторных вагонов электропоездов и дизель-поездов, а также ободьев колес грузовых вагонов;
наружные поверхности корпусов букс, адаптеров, смотровых и крепительных крышек;
предподступичные и подступичные части оси между ступицами колес и деталями буксовых узлов, установленными на предподступичные части;
среднюю часть оси.
На окрашенных поверхностях не должно быть незакрашенных мест, особенно в местах сопряжения ступиц с внутренних сторон колес с подступичными частями оси. На неокрашенных поверхностях колес допускается наличие брызг от краски.
Колесные пары, предназначенные для кооперации, допускается окрашивать в один слой грунтовками, эмалями или масляными красками. В этих случаях окончательное окрашивание выполняется при сборке тележек.
4.16 Конструкция колесных пар должна допускать их переформирование для использования на железных дорогах колеи 1435 мм.
4.17 Вероятность безотказной работы колесной пары по прочности прессовых соединений колес с осью должна быть 100% в течение всего срока службы колес на оси.
5 Требования безопасности
5.1 При изготовлении колесных пар следует руководствоваться ГОСТ 12.2.003 и ГОСТ 12.3.002, а также инструкциями по технике безопасности предприятий, утвержденными главными инженерами предприятий-изготовителей.
5.2 Безопасность при изготовлении колесных пар обеспечивают: соответствием производственных процессов - ГОСТ 12.3.002, режимов работы производственного оборудования - ГОСТ 12.2.003, режимов пожарной безопасности - ГОСТ 12.1.004, режимов электробезопасности - ГОСТ 12.2.007.0, способов безопасного производства погрузочно-разгрузочных работ - ГОСТ 12.1.004, требований санитарной безопасности - ГОСТ 12.1.007.
5.3 Безопасность эксплуатации колесных пар обеспечивается выполнением требований разделов 4, 7 и 8.
6 Требования охраны окружающей среды
6.1 При производстве колесных пар следует применять технологические процессы, не загрязняющие окружающую среду, и предусматривать комплекс мероприятий с целью ее охраны.
6.2 Метеорологические условия и содержание вредных веществ в рабочей зоне производственных помещений должны соответствовать требованиям ГОСТ 12.1.005 и ГОСТ 12.1.007 для категории работ средней тяжести.
7 Правила приемки
7.1 Предприятие-изготовитель должно проводить приемосдаточные и периодические испытания по ГОСТ 15.309 для проверки соответствия колесных пар требованиям настоящего стандарта.
7.2 Приемосдаточным испытаниям следует подвергать каждую колесную пару. Проверку представитель потребителя должен проводить в соответствии с правилами приемки и методами контроля настоящего стандарта.
7.3 При приемосдаточных испытаниях колесная пара должна быть подвергнута внешнему осмотру и измерительному контролю на соответствие требованиям 3.2 (кроме отклонения от соосности кругов катания колес относительно базовой поверхности), 4.9 и 4.10.
Измерительный контроль следует проводить до монтажа буксовых узлов при температуре производственного помещения.
7.4 При периодических испытаниях следует контролировать:
- отклонение от соосности кругов катания колес относительно базовой поверхности (см. 3.2);
- соответствие допусков формы поверхности отверстий ступиц колес требованиям 4.5;
- скорость движения плунжера пресса (см. 4.8 и 4.13).
Отклонение от соосности и соответствие допусков формы следует контролировать не реже одного раза в месяц у 10% суточного выпуска колесных пар.
Скорость движения плунжера пресса следует контролировать после его ремонта или замены масла, но не реже одного раза в год.
7.5 Отклонение от соосности кругов катания колес относительно базовой поверхности (см. 3.2) и соответствие допусков формы поверхности отверстий ступиц каждого колеса (см. 4.5) должны быть обеспечены технологией.
8 Методы контроля
8.1 Расстояние между внутренними боковыми поверхностями ободьев колес (см. 3.2) следует определять специальным измерительным инструментом.
8.2 Разность расстояний между внутренними боковыми поверхностями ободьев колес в одной колесной паре (см. 3.2) должна быть определена как разность наибольшего и наименьшего расстояний, измеренных в четырех точках, расположенных в двух взаимно перпендикулярных плоскостях.
8.3 Разность диаметров колес по кругу катания и расстояний от торцов предподступичных частей оси до внутренних боковых поверхностей ободьев колес в одной колесной паре (см. 3.2) следует определять специальным измерительным инструментом.
8.4 Отклонение от соосности кругов катания колес относительно оси базовой поверхности (см. 3.2) должно быть проверено специальным измерительным инструментом как полуразность наибольшего и наименьшего из радиальных измерений в одной плоскости при измерении от поверхностей шейки или подступичной части оси до круга катания колеса.
8.5 Шероховатость поверхности отверстия ступицы каждого колеса (см. 4.5) перед запрессовкой следует проверять по образцовым деталям. В случае разногласий в оценке шероховатости ее следует определять по ГОСТ 2789 на измерительных приборах.
8.6 Соответствие допусков формы поверхности отверстий ступиц требованиям 4.5 следует измерять микрометрическим нутромером.
Допуск круглости (овальность) отверстия ступицы определяют как полуразность наибольшего и наименьшего диаметров, расположенных во взаимно перпендикулярных направлениях.
Допуск профиля продольного сечения (конусообразность) отверстия ступицы колеса должна быть определена как полуразность наибольшего и наименьшего диаметров в одной плоскости при измерении в сечениях, отстоящих на 10-15 мм от торцов ступицы колеса.
8.7 Измерительные инструменты и приборы должны быть поверены и калиброваны в установленном порядке.
8.8 Скорость движения плунжера пресса (см. 4.8 и 4.13) следует определять как частное отделения хода плунжера, измеренного линейкой, на время, измеренное секундомером. Измерения следует повторить три раза. За значение скорости принимают среднее значение результатов трех измерений.
8.9 При подсчете допускаемых в 4.9 значений конечных усилий запрессовки диаметр подступичной части должен быть взят с точностью до 1 мм, а результаты округлены в большую сторону до целых значений для нижнего и верхнего пределов.
Значения конечных усилий запрессовки по диаграмме определяют для каждой стороны колесной пары визуально. В случае разногласий в оценке значений их необходимо определять линейкой.
8.10 Натяг (см. 4.9) должен быть определен как отрицательная разность между диаметрами отверстия ступицы колеса и подступичной части оси.
Измерения диаметров ступиц колес и подступичных частей осей необходимо вести микрометрическим нутромером и микрометрической скобой в двух взаимно перпендикулярных плоскостях по трем сечениям по длине отверстий ступиц и подступичных частей оси в местах посадки ступиц колес: по середине и на расстоянии 70-80 мм по обеим сторонам от нее. За значение диаметра измеряемого элемента следует принимать среднее значение результатов шести измерений.
Допускается применение другого измерительного инструмента, обеспечивающего необходимую точность измерений.
8.11 Контроль конечного усилия запрессовки подшипников на оси (см. 4.13) должен осуществляться по показаниям манометра пресса.
Время выдержки конечного усилия контролируется секундомером от момента установления заданной величины усилия (см. 4.13) до снятия нагрузки.
8.12 Динамическую балансировку (см. 4.14) следует проводить на специальном балансировочном оборудовании. Порядок определения и устранения дисбаланса - по нормативным техническим документам.
8.13 Качество окраски колесной пары (см. 4.15) следует проверять визуально.
8.14 Вероятность безотказной работы колесной пары по прочности прессовых соединений колес с осью (4.17) следует определять по статистическим данным.
9 Маркировка, транспортирование и хранение
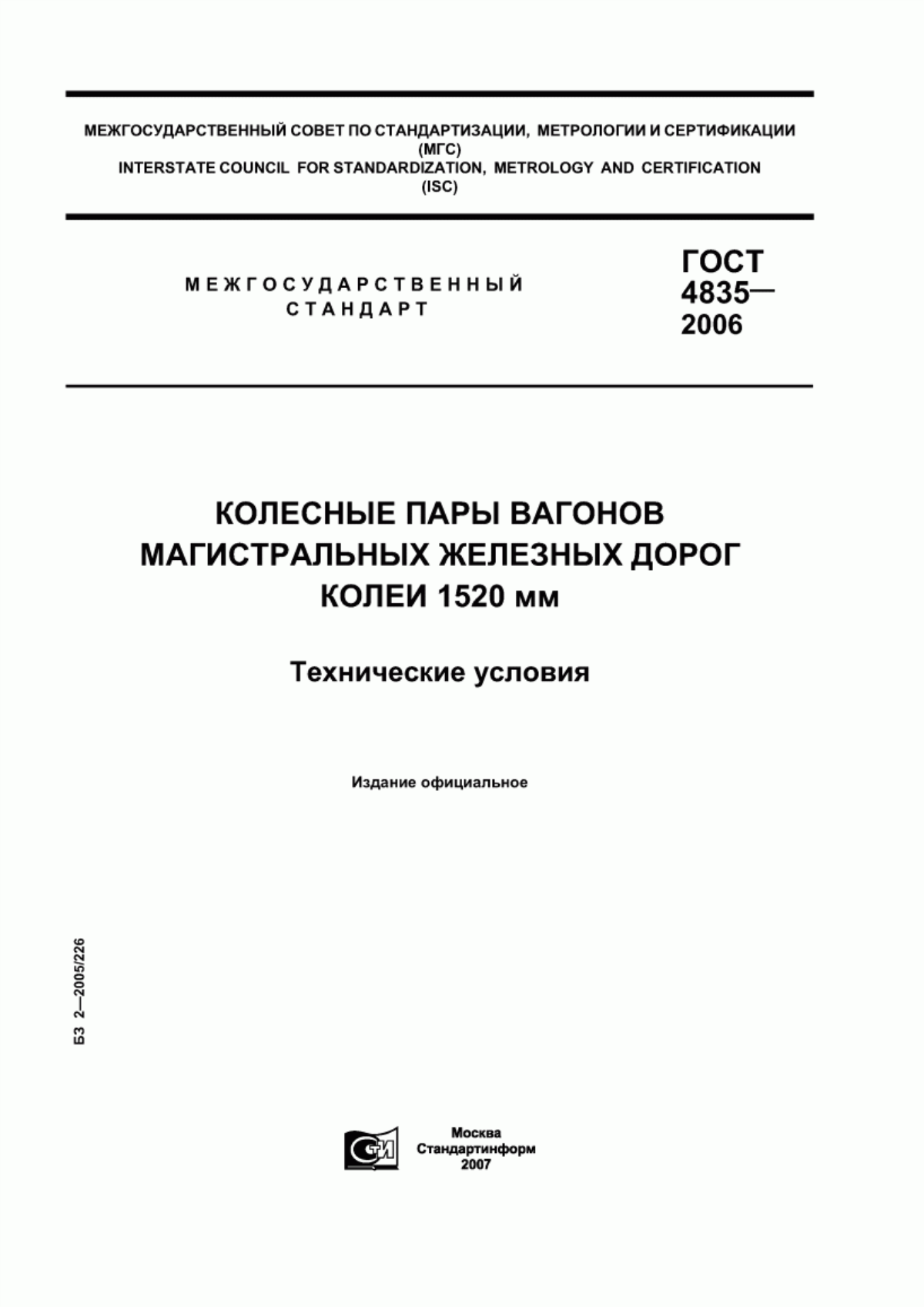
9.1 На каждой принятой колесной паре в холодном состоянии должны быть выбиты знаки маркировки и клеймения.
Основные размеры клейм и знаков маркировки должны соответствовать указанным на рисунке 1.

1, 2 - условный номер предприятия, сформировавшего колесную пару; 3 - знак формирования;
4 - знак балансировки; 5 - знак монтажа буксовых узлов
Рисунок 1
9.2 На торце шейки правой стороны колесной пары должны быть четко выбиты знаки и клейма, указанные на рисунке 2.
1 - знак формирования; 2 - клеймо ОТК; 3 - условный номер предприятия, сформировавшего колесную пару;
4 - приемочные клейма представителя потребителя; 5 - дата формирования;
6 - клейма, относящиеся к изготовлению оси
Рисунок 2
Правой стороной колесной пары считается сторона, на торце шейки которой выбиты знаки и клейма, относящиеся к изготовлению оси.
9.3 При монтаже буксовых узлов на предприятиях, которые не производили формирование колесных пар, знаки и клейма о производстве монтажа выбиваются на торце левой шейки оси. Расположение знаков и клейм должно соответствовать указанному на рисунке 3.

1 - условный номер предприятия, производившего монтаж буксовых узлов;
2 - знак монтажа буксовых узлов; 3 - дата монтажа
Рисунок 3
9.4 Порядок маркировки бирок, устанавливаемых под болтами крепительных крышек при монтаже буксовых узлов, должен соответствовать нормативным и техническим документам.
9.5 Колесные пары, подвергшиеся динамической балансировке, должны иметь клеймо Б (см. рисунок 1), которое выбивают в холодном состоянии на ободе каждого колеса перед маркировкой, предусмотренной ГОСТ 10791.
9.6 Условия хранения и транспортирования в части воздействия климатических факторов по группе 8 (ОЖЗ) ГОСТ 15150.
9.7 При транспортировании и хранении колесных пар без буксовых узлов шейки и предподступичные части осей должны быть покрыты антикоррозионным составом, обернуты влагонепроницаемой бумагой или рубероидом и предохранены от повреждений деревянными планками.
Допускается применение других способов консервации, обеспечивающих предохранение осей от коррозии и механических повреждений.
Состояние антикоррозионного покрытия при длительном хранении (свыше 6 мес) следует выборочно проверять внешним осмотром два раза в год (весной и осенью). Осмотру подлежит 10% законсервированных колесных пар. При повреждении защитного слоя, но при отсутствии коррозии на поверхности металла на этот участок следует нанести дополнительный слой покрытия. При наличии коррозии все колесные пары необходимо переконсервировать.
9.8 При погрузке, транспортировании и выгрузке колесных пар не допускается:
- сбрасывать их с вагонов или автомашин;
- ударять одну о другую;
- привязывать проволоку за шейки оси при креплении на подвижном составе;
- захватывать крюками, тросами или цепями подъемных механизмов за шейки и предподступичные части осей.
Порядок размещения колесных пар на подвижном составе и правила их крепления - по нормативным техническим документам.
9.9 Колесные пары должны сопровождаться документом, содержащим:
- наименование, условный номер предприятия-изготовителя;
- наименование колесной пары, ее условное обозначение и номер оси;
- дату выпуска колесных пар;
- число колесных пар;
- обозначение настоящего стандарта.
10 Указания по эксплуатации
Эксплуатация колесных пар - в соответствии с нормативными техническими документами, утвержденными для магистральных железных дорог.
11 Гарантии изготовителя
11.1 Предприятие-изготовитель гарантирует соответствие колесных пар требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
11.2 Гарантийный срок эксплуатации колесной пары по прочности прессовых соединений колес с осями от момента формирования колесной пары - 15 лет.
11.3 Гарантийный срок эксплуатации колесных пар по качеству монтажа буксовых узлов с момента монтажа:
11.3.1 С подшипниками с цилиндрическими роликами - до первого полного освидетельствования колесных пар, но не более четырех лет для пассажирских вагонов, немоторных вагонов электропоездов и дизель-поездов; не более пяти лет для грузовых вагонов. Для колесных пар электропоездов и дизель-поездов указанные сроки устанавливают при гарантийной наработке не более 600 тыс. км.
11.3.2 С подшипниками двухрядными коническими кассетного типа - до первого демонтажа с оси, но не более 8 лет или после пробега 1 млн 200 тыс. км для пассажирских вагонов и 800 тыс. км для грузовых вагонов и немоторных вагонов электропоездов и дизель-поездов.
11.4 Гарантийный срок эксплуатации колесных пар по качеству сборки торцевого крепления подшипников - с момента монтажа буксовых узлов до первого демонтажа крепления, но не более сроков, указанных в 11.3.
Электронный текст документа
и сверен по:
, 2007
Редакция документа с учетом
изменений и дополнений подготовлена
