ГОСТ 32289-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПЛИТЫ ДРЕВЕСНО-СТРУЖЕЧНЫЕ, ОБЛИЦОВАННЫЕ ПЛЕНКАМИ НА ОСНОВЕ ТЕРМОРЕАКТИВНЫХ ПОЛИМЕРОВ
Технические условия
Wood particleboards, laminated with paper impregnated with thermosetting resins
МКС 79.060
Дата введения 2014-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский центр стандартизации, информации и сертификации сырья, материалов и веществ" (ФГУП "ВНИЦСМВ")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 28 августа 2013 г. N 58-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 9 октября 2013 г. N 1140-ст межгосударственный стандарт ГОСТ 32289-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2014 г.
5 Настоящий стандарт соответствует региональному стандарту EN 438-2:2005* High-pressure decorative laminates (HPL) - Sheets based on thermosetting resins (usually called laminates) - Part 2: Determination of properties (Пластики листовые декоративные слоистые высокого давления на основе термореактивных смол. Часть 2. Определение характеристик).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Степень соответствия - неэквивалентная (NEQ)
Стандарт подготовлен на основе применения ГОСТ Р 52078-2003
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на древесно-стружечные плиты, облицованные пленками на основе термореактивных полимеров (далее - плиты) и предназначенные для производства мебели и других товаров народного потребления, использования в качестве конструкционных отделочных материалов в машиностроении и радиоприборостроении, в условиях, защищенных от увлажнения.
Положения настоящего стандарта распространяются на плиты, выпускаемые и применяемые предприятиями (организациями) любых форм собственности, а также индивидуальными изготовителями.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.3.014-90 Система стандартов безопасности труда. Производство древесно-стружечных плит. Общие требования безопасности
ГОСТ 12.3.042-88 Система стандартов безопасности труда. Деревообрабатывающее производство. Общие требования безопасности
ГОСТ 12.4.009-83 Система стандартов безопасности труда. Пожарная техника для защиты объектов. Основные виды. Размещение и обслуживание
ГОСТ 12.4.011-89 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
ГОСТ 61-75 Реактивы. Кислота уксусная. Технические условия
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 2603-79 Реактивы. Ацетон. Технические условия
ГОСТ 2718-74 Гетинакс электротехнический листовой. Технические условия
ГОСТ 2910-74 Текстолит электротехнический листовой. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 9784-75 Стекло органическое светотехническое листовое. Технические условия
ГОСТ 10632-2007 Плиты древесно-стружечные. Технические условия
ГОСТ 10634-88 Плиты древесно-стружечные. Методы определения физических свойств
ГОСТ 10635-88 Плиты древесностружечные. Методы определения предела прочности и модуля упругости при изгибе
ГОСТ 10636-90 Плиты древесностружечные. Метод определения предела прочности при растяжении перпендикулярно пласти плиты
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14705-83 Электрокипятильники погружные бытовые. Общие технические условия
ГОСТ 14919-83 Электроплиты, электроплитки и жарочные электрошкафы бытовые. Общие технические условия
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 19720-74 Детали и изделия из древесины и древесных материалов. Метод определения стойкости лакокрасочных покрытий к воздействию переменных температур
ГОСТ 20400-80 Продукция мебельного производства. Термины и определения
ГОСТ 23234-2009 Плиты древесно-стружечные. Метод определения удельного сопротивления нормальному отрыву наружного слоя
ГОСТ 23683-89 Парафины нефтяные твердые. Технические условия
ГОСТ 24053-80 Плиты древесно-стружечные. Детали мебельные. Метод определения покоробленности
ГОСТ 25336-82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 27326-87 Детали и изделия из древесины и древесных материалов. Метод определения твердости защитно-декоративных покрытий царапанием
ГОСТ 27627-88 Детали и изделия из древесины и древесных материалов. Метод определения стойкости защитно-декоративных покрытий к пятнообразованию
ГОСТ 27680-88 Плиты древесностружечные и древесноволокнистые. Методы контроля размеров и формы
ГОСТ 27820-88 Детали и изделия из древесины и древесных материалов. Метод определения стойкости защитно-декоративных покрытий к истиранию
ГОСТ 28498-90 Термометры жидкостные стеклянные. Общие технические требования. Методы испытаний
ГОСТ 30255-95 Мебель, древесные и полимерные материалы. Метод определения выделения формальдегида и других вредных летучих химических веществ в климатических камерах
ГОСТ 32155-2013 Плиты древесные и фанера. Определение выделения формальдегида методом газового анализа
ГОСТ 32399-2013 Плиты древесно-стружечные влагостойкие. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю "Национальные стандарты", составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Размеры и классификация
3.1 Номинальные размеры плиты и предельные отклонения размеров указаны в таблице 1.
Таблица 1
В миллиметрах
Длина | Ширина | Толщина * | |||
Номинальный размер | Предельное отклонение | Номинальный размер | Предельное отклонение | Номинальный размер | Предельное отклонение |
1830 | ±5,0 | ±5,0 | |||
2040 | |||||
2440 | |||||
2500 | |||||
2600 | 1220 | ||||
2700 | 1250 | ||||
2750 | 1500 | ||||
2800 | 1750 | ||||
2840 | 1800 | От 3 и более с градацией через 1 мм | ±0,3 | ||
3220 | 1830 | ||||
3500 | 2070 | ||||
3600 | 2135 | ||||
3660 | 2440 | ||||
3690 | 2500 | ||||
3750 | 1830 | ||||
4100 | |||||
5200 | |||||
5500 | |||||
5680 | |||||
* Как в пределах одной плиты, так и между плитами. Примечание - По согласованию изготовителя с потребителем допускается выпускать плиты другой длины, ширины и толщины, не установленные в настоящей таблице. | |||||
3.2 Классификация
3.2.1 Плиты по физико-механическим свойствам подразделяют на три группы качества - А, Б, У. К группе У относят плиты с улучшенными эксплуатационными свойствами.
3.2.2 В зависимости от выделения формальдегида в воздух плиты подразделяют на два класса эмиссии формальдегида - Е1 и Е2.
3.2.3 В зависимости от показателей внешнего вида покрытия плиты подразделяют на I и II сорт.
3.2.4 Плиты могут иметь поверхности различных сортов покрытия на лицевой и оборотной пластях. По требованию потребителя плиты могут иметь одну облицованную пласть.
3.2.5 По степени блеска покрытия подразделяют на глянцевые (Г) и матовые (М).
3.2.6 По виду печати покрытия подразделяют на одноцветные (Оц) и с печатным рисунком (Пр).
3.2.7 Плиты в зависимости от фактуры поверхности покрытия подразделяют на гладкие (Гл) и рельефные (Р).
3.2.8 Характеристики покрытий плит, указанные в 3.2.5-3.2.7, устанавливают в спецификации потребителя в соответствии с договором поставки.
3.2.9 Внешний вид покрытия, вид рисунка (при его наличии), цвет, имитация текстуры и породы древесины, степень блеска, фактура поверхности должны соответствовать образцам-эталонам, утвержденным в установленном порядке.
3.2.10 Условное обозначение плит должно состоять из обозначения покрытия (сорта, степени блеска, вида печати, фактуры поверхности), группы качества, класса эмиссии формальдегида, номинальные длину, ширину и толщину в миллиметрах и обозначение настоящего стандарта.
Сорт покрытия обозначают дробью, где в числителе указывают сорт покрытия лицевой пласти, а в знаменателе - сорт покрытия оборотной пласти. Для плит с одной облицованной пластью класс покрытия обозначают дробью с проставлением в знаменателе прочерка.
Пример условного обозначения:
Плиты древесно-стружечные, облицованные пленками на основе термореактивных полимеров, с покрытием I сорта на лицевой пласти и II сорта на оборотной пласти (I/II), с матовым (М), одноцветным (Оц) покрытием, с гладкой фактурой поверхности (Гл), группы качества А, класса эмиссии формальдегида Е1, размером 35001750
16 мм:
плита I/II-М-Оц-Гл-А-Е1, 35001750
16 мм, ГОСТ 32289
Плиты древесно-стружечные, облицованные пленками на основе термореактивных полимеров, с покрытием II класса на обеих пластях, с глянцевым (Г), печатным рисунком (Пр) покрытий, с рельефной фактурой поверхности (Р), группы качества Б, класса эмиссии формальдегида Е2, размером 35001750
16 мм:
плита II/II-Г-Пр-Р-Б-Е2, 35001750
16 мм, ГОСТ 32289
Для плит группы качества У в условное обозначение дополнительно вносят тип плиты-основы.
По согласованию с потребителем может быть другое условное обозначение, установленное предприятием-изготовителем.
4 Технические требования
4.1 Характеристики
4.1.1 Отклонение от прямолинейности кромок не должно быть более 2,0 мм на 1 п/м.
4.1.2 Отклонение от перпендикулярности кромок плит не должно быть более 2,0 мм на 1 п/м.
Перпендикулярность кромок может определяться разностью длин диагоналей пласти, которая не должна быть более 0,2% длины плиты.
4.1.3 Для производства плит применяют:
- для групп А и Б - плиты древесно-стружечные марок П-А и П-Б по ГОСТ 10632 I сорта с мелкоструктурной поверхностью, шлифованные;
для группы У - плиты древесно-стружечные марки П-А по ГОСТ 10632 I сорта с мелкоструктурной поверхностью, шлифованные и разбуханием по толщине за 2 ч не более 12%, и плиты типа Р3 и Р5 по ГОСТ 32399, первого сорта с мелкоструктурной поверхностью, шлифованные с шероховатостью поверхности пласти не более 32 мкм.
Допускается применять древесно-стружечные плиты по технической документации, соответствующие по качеству плитам указанных марок;
- пленки декоративные на основе термореактивных полимеров по технической документации.
4.2 Показатели качества плит и вид испытания указаны в таблице 2.
Таблица 2
Наименование показателя | Значение нормы показателя для группы качества плит | ||
А | Б | У | |
Приемо-сдаточные испытания | |||
Предел прочности при изгибе | Норма для плит марок | ||
П-А | П-Б | П-А | |
Норма по ГОСТ 10632 | Норма по ГОСТ 10632 | Норма по ГОСТ 32399 | |
Норма по ГОСТ 10632 | Норма по ГОСТ 10632 | Норма по ГОСТ 32399 | |
Покоробленность, мм, не более | |||
- для плит с двухсторонней облицовкой | 1,2 | 2,0 | 1,2 |
- для плит с односторонней облицовкой | - | - | - |
Гидротермическая стойкость покрытия | Не допускается изменение внешнего вида покрытия | ||
Предел прочности при растяжении перпендикулярно пласти плиты | Норма для плит марок | ||
П-А | П-Б | П-А | |
Норма по ГОСТ 10632 | Норма по ГОСТ 10632 | Норма по ГОСТ 32399 | |
Норма по ГОСТ 10632 | Норма по ГОСТ 10632 | Норма по ГОСТ 32399 | |
Удельное сопротивление нормального отрыва наружного слоя, МПа, не менее | 0,80 | 0,60 | 0,80 |
Периодические испытания | |||
Твердость защитно-декоративного покрытия: | |||
- по ГОСТ 27326 при массе груза 1,5 Н (метод 1), мкм, не более | 80,0 | 100,0 | 60,0 |
- по приложению Д, Н, не менее | 2,0 | 1,5 | 2,5 |
Типовые испытания | |||
Стойкость покрытия к повышенной температуре воздуха | Не допускается изменение внешнего вида покрытия | ||
Термическая стойкость покрытия | Не допускается изменение внешнего вида покрытия | ||
Стойкость покрытия к истиранию, обороты, не менее | 65 | Не нормируется | 100 |
Стойкость покрытия к пятнообразованию | Не допускается изменение внешнего вида покрытия | Допускается незначительное изменение внешнего вида | Изменение внешнего вида покрытия не допускается |
Стойкость покрытия к воздействию переменных температур, %, не менее | 100 | ||
Примечание - Показатель гидротермическая стойкость контролируют (по требованию потребителей) только для элементов мебели, подвергающихся воздействию водяного пара. | |||
4.3 Нормы ограничения дефектов на поверхности плит I и II сорта указаны в таблице 3.
Таблица 3
Наименование дефектов | Нормы для плит | |
I сорт | II сорт | |
Вмятины*: | ||
- количество, шт./ м | 1 | 3 |
- наибольший размер на поверхности, мм, не более | 5,0 | 5,0 |
- глубина, мм, не более | 0,2 | 0,4 |
Включения*: | Не допускаются | |
- количество, шт./ м | 2 | |
- наибольший размер на поверхности, мм, не более | 20,0 | |
Серебристость пор, не более (рассеянная) | Не допускается | 5% поверхности |
Пятно: | ||
- количество, шт./ м | 1 | |
- наибольший размер на поверхности, мм, не более | Не допускается | 30,0 |
Риски отдельные волосяные* | Не допускаются | 4 |
Царапина* | ||
- количество, шт./ м | Не допускается | 1 |
- размер, мм, не более | 200 | |
Перекос рисунка | Не допускается | |
Непропечатка рисунка | Не допускается | |
Проявление: | ||
- структуры древесно-стружечной плиты (включения крупной стружки) | ||
- количество, шт./ м | 1 | 3 |
- наибольший размер на поверхности, мм, не более | 5,0 | 15,0 |
- волнистости древесно-стружечной плиты | Не допускается | Допускается незначительная при отсутствии серебристости |
Блесткость | Не допускается | Допускается не более 1% поверхности |
* Суммарное количество одновременно присутствующих дефектов на м Примечания 1 Для плит конкретного формата количество допускаемых дефектов вычисляют на фактическую площадь с точностью до целого числа. 2 Плиты с двумя облицованными пластями, имеющие на одной из сторон дефекты, превышающие указанные в таблице 3, переводят в плиты с одной облицованной пластью. Сортность плит в этом случае устанавливают по качественным показателям лучшей стороны. Дефекты на оборотной стороне в этом случае не регламентируют. | ||
Перечень типовых дефектов покрытий деталей мебели приведен в приложении Б.
4.4 Предельно-допустимые нормы выделения формальдегида в воздух для классов эмиссии Е1 и Е2 не должны превышать значений, указанных в таблице 4. Применение плит различных классов эмиссии формальдегида приведено в приложении А.
Таблица 4
Класс эмиссии плит по выделению формальдегида | Метод испытания | Норма выделения формальдегида | Назначение испытаний (по ГОСТ 16504) |
Е1 | Камерный метод по ГОСТ 30255 | До 0,124 мг/м | Квалификационные, контрольные испытания |
Газоаналитический метод по ГОСТ 32155 | До 3,5 мг/ м | Производственный контроль | |
Е2 | Камерный метод по ГОСТ 30255 | Св. 0,124 до 0,3 мг/м | Квалификационные, контрольные испытания |
Газоаналитический метод по ГОСТ 32155 | Св. 3,5 до 8,0 мг/м | ||
Газоаналитический метод по ГОСТ 32155 | Св. 3,5 до 8,0 мг/м | Производственный контроль |
4.5 Маркировка
4.5.1 Маркировку наносят непосредственно на плиту и (или) ярлык (этикетку) упаковки и (или) в товаросопроводительной документации методом контактной печати или в виде четкого штампа темным красителем.
4.5.2 Маркировка, наносимая непосредственно на плиту, должна содержать:
- наименование и (или) товарный знак (при наличии) предприятия-изготовителя;
- условное обозначение плиты;
- дату изготовления (число, месяц, год) и номер смены.
4.5.3 На ярлыке (этикетке) упаковки и в товаросопроводительной документации наносят маркировку по 4.5.2 и дополнительно указывают:
- наименование страны-изготовителя;
- юридический адрес предприятия-изготовителя;
- количество плит в штуках и (или) в м и (или) м
.
При поставке продукции на экспорт допускается наносить дополнительную информацию по согласованию изготовителя с заказчиком, а также маркировать продукцию на иностранном языке.
4.5.4 Плиты, поставляемые потребителям, сопровождаются документом о качестве, содержащем информацию по 4.5.2, и дополнительно основные характеристики продукции по результатам проведенных испытаний при приемке с указанием нормативных документов, по которым они установлены, и (или) подтверждение о соответствии продукции требованиям настоящего стандарта.
4.5.5 Транспортная маркировка по ГОСТ 14192.
4.6 Упаковка
4.6.1 Плиты формируют в транспортные пакеты. В пакеты укладывают плиты одного размера, группы качества, класса эмиссии формальдегида, сорта, степени блеска покрытия, вида печати покрытия и фактуры поверхности покрытия.
4.6.2 Транспортные пакеты формируют на поддонах с применением верхней и нижней обложек. В качестве обложек используют любой листовой материал, предохраняющий продукцию от механических и атмосферных воздействий. Размеры верхней и нижней обложек должны быть не менее размеров упаковываемых плит.
4.6.3 Высоту сформированного транспортного пакета устанавливают с учетом характеристик грузоподъемных механизмов и грузоподъемности транспортных средств.
4.6.4 Упаковка плит должна обеспечивать возможность транспортирования плит в пакете без смещения и рассыпания. Каждый транспортный пакет должен быть скреплен поперечными обвязками из стальной упаковочной ленты шириной не менее 16 мм и толщиной не менее 0,5 мм по ГОСТ 3560 (допускается применение полиэстеровой упаковочной ленты шириной не менее 16 мм по соответствующей технической документации).
Количество обвязок должно быть не менее двух (при высоте транспортного пакета до 500 мм) и до шести (при высоте транспортного пакета более 500 мм).
По согласованию с потребителем допускается другой вид упаковки.
5 Требования безопасности и охрана окружающей среды
5.1 Плиты изготовляют с применением материалов и компонентов, разрешенных для их применения национальными органами санитарно-эпидемиологического надзора.
5.2 Выделение вредных летучих химических веществ из плит кроме формальдегида (см. 4.4) в воздух жилых и офисных помещений не должно превышать предельно допустимых концентраций, установленных нормативными документами органов санитарно-эпидемиологического надзора национальных стран.
5.3 Производство плит должно отвечать требованиям безопасности по ГОСТ 12.1.004, ГОСТ 12.1.005, ГОСТ 12.2.003, ГОСТ 12.3.042, ГОСТ 12.4.021.
5.4 Выбросы в атмосферу вредных веществ при производстве плит не должны превышать норм допустимых выбросов, установленных в соответствии с ГОСТ 17.2.3.02 и нормативными документами национальных органов санитарно-эпидемиологического надзора.
5.5 Отходы, образующиеся при производстве плит, утилизируют, размещают и обезвреживают в соответствии с технической документацией национальных органов санитарно-эпидемиологического надзора.
5.6 Лица, связанные с изготовлением плит, должны быть обеспечены средствами индивидуальной защиты по ГОСТ 12.4.011.
6 Правила приемки
6.1 Плиты предъявляют к приемке партиями. Партией считают количество плит одного размера, группы качества, класса эмиссии формальдегида, сорта, степени блеска покрытия, вида печати покрытия и фактуры поверхности покрытия изготовленных по одному технологическому режиму за ограниченный период времени и оформленных одним документом о качестве.
6.2 Отбор плит для контроля качества проводят методом случайного отбора вслепую по ГОСТ 18321.
6.3 На участке сортировки каждая плита подвергается визуальному осмотру для определения дефектов на поверхности плиты.
По периметру плиты допускаются свесы покрытия, а также полоса шириной не более 20 мм в пределах формата плиты с дефектами покрытия (например, дефекты рисунка, сколы кромок, вырывы и отслоение покрытия, недопрессовка, выкрашивание углов).
Плиты могут быть изготовлены без свесов с использованием облицовочной пленки шириной менее ширины облицовываемой плиты не более чем на 12 мм.
6.4 При проверке размеров по 3.1, отклонение от перпендикулярности кромок по 4.1.2, отклонения от прямолинейности кромок по 4.1.1, дефектов на поверхности плит по 4.3 от каждой партии отбирают плиты в количестве, указанном в таблице 5.
Таблица 5
Объем партии, шт. | Количество плит, отобранных для проверки размеров (длины, толщины, ширины), перпендикулярности и прямолинейности кромок, шт. | Количество плит, отобранных для проверки дефектов на поверхности плиты, шт. | Количество плит в выборке, при котором партия принимается, шт., не менее | |
По размерам (длины, толщины, ширины), перпендикулярности и прямолинейности кромок, шт. | По дефектам на поверхности плиты, шт. | |||
До 500 | 8 | 13 | 7 | 11 |
От 501 до 1200 | 13 | 20 | 11 | 17 |
От 1201 до 3200 | 13 | 32 | 11 | 27 |
Примечание - При наличии на предприятии-изготовителе сплошного (100%) автоматизированного контроля продукции по указанной в 6.3 номенклатуре показателей требования указанного пункта относятся к приемочному контролю у потребителя. | ||||
6.5 Для контроля показателей качества отбирают не менее трех плит.
6.6 Для оценки качества партии плит по показателям: покоробленности, предел прочности при изгибе, предел прочности при растяжении перпендикулярно пласти плиты, удельное сопротивление при нормальном отрыве покрытия, твердость защитно-декоративного покрытия, стойкость покрытия к истиранию - вычисляют выборочное среднеарифметическое значение по всем испытанным образцам по формуле
![]() , (1)
, (1)
где - значение показателя выборки
-го образца,
-й плиты выборки из
- плит;
- число образцов, отбираемое от каждой плиты.
6.7 Партию считают соответствующей требованиям настоящего стандарта и принимают, если:
- по показателям: покоробленность, предел прочности при изгибе, предел прочности при растяжении перпендикулярно пласти плиты и удельное сопротивление при нормальном отрыве покрытия, твердости защитно-декоративного покрытия и стойкости покрытия к истиранию - среднеарифметическое значение по всем образцам не более (менее) нормы, указанной в таблице 2;
- по показателям: гидротермическая стойкость покрытия, стойкость покрытия к повышенной температуре воздуха, стойкость поверхности к пятнообразованию, термическая стойкость покрытия и стойкость покрытия к воздействию переменных температур - каждый образец соответствует требованиям таблицы 2;
- результаты контроля размеров, прямоугольности и внешнего вида покрытия соответствуют требованиям таблиц 1, 4 и требованиям 4.1.2;
- результаты последних периодических и типовых испытаний удовлетворяют требованиям настоящего стандарта.
6.8 Показатели для периодических испытаний:
- твердость защитно-декоративного покрытия;
- выделение формальдегида газоаналитическим методом определяют не реже одного раза в неделю, а также при изменении в технологических процессах производства или при изменении применяемых материалов.
Результаты распространяют на весь объем продукции, выпускаемой в период до следующих периодических испытаний.
6.9 Показатели для типовых испытаний:
- выделение формальдегида камерным методом;
- стойкость покрытия к повышенной температуре воздуха;
- термическая стойкость покрытия;
- стойкость покрытия к истиранию;
- стойкость покрытия к воздействию переменных температур;
- стойкость покрытия к пятнообразованию определяют не реже одного раза в год при изменении в технологических процессах производства или при изменении применяемых материалов.
Результаты распространяют на весь объем продукции, выпускаемой в период до следующих типовых испытаний.
7 Методы контроля
7.1 Внешний вид плит контролируют визуально без применения увеличительных приборов при освещенности от 1000 до 5000 лк на расстоянии приблизительно 300-500 мм от поверхности под углом от 30° до 60°. Источником света может быть либо рассеянный дневной, либо рассеянный искусственный свет.
7.2 Класс покрытия определяют в соответствии с требованиями таблицы 3.
7.3 Матовость и блеск покрытий определяют визуально путем сопоставления с утвержденным образцом-эталоном.
7.4 Размеры плит проверяют предельными калибрами и универсальными измерительными инструментами, обеспечивающими требуемую точность.
7.5 Толщину плит проверяют толщиномером по ГОСТ 11358 или другим измерительным инструментом, обеспечивающим погрешность измерения не более ±0,1 мм.
Измерение проводят на расстоянии не менее 25 мм от кромки плиты в шести точках: в двух точках от каждой длинной стороны плиты с расстоянием между точками измерения около 1/3 длины плиты и по одной точке в середине коротких сторон плиты.
7.6 Отклонение от прямолинейности кромок определяют по ГОСТ 27680 с помощью приспособления или поверочной линейки по ГОСТ 8026 длиной 1000 мм не ниже второго класса точности и набора щупов.
7.7 Отклонение перпендикулярности смежных кромок определяют по ГОСТ 27680 с помощью угольника по ГОСТ 3749 и набора щупов или по разности длины диагоналей по пласти, измеряемых металлической рулеткой с ценой деления 1 мм по ГОСТ 7502.
При арбитражных испытаниях продукции отклонение перпендикулярности смежных кромок определяют по ГОСТ 27680.
7.8 Отбор образцов для определения показателей качества и общие требования к испытаниям
7.8.1 Из каждой плиты, отобранной в соответствии с таблицей 5 на расстоянии не менее 150 мм от поперечной кромки вырезают полосу шириной не менее 700 мм, из которой согласно номенклатуре контролируемых показателей таблицы 2 вырезают образцы в количестве не менее указанного в таблице 6.
Таблица 6
Наименование показателя | Количество вырезаемых образцов, шт. |
Предел прочности при изгибе | 8 |
Покоробленность | 1 |
Гидротермическая стойкость покрытия | 2 |
Предел прочности при растяжении перпендикулярно пласти плиты | 8 |
Удельное сопротивление нормального отрыва наружного слоя | 8 |
Твердость защитно-декоративного покрытия | 2 |
Стойкость к повышенной температуре воздуха | 2 |
Термическая стойкость покрытия | 2 |
Стойкость покрытия к истиранию | 2 |
Стойкость покрытия к пятнообразованию | 2 |
Стойкости покрытия к воздействию переменных температур | 4 |
7.8.2 При вырезании образцов необходимо предварительно от каждой попавшей в выборку плиты учитывать следующее:
- образцы для каждого вида испытаний следует вырезать из крайних и средней частей полос;
- расстояние между образцами для определения одного и того же показателя должно быть не менее 50 мм;
- пласти и кромки образцов должны быть взаимно перпендикулярны, а кромки попарно параллельны;
- стороны образцов должны быть параллельны сторонам плиты.
7.8.3 Отклонения размеров образцов, которые не входят в формулу расчета результатов испытаний, не должны превышать ±3 мм.
7.8.4 Испытания образцов проводят не ранее чем через 24 ч после облицовки плит на линии, выдержав их в нормальных условиях.
7.9 Размеры вмятин (углублений) на поверхности плиты определяют с помощью индикатора часового типа марки ИЧ-10 по ГОСТ 577, закрепленного в металлической П-образной скобе с цилиндрическими опорными поверхностями радиусом (5±1) мм и пролетом между опорами 60-100 мм.
Установку шкалы индикатора в нулевое положение производят при установке скобы на поверочную линейку по ГОСТ 8026 или на поверочную плиту по ГОСТ 10905. Ход штока в обе стороны от опорной плоскости должен быть не менее 2 мм.
7.10 Плотность и разбухание по толщине плиты-основы (п.4.1.3) определяют по ГОСТ 10634.
7.11 Удельное сопротивление нормального отрыва наружного слоя определяют по ГОСТ 23234.
7.12 Предел прочности при изгибе определяют по ГОСТ 10635.
7.13 Покоробленность определяют по ГОСТ 24053.
7.14 Гидротермическую стойкость поверхности определяют по приложению В.
7.15 Предел прочности при растяжении перпендикулярно пласти плиты определяют по ГОСТ 10636.
7.16 Стойкость покрытия к повышенной температуре воздуха определяют по приложению Г.
7.17 Термическую стойкость покрытия определяют по приложению Д.
7.18 Твердость защитно-декоративного покрытия определяют при массе груза 1,5 Н по ГОСТ 27326 (метод 1) или по приложению Е.
При контрольных испытаниях продукции показатель "Твердость защитно-декоративного покрытия" определяют по ГОСТ 27326.
7.19 Стойкость покрытия к истиранию определяют по ГОСТ 27820 (метод определения числа сошлифовки) с периодичностью оценки степени истирания испытуемого образца, равной 10 оборотам.
За результат определения степени истирания образца принимают число оборотов поворотного стола , определяемое по формуле:
![]() ; (2)
; (2)
где - количество оборотов, соответствующее начальной точке истирания покрытия;
- количество оборотов, соответствующее конечной точке истирания покрытия (момент удаления более 95% рисунка).
7.20 Стойкость поверхности к пятнообразованию определяют по ГОСТ 27627 с применением реагентов и временем их воздействия на испытуемые покрытия, указанных в таблице 7.
Таблица 7
Наименование реагентов воздействия | Время действия реагентов |
Вода дистиллированная по ГОСТ 6709 | 24 ч |
Химические жидкости-растворители: | |
- ацетон по ГОСТ 2603 | 10 мин |
- спирт этиловый с массовой долей 96% | 24 ч |
- бензин | 24 ч |
Пищевые продукты: | |
- уксусная кислота по ГОСТ 61 (раствор с массовой долей 10%) | 24 ч |
- кофе (12 г на 100 см | 24 ч |
- масло растительное | 24 ч |
Дезинфицирующее вещество: | |
- хлорамин Б | 24 ч |
7.21 Стойкость покрытия к воздействию переменных температур определяют по ГОСТ 19720.
7.22 Уровни летучих химических веществ, выделяющихся при эксплуатации плит в воздух жилых помещений, определяют по ГОСТ 30255 и нормативным документам, утвержденным органами санитарного надзора.
7.23 Выделение формальдегида из плит камерным методом определяют по ГОСТ 30255.
7.24 Выделение формальдегида из плит газоаналитическим методом определяют по ГОСТ 32155.
8 Транспортирование и хранение
8.1 Плиты перевозят всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта, с обязательным предохранением их от атмосферных осадков и механических повреждений.
8.2 Условия хранения и складирования плит у потребителя должны обеспечивать сохранность их формы и исключать механические повреждения во время хранения.
8.3 Плиты следует хранить в сухих, чистых, закрытых помещениях при температуре не ниже +5 °С и относительной влажности воздуха не выше 65%.
8.4 Плиты следует хранить в горизонтальном положении в стопах, уложенных на ровных подстопных местах.
Высота стопы должна быть не более 3300 мм для пачек плит, упакованных стальной (полиэстеровой) упаковочной лентой, разделенных между собой брусками-прокладками размером сечения не менее 8080 мм и длиной не менее ширины плиты, расположенными друг от друга не более чем на 700-800 мм. Высота стопы для неупакованных пачек плит не должна превышать 1700 мм. Расстояние от крайних брусков-прокладок до торцов плиты не должно превышать 250 мм.
Допускаются другие условия хранения плит при обеспечении необходимых условий безопасности труда, утвержденных руководителем предприятия.
9 Гарантии изготовителя
9.1 Предприятие-изготовитель гарантирует соответствие плит требованиям настоящего стандарта при соблюдении условий хранения и транспортирования в течение 12 мес с момента изготовления.
9.2 Гарантийный срок хранения указывают в маркировке продукции или в договорах (контрактах) на ее поставку.
9.3 По истечении гарантийного срока хранения перед применением плиты проверяют на соответствие требованиям настоящего стандарта.
Приложение А
(обязательное)
Применение древесно-стружечных плит, облицованных пленками на основе термореактивных полимеров, различных классов эмиссии формальдегида
Таблица А.1
Класс эмиссии формальдегида плит | Применение плит |
Е1 | Для производства бытовой мебели и изделий, предназначенных для эксплуатации внутри жилых помещений и общественных помещений |
Е2 | Для производства всех остальных изделий |
Приложение Б
(обязательное)
Перечень типовых дефектов покрытий деталей мебели
Таблица Б.1
Дефект | Определение |
Вмятина на поверхности | По ГОСТ 20400 (пункт 6.1) |
Включения | По ГОСТ 20400 (пункт 6.13) |
Пятна | По ГОСТ 20400 (пункт 6.21) |
Риска | По ГОСТ 20400 (пункт 6.24) |
Царапина | По ГОСТ 20400 (пункт 6.25) |
Перекос рисунка | По ГОСТ 20400 (пункт 6.30) |
Серебристость пор | Побеление поверхности детали из-за недостаточной растекаемости смолы в поверхностном слое пленки |
Непропечатка рисунка | Отдельный участок печатного рисунка на детали, отличающийся по цвету и фактуре от идентичного рисунка покрытия |
Проявление структуры древесностружечной плиты (подложки) | Проявление стружки наружного слоя древесностружечной плиты на поверхности плиты |
Волнистость поверхности древесностружечной плиты | Наличие продольных или поперечных полос по всей поверхности плиты с равномерным шагом |
Блесткость | Точечные участки повышенного глянца |
Свесы покрытия | Технологическое превышение размеров формата отвержденной пленки над размерами плиты-основы для обеспечения качества конечной продукции |
Примечание - Другие дефекты поверхности не допускаются. | |
Приложение В
(обязательное)
Определение гидротермической стойкости покрытия
В.1 Аппаратура
Для проведения испытания применяют следующую аппаратуру:
- колбу коническау вместимостью 250 см по ГОСТ 25336;
- лупу с пятикратным увеличением по ГОСТ 25706;
- плиту электронагревательную бытовую по ГОСТ 14919.
Допускается применение другой аппаратуры, обеспечивающей требуемую погрешность измерения.
В.2 Отбор образцов
Отбор образцов производят в соответствии с п.7.8. настоящего стандарта. Образцы должны иметь форму квадрата со стороной 75 мм. Допускается использовать образцы размерами (100100) мм.
В.3 Проведение испытаний
Образец помещают на колбу с кипящей водой и подвергают в течение 1 ч воздействию паров кипящей воды, после чего образец осушают фильтровальной бумагой.
Образцы осматривают при комнатной температуре сразу после испытания, отмечают следующие изменения на поверхности: наличие трещин (с помощью лупы), вздутий, расслоения, потери блеска, цвета (невооруженным глазом).
В.4 Обработка результатов испытаний
Если изменения внешнего вида покрытия и расслоение не произошли или указанные изменения внешнего вида (при отсутствии расслоения) исчезли в течение 24 ч, то результаты испытаний считаются положительными.
Приложение Г
(обязательное)
Определение стойкости покрытия к повышенной температуре воздуха
Г.1 Аппаратура
Г.1.1 Для проведения испытания применяют термошкаф, обеспечивающий поддержание температуры (70±5) °С.
Г.2 Отбор образцов
Отбор образцов производят в соответствии с 7.8 настоящего стандарта.
Образцы должны иметь форму квадрата со стороной 250 мм.
Г.3 Проведение испытаний
Острые кромки образцов зачищают абразивной шкуркой так, чтобы отсутствовали сколы покрытия.
Образцы помещают в термошкаф при температуре (70±5) °С на 24 ч.
После испытания образцы выдерживают 24 ч при температуре (20±5) °С и осматривают декоративную поверхность невооруженным глазом в целях обнаружения трещин на поверхности.
Осмотр образцов производят под углом 20°-30° к плоскости поверхности с расстояния 250 мм.
Г.4 Обработка результатов испытаний
При отсутствии на покрытиях трещин образцы считают выдержавшими испытание и результат распространяют на всю партию плит.
Приложение Д
(обязательное)
Определение термической стойкости покрытия
Д.1 Аппаратура, материалы
Для проведения испытания применяют следующие аппаратуру и материалы:
- стакан алюминиевый цилиндрический с плоским дном внутренним диаметром (100±5) мм, высотой (115±1,5) мм и толщиной дна (2,5±0,5) мм;
- термометр ртутный стеклянный лабораторный до 250 °С по ГОСТ 28498;
- пластину из гетинакса по ГОСТ 2718, текстолита по ГОСТ 2910 или другого термостойкого материала размерами 150150
18 мм с отверстиями для электрокипятильника и термометра;
- воск или парафин нефтяной по ГОСТ 23683;
- электрокипятильник мощностью до 300 Вт по ГОСТ 14705.
Д.2 Отбор образцов
Отбор образцов проводят в соответствии с 7.8 настоящего стандарта.
Образцы должны иметь форму квадрата со стороной 250 мм.
Д.3 Проведение испытаний
Д.3.1 В стакан алюминиевый цилиндрический помещают около 400 г воска (парафина), закрывают пластиной, нагревают его с помощью электрокипятильника до (180±1) °С. Температуру контролируют ртутным термометром на расстоянии не менее 6 мм от дна стакана.
Д.3.2 Стакан с разогретым воском (парафином) ставят на испытуемый образец. Через 20 мин, в течение которых воск (парафин) не нагревается, стакан снимают.
Д.3.3 Через 30 мин после проведения испытания осматривают поверхность образца, отмечая наличие трещин (с помощью лупы), вздутий и потери блеска (невооруженным глазом).
Д.4 Обработка результатов испытаний
Если изменения внешнего вида покрытия не произошло, за исключением незначительной потери блеска, цвета, то результаты испытаний считают положительными и распространяют на всю партию плит.
Приложение Е
(рекомендуемое)
Определение твердости защитно-декоративного покрытия
Е.1 Аппаратура и измерительные инструменты
Е.1.1 Установка для нанесения царапин (см. рисунок Е.1) типа 413/Е, состоящая из следующих частей:
Е.1.1.1 Устройство для определения горизонтальной плоскости.
Е.1.1.2 Опорный диск А для размещения испытуемого образца, свободно вращающийся без люфта вдоль вертикальной оси, предпочтительно с помощью двигателя. Число оборотов (5±1) об/мин. Допускается равномерное вращение опорного диска вручную.
Е.1.1.3 Рычаг Б, перемещающий держатель алмазной головки, установленный на шарикоподшипнике с горизонтальной осью. Высота оси регулируется таким образом, чтобы рычаг находился строго горизонтально, когда алмазная головка покоится на испытуемом образце.
Е.1.1.4 Приспособление для изменения нагрузки на алмазную головку с точностью ±0,1 Н с грузом В.
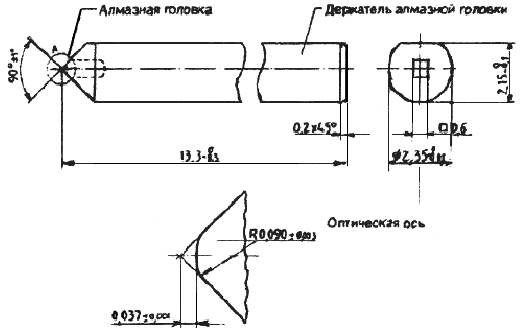
Е.1.1.5 Головка алмазная полусферическая царапающая Д радиусом (0,090±0,003) мм, расположенным в конусе с углом (90±1)° (см. рисунок Е.2). Головка монтируется в передней части держателя плоской стороной на основании удерживающей полости. Используется алмаз, сертифицированный изготовителем в органах метрологии и откалиброванный в соответствии с Е.3.
Е.1.1.6 Зажимной диск Г, удерживающий испытуемый образец в плоском положении.
Е.1.2 Смотровая камера с черной матовой поверхностью и закрепленным сверху источником света (требования к источнику света указаны ниже). При проведении испытаний образец находится на расстоянии 600 мм по вертикали от источника света.
Отверстие в передней стенке камеры позволяет осматривать испытуемый образец под разными углами на расстоянии (400±10) мм. Смотровая камера изображена на рисунке Е.3.
Источником света является матовая лампа мощностью 100 Вт, установленная в белом отражателе диаметром 140 мм, создающая освещенность на поверхности образца 800-1000 лк.
Е.1.3 Маска для наблюдения (см. рисунок Е.4.) из плоского непрозрачного материала, например листа металла или пластика.
Е.2 Отбор образцов
Е.2.1 Отбор образцов производят в соответствии с 5.3. Образцы должны иметь форму квадрата в плане со сторонами 100 мм, в центре каждого образца должно быть отверстие диаметром 6,5 мм.
Е.2.2 Кондиционирование образцов производят по ГОСТ 27820 (пункт 1.3).
Е.3 Калибровка алмазной головки
Е.3.1 Для калибровки используют диск, вырезанный из стекла органического светотехнического листового по ГОСТ 9784 (полиметилметакрилата) минимальной толщиной 3 мм (предпочтительно 4 мм). Закрепляют диск на опорном диске. Увеличивают нагрузку от 1,5 до 4 Н шагом 0,5 Н, вращая диск со скоростью (5±1) об/мин.
Высокомолекулярный литой полиметилметакрилат, высушенный в вакууме в течение 24 ч при температуре 80 °С, должен иметь теплостойкость по методу Вика* не менее 112 °С.
_______________
* На территории РФ действует ГОСТ Р ИСО 306-2012 "Пластмассы. Термопластичные материалы. Определение температуры размягчения по методу Вика".
Выполняют один полный оборот при каждой нагрузке. Измеряют глубину проникания подходящим инструментом в четырех точках, отстоящих на 90° друг от друга на одной и той же царапине, и вычисляют среднюю арифметическую глубину для каждой нагрузки.
Проникающие при нагрузке 4,0 Н на глубину 4 мкм и более алмазные головки считают непригодными. Для испытаний используют алмазные головки, имеющие глубину проникания, соответствующую предельным кривым на рисунке Е.5.
Алмазные головки с неравномерной кривизной отбраковывают. Алмазные головки проверяют после каждых 1000 испытаний.
Е.4 Порядок проведения испытаний
Е.4.1 Следует убедиться в горизонтальном расположении испытательной установки.
Регулируют высоту рычага Б так, чтобы он располагался горизонтально при соприкосновении алмазной головки с испытуемым образцом.
Е.4.2 Начинают испытания с нагрузки 5,0 Н. Перемещают рычаг Б в вертикальное положение. Фиксируют образец зажимным диском Г так, чтобы образец не скользил при испытаниях.
Опускают рычаг Б и помещают алмазную головку на образец, избегая удара.
Поворачивают опорный диск на один оборот против хода часовой стрелки со скоростью вращения (5±1) об/мин.
Останавливают опорный диск и проверяют образец.
Если при нагрузке 5,0 Н остается заметный на глаз непрерывный след, продолжают испытания, нанося концентрические окружности, отстоящие от предыдущей не менее чем на 2,0 мм. Нагрузку понижают до 2,0 Н шагом 0,5 Н.
Если непрерывный след остается при нагрузке 2,0 Н, испытания продолжают, уменьшая нагрузку шагом 0,20 Н; при нагрузке менее 1,0 Н шаг уменьшения нагрузки 0,1 Н.
Если количество царапин слишком велико для определения момента окончания испытаний, продолжают испытания на втором образце, взятом из того же листа. Перед окончательной проверкой помещают образец с царапинами на 24 ч в условия кондиционирования, определенные Е.2.2.
Е.4.3 Очищают поверхность испытанного образца. Кладут маску на поверхность образца и помещают их на место осмотра в смотровой камере. Одно из отверстий маски устанавливают в положение, соответствующее 12 ч. Наклоняют под различными углами, не поворачивая образец или маску, и просматривают все отверстия невооруженным глазом.
Примечание - Минимальной нагрузкой, образующей непрерывный след, считается такая, при которой царапина видна во всех восьми щелях маски. Следует избегать воображаемого соединения следов от головки.
Е.5 Представление результатов
Е.5.1 Записывают значение усилия, создающего непрерывную царапину, видную невооруженным глазом после выдержки в течение 24 ч в установленных в Е.2.2 условиях. Пример результатов испытаний с нагрузкой 2,5 Н приведен на рисунке Е.4.
Е.5.2 В спорных случаях образец осматривают три наблюдателя и представляют отчет независимо друг от друга. Окончательный результат представляет собой среднее трех значений.
Е.6 Отчет о результатах определения твердости защитно-декоративного покрытия
Отчет о результатах определения твердости защитно-декоративного покрытия включает следующие сведения:
а) дата проведения испытаний;
б) ссылка на стандарт;
в) наименование и тип продукции;
г) результаты испытаний в соответствии с Е.5;
д) отклонения от установленного метода испытаний.

Рисунок Е.1 - Установка для нанесения царапин
Примечание - Оптическая ось алмазного кристалла параллельна оси держателя.
Рисунок Е.2 - Алмазная головка

Рисунок Е.3 - Пример смотровой камеры

Примечание - Результат соответствует 2,5 Н.
Рисунок Е.4 - Пример испытаний на твердость защитно-декоративного покрытия

Рисунок Е.5 - Область рассеяния при калибровке алмазных головок
__________________________________________________________________________
УДК 684.4:006.354 МКС 79.060
Ключевые слова: плиты древесно-стружечные, пленки, полимеры термореактивные, размеры, классификация, требования технические, требования безопасности, правила приемки, методы контроля, транспортирование, хранение
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
