ГОСТ 30832-2002 (ИСО/МЭК 15416-2000)
------------------------------------------------------------
ГОСТ Р 51294.7-2001 (ИСО/МЭК 15416-2000)
Группа П85
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Автоматическая идентификация
КОДИРОВАНИЕ ШТРИХОВОЕ
Линейные символы штрихового кода.
Требования к испытаниям качества печати
Automatic identification. Ваr coding. Ваr code linear symbols.
Print quality test specifications
МКС 35.040
ОКСТУ 4000
Дата введения 2001-10-01*
________________
* Вероятно, ошибка оригинала. Следует читать: 01.07.2003
(Постановление Росстандарта от 29.10.2002 N 396-ст).
- .
Предисловие
1 РАЗРАБОТАН Ассоциацией автоматической идентификации ЮНИСКАН/EAN РОССИЯ/AIM РОССИЯ (Российская Федерация) при участии ЕАН Беларуси (Республика Беларусь) в рамках Межгосударственного технического комитета МТК 517 "Автоматическая идентификация"
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол по переписке N 6 от 1 августа 2002 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Республики Беларусь |
Республика Казахстан | Госстандарт Республики Казахстан |
Кыргызская Республика | Кыргызстандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Главгосслужба "Туркменстандартлары" |
3 Настоящий стандарт идентичен ГОСТ Р 51294.7-2001 "Автоматическая идентификация. Кодирование штриховое. Линейные символы штрихового кода. Требования к испытаниям качества печати", который представляет собой аутентичный текст международного стандарта ИСО/МЭК 15416-2000 "Информационная технология - Технологии автоматической идентификации и сбора данных - Спецификации испытаний качества печати штриховых кодов - Линейные символы", за исключением разделов 2, 3, рисунка Н.2, приложения L
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 29 октября 2002 г. N 396-ст межгосударственный стандарт ГОСТ 30832-2002 (ИСО/МЭК 15416-2000) признан имеющим одинаковую силу с ГОСТ Р 51294.7-2001 (ИСО/МЭК 15416-2000) "Автоматическая идентификация. Кодирование штриховое. Линейные символы штрихового кода. Требования к испытаниям качества печати" и введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2003 г.
5 ВВЕДЕН ВПЕРВЫЕ
Введение
Технология штрихового кодирования базируется на распознавании кодовых комбинаций штрихов и пробелов установленных размеров в соответствии с правилами, называемыми спецификациями символики, которые определяют представление знаков в таких комбинациях. Символ штрихового кода должен быть выполнен так, чтобы его можно было надежно декодировать в условиях эксплуатации, поскольку основной целью является применение машиночитаемого носителя информации.
Таким образом, производителям оборудования штрихового кодирования, изготовителям и пользователям символов штрихового кода для объективной оценки качества символов штриховых кодов требуются общедоступные требования к типовым испытаниям, к которым они могут обращаться при разработке оборудования и стандартов для конкретного применения или при оценке качества конкретных символов. Такие требования к испытаниям формируют основу для разработки измерительного оборудования для управления процессом и обеспечения качества как на стадии производства, так и впоследствии.
Характеристики измерительного оборудования приведены в ИСО/МЭК 15426-1.
Техническое содержание данного стандарта базируется на [1], [2] и [3]. Стандарт следует использовать совместно со спецификацией символики, соответствующей тестируемому символу штрихового кода, что обеспечивает учет специфических особенностей символики, необходимых для конкретных применений.
В настоящее время существует множество методов оценки качества штрихового кода на различных этапах производства символов. Методика, приведенная в настоящем стандарте, не отрицает ни один из существующих методов управления процессом изготовления символов, а лишь предоставляет основу для оценки качества символов штрихового кода относительно их ожидаемой эффективности при считывании и таким образом обеспечивает изготовителей символов и их торговых партнеров универсальными нормативными средствами взаимодействия при оценке качества напечатанных символов штриховых кодов. Указанная методика также предоставляет изготовителям символов информацию, позволяющую им осуществлять корректировку процесса производства печати.
Альтернативные методы оценки качества должны быть согласованы между партнерами или использоваться как специальная часть требований в рамках конкретного применения.
1 Область применения
Настоящий стандарт устанавливает:
- методики для измерений специальных атрибутов символов штрихового кода;
- метод оценки результатов этих измерений и проведения полной оценки качества символа;
- возможные причины отклонения от оптимальных классов как основу для проведения пользователями соответствующих корректировок.
Настоящий стандарт применяется для символик с рекомендуемым алгоритмом декодирования, которые предназначены для считывания с использованием линейных методов сканирования, но его методика может частично или полностью применяться для иных символик.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 7427-76 Геометрическая оптика. Термины, определения и буквенные обозначения
ГОСТ 7601-78 Физическая оптика. Термины, буквенные обозначения и определения основных величин
ГОСТ 15093-90 Лазеры и устройства управления лазерным излучением. Термины и определения
ГОСТ 25532-89 Приборы с переносом заряда фоточувствительные. Термины и определения
ГОСТ 25868-91 Оборудование периферийное систем обработки информации. Термины и определения
ГОСТ 30721-2000/ГОСТ Р 51294.3-99 Автоматическая идентификация. Кодирование штриховое. Термины и определения
ГОСТ 30742-2001 (ИСО/МЭК 16388-99) Автоматическая идентификация. Кодирование штриховое. Спецификация символики Code 39 (Код 39)
ГОСТ 30743-2001 (ИСО/МЭК 15417-2000) Автоматическая идентификация. Кодирование штриховое. Спецификация символики Code 128 (Код 128)
ИСО 2859-1-89 Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL
ИСО 3951-89 Процедуры выборочного контроля и карты контроля по количественному признаку для процента несоответствующих единиц продукции
ИСО 7724-2-84 Лаки и краски. Колориметрия. Часть 2. Измерение цвета
ИСО 9000-1-94 Общее управление качеством и стандарты по обеспечению качества. Часть 1. Руководящие указания по выбору и применению
ИСО 9001-94 Системы качества. Модель обеспечения качества при проектировании, разработке, производстве, монтаже и обслуживании*
____________________
* Действует до 15.12.2003. Взамен введен в действие ИСО 9001-2000 "Система менеджмента качества. Требования", ссылки на который отсутствуют в ИСО/МЭК 15426-1.
ИСО 9002-94 Системы качества. Модель обеспечения качества при производстве, монтаже и обслуживании*
____________________
* Действует до 15.12.2003. Взамен введен в действие ИСО 9001-2000 "Система менеджмента качества. Требования", ссылки на который отсутствуют в ИСО/МЭК 15426-1.
ИСО/МЭК 15426-1-2000 Информационная технология. Технологии автоматической идентификации и сбора данных. Спецификации соответствия верификатора штрихового кода. Часть 1. Линейные символы
3 Определения
В настоящем стандарте совместно с определениями по ГОСТ 30721 используют следующие определения:
3.1 вертикальная избыточность (vertical redundacy): Свойство символа штрихового кода, определяемое множеством возможных путей поперечного сканирования символа, возможных в результате того, что высота символа значительно больше высоты линии единичного сканирования.
3.2 впадина (valley): Точка в профиле отражения при сканировании с коэффициентом отражения меньшим, чем коэффициенты отражения в точках по обе стороны от нее.
3.3 глобальный порог (global threshold): Средний уровень между наибольшим и наименьшим значениями коэффициента отражения в профиле отражения при сканировании, используемый для начальной идентификации элементов.
3.4 глянец (gloss): Свойство подложки зеркально отражать часть падающего оптического излучения.
3.5 декодирование (decode): Определение информации, закодированной в символе штрихового кода.
3.6 декодируемость (decodability): Неиспользованная часть имеющегося допуска (между идеальными размерами элемента или комбинации элементов и соответствующим порогом выбора), рассчитанная для элемента или комбинации элементов, в наибольшей степени отличающихся от своих идеальных размеров.
3.7 измерительная апертура (measuring aperture): Круглое отверстие, определяющее эффективную область измерения символа, диаметр которой при линейном увеличении 1:1 равен диаметру области измерения.
3.8 контраст края (edge contrast): Разность коэффициентов отражения штриха и пробела двух смежных элементов.
3.9 коэффициент отражения пробела (space reflectance): Наибольший коэффициент отражения отдельного элемента (пробела или свободной зоны) в профиле отражения при сканировании.
3.10 коэффициент отражения штриха (bar reflectance): Наименьшее значение коэффициента отражения отдельного элемента (штриха) в профиле отражения при сканировании.
3.11 лазер: По ГОСТ 15093.
3.12 лазерный диод: По ГОСТ 15093.
3.13 линейное увеличение: По ГОСТ 7427.
3.14 модуляция (modulation): Отношение минимального контраста края к контрасту символа.
3.15 неоднородность отражения элемента (element reflectance non-uniformity): Разность наибольшего и наименьшего коэффициентов отражения (отдельного элемента или свободной зоны) в профиле отражения при сканировании.
3.16 область измерения (sample area): Эффективная область символа в пределах поля обзора измерительного устройства.
3.17 оптическая плотность: По ГОСТ 7601.
3.18 пик (peak): Точка в профиле отражения при сканировании с коэффициентом отражения большим, чем коэффициенты отражения в точках по обе стороны от нее.
3.19 полоса проверки (inspection band): Область в символе штрихового кода (обычно от 10% до 90% высоты символа), вдоль которой производят измерение.
Примечание - Полоса проверки приведена на рисунке 2.
3.20 пробел: По ГОСТ 30721.
Примечание - Пробел - светлый элемент, соответствующий области профиля отражения при сканировании, расположенной выше глобального порога.
3.21 путь сканирования (scan path): Линия, вдоль которой центр области измерения пересекает символ, включая свободные зоны.
3.22 угол падения: По ГОСТ 7427.
3.23 фоточувствительный прибор с зарядовой связью: По ГОСТ 25532.
3.24 штрих: По ГОСТ 30721.
Примечание - Штрих - темный элемент, соответствующий области профиля отражения при сканировании, расположенной ниже глобального порога.
3.25 штриховой код: По ГОСТ 25868.
Примечания
1 В штриховом коде штрихи прямоугольной формы.
2 Для кодирования информации можно использовать пробелы между штрихами.
4 Сокращения и обозначения
4.1 Сокращения
- (Edge contrast) контракт края
![]() - минимальный контраст края ЕС
- минимальный контраст края ЕС
- (Element reflectance non-uniformity) неоднородность отражения элемента
![]() - максимальная неоднородность отражения элементов ERN
- максимальная неоднородность отражения элементов ERN
- (Global threshold) глобальный порог
![]() - (Modulation) модуляция
- (Modulation) модуляция
- (Print contrast signal) сигнал контраста печати
- (Reference threshold) порог выбора
- (Symbol contrast) контраст символа
- (Static reflectance difference) разность статических коэффициентов отраж
ения
4.2 Обозначения
- средняя измеренная ширина элемента или комбинации элементов определенного типа
- ширина самого широкого из узких элементов
- ширина самого узкого из широких элементов
- измеренная ширина от
-го края до подобного края, считая от начального края знака символа
- наименьшая абсолютная разность между измеренным значением и порогом выбора
- число пар элементов в знаке символа для (
,
) символики
- ширина элемента с наибольшим отклонением от
- число модулей в знаке символа
- среднее полученное отношение широкого элемента к узкому
- число модулей в знаке символа (
,
) символики
- коэффициент отражения штриха
- коэффициент отражения от темного
- коэффициент отражения от светлого
- наибольший коэффициент отражения
- наименьший коэффициент отражения
- коэффициент отражения пробела
- порог выбора между модулями
и
при измерении их ширины
- общая ширина знака
- значение декодируемости
- значение декодируемости для знака символа
- средняя ширина выполненных узких элементов
5 Методика измерений
5.1 Общие требования
Настоящая методика измерений разработана для обеспечения наибольшей согласованности результатов измерений коэффициента отражения, ширины штрихов и пробелов символов штрихового кода на различных подложках с учетом режимов, характерных для средств сканирования штриховых кодов.
Измерения следует проводить при определенной длине волны и с апертурой, диаметр которой задан в нормативном документе (спецификации) по применению или определен в соответствии с 5.2.1 и 5.2.2.
Символ штрихового кода измеряют по возможности в его окончательной конфигурации, т.е. в конфигурации, в которой предполагается производить сканирование. Если это невозможно, следует обратиться к приложению D, определяющему метод измерения коэффициента отражения для подложек с пониженной непрозрачностью.
Метод выборочного контроля должен базироваться на статистически допустимом объеме выборки в пределах контролируемой партии или серии. До проведения контроля качества должен быть установлен минимальный допустимый класс. При отсутствии плана выборочного контроля, определенного в формальных процедурах обеспечения качества или в двустороннем соглашении, приемлемый план может базироваться на положениях ИСО 2859-1* или ИСО 3951**.
______________________
* На территории Российской Федерации рекомендуется применять ГОСТ Р 50779.71-99.
** На территории Российской Федерации рекомендуется применять ГОСТ Р 50779.74-99.
5.2 Эталонные измерения коэффициента отражения
Оборудование для оценки качества символов штрихового кода в соответствии с настоящим стандартом должно включать средства измерения и анализа вариаций коэффициента диффузного отражения символа штрихового кода на его подложке вдоль ряда путей сканирования, которые полностью пересекают символ по всей длине, включая обе свободные зоны. Основой этой методики является измерение коэффициента диффузного отражения символа.
Все измерения символа штрихового кода проводят в пределах полосы проверки в соответствии с 5.2.4.
Измеренные значения коэффициентов отражения представляют в процентах по отношению к коэффициенту отражения эталонного образца (выполняемого в соответствии с требованиями ИСО 7724-2 на основе сульфата бария или окиси магния), который принимается равным 100%, или путем калибровки и привязки к образцам (признанным национальными метрологическими лабораториями), освещаемым под углом 45°, диффузно-рассеянное излучение от которых собирается в направлении, перпендикулярном поверхности.
5.2.1 Рабочая(ие) длина(ы) волны
Для обеспечения соответствия условиям сканирования используемая при измерениях длина волны, соответствующая спектральному максимуму интенсивности излучения, должна быть установлена в нормативном документе (спецификации) по применению. Если она не установлена, измерения проводят с использованием длины волны, наиболее близкой к той, которую предполагается использовать в процессе сканирования. Руководство по выбору длины волны приведено в приложении F.
5.2.2 Измерительная апертура
Для обеспечения соответствия условиям сканирования в нормативном документе (спецификации) по применению должен быть установлен номинальный диаметр измерительной апертуры, используемой при измерениях. Если он не установлен, следует руководствоваться таблицей 1. При использовании нескольких размеров все измерения проводят с апертурой, соответствующей наименьшему из установленных размеров
.
Таблица 1 - Рекомендации по выбору диаметра измерительной апертуры
Размер | Диаметр апертуры, мм | Ссылочный номер |
0,100 | 0,075 | 03 |
0,180 | 0,125 | 05 |
0,330 | 0,250 | 10 |
0,635 | 0,500 | 20 |
Примечание - Ссылочный номер апертуры приблизительно равен диаметру измерительной апертуры, выраженному в тысячных долях дюйма; это значение используют для сопоставления с [2]. | ||
Если размеры не заданы, следует использовать размеры
.
Диаметр измерительной эффективной апертуры может несколько отличаться от номинального размера вследствие допусков на изготовление и свойств оптической системы. Следует иметь в виду, что измеренная ширина некоторых узких элементов может быть меньше диаметра измерительной апертуры.
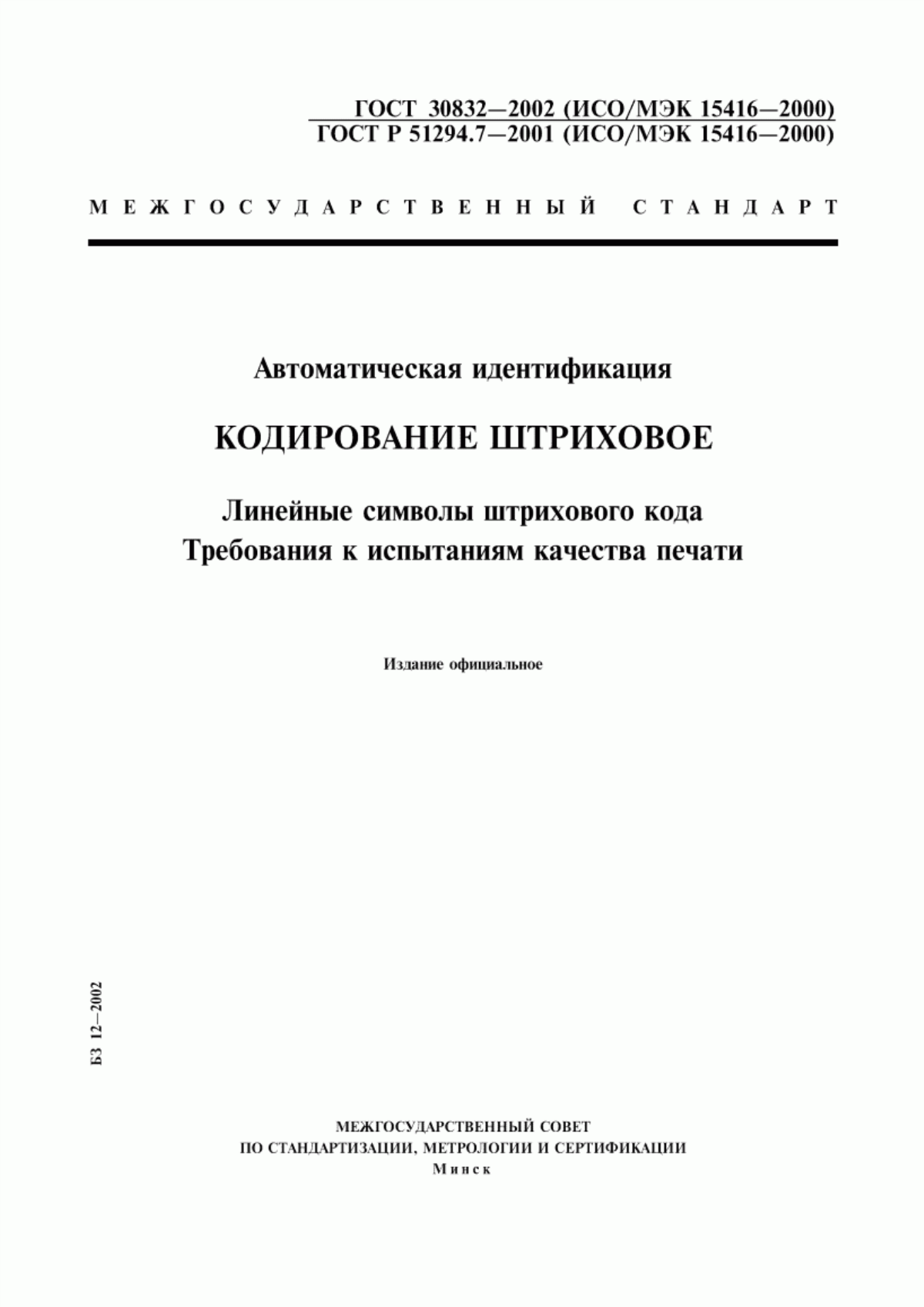
5.2.3 Оптическая схема
Общая оптическая схема для измерений коэффициента отражения должна включать в себя:
a) источник для равномерного освещения образца, угол падения оптического излучения от которого составляет 45° от нормали к поверхности образца, при этом пучок излучения находится в плоскости, перпендикулярной поверхности и параллельной штрихам;
b) устройство сбора отраженного излучения, ось которого перпендикулярна поверхности.
Оптическое излучение, отраженное от области измерения в форме круга, собирается в пределах конуса с углом при вершине 15° и осью, перпендикулярной поверхности, и проходит через круглую измерительную апертуру, диаметр которой при линейном увеличении 1:1 равен диаметру области измерения.
Примечание - На рисунке 1 приведена оптическая схема в общем виде, она не является схемой реального прибора.
1 - фоточувствительный элемент; 2 - апертура при линейном увеличении 1:1 (размер равен размеру
);
3 - диафрагма; 4 - образец; 5 - источник оптического излучения
Рисунок 1 - Рекомендуемая оптическая схема
Данная базовая схема предусматривает уменьшение влияния зеркального отражения, усиление действия диффузного отражения от символа и служит основой для обеспечения единообразия измерения, хотя может не соответствовать оптическим схемам конкретных сканирующих систем. Можно использовать альтернативные оптические схемы и компоненты, построенные на основе приведенной схемы.
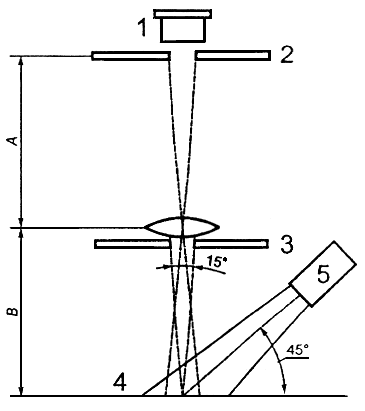
5.2.4 Полоса проверки
Область, в пределах которой лежат все пути сканирования при измерениях, должна находиться между двумя линиями, перпендикулярными штрихам символа, как показано на рисунке 2. Нижняя линия должна быть расположена выше усредненного нижнего края штрихов символа, а верхняя линия - на таком же расстоянии ниже усредненного верхнего края штрихов символа. Это расстояние должно быть равно большему из двух значений - 10% средней высоты штрихов или диаметру измерительной апертуры. Полоса проверки должна перекрывать полную длину символа, включая свободные зоны.

1 - полоса проверки (обычно 80% усредненной высоты штрихов);
2 - 10% средней высоты штрихов или диаметр апертуры (если он больше) выше полосы проверки;
3 - 10% средней высоты штрихов или диаметр апертуры (если он больше) выше усредненного
нижнего края штрихов; 4 - свободные зоны; 5 - линии сканирования;
6 - усредненный нижний край штрихов
Рисунок 2 - Полоса проверки
5.2.5 Число сканирований
Для учета возможных вариаций характеристик символа на различной высоте штрихов необходимо выполнять несколько сканирований по всей длине символа, включая обе свободные зоны, с соответствующей измерительной апертурой и источником оптического излучения определенной номинальной длины волны. Сканирования следует проводить через равные промежутки в пределах высоты полосы проверки. Минимальное число сканирований символа, как правило, должно быть равно меньшему из двух значений - десяти либо отношению высоты полосы проверки к диаметру измерительной апертуры. Рекомендации по числу сканирований приведены в приложении G. Полный класс качества символа определяют как среднее арифметическое значение классов качества, полученных в результате отдельных сканирований, в соответствии с разделом 6.
5.3 Профиль отражения при сканировании
Оценка качества символа штрихового кода должна быть основана на анализе профилей отражения при сканировании. Профиль отражения при сканировании представляет собой зависимость коэффициента отражения от положения по оси, пересекающей символ по длине. Если скорость сканирования непостоянна, то измерительные устройства (отображающие зависимость коэффициента отражения от времени) должны иметь средства, компенсирующие результаты измерения при ускорении или замедлении. Если график не представляет собой непрерывный аналоговый профиль, то интервалы измерения должны быть достаточно малыми, чтобы гарантировать, что никакая значительная деталь не потеряна и точность по оси, характеризующей положение, является удовлетворительной.
На рисунке 3 приведен профиль отражения при сканировании. Области с высоким коэффициентом отражения - пробелы, а области с низким коэффициентом отражения - штрихи. Области с наибольшими значениями коэффициента отражения, расположенные слева и справа, - свободные зоны. Важные особенности профиля могут быть определены визуально или автоматически с помощью численного анализа. Например, самая высокая точка профиля отражения на рисунке 3 соответствует коэффициенту отражения 82%, а самая низкая - 10%

Рисунок 3 - Профиль отражения при сканировании
5.4 Параметры оценки профиля
В соответствии с требованиями настоящего стандарта должны оцениваться параметры профиля, приведенные в 5.4.1-5.4.8. На рисунке 4 представлен тот же профиль отражения при сканировании, что и на рисунке 3, с указанием некоторых параметров.

Рисунок 4 - Характерные параметры профиля отражения при сканировании
5.4.1 Распознавание элемента
Для распознавания штрихов и пробелов должен быть установлен глобальный порог. Глобальный порог определяют по формуле
![]() ,
,
где - наибольшее значение коэффициента отражения;
- наименьшее значение коэффициента отражения.
Любая область, расположенная выше глобального порога, должна рассматриваться как пробел, а наибольший коэффициент отражения в данной области должен быть обозначен как коэффициент отражения пробела . Область, расположенная ниже глобального порога, должна рассматриваться как штрих, а наименьший коэффициент отражения в данной области должен быть обозначен как коэффициент отражения штриха
.
5.4.2 Распознавание края
Край элемента должен быть определен как местоположение точки профиля отражения при сканировании, соответствующей среднему значению между коэффициентами отражения штриха и пробела
двух смежных областей, т.е. точки, где значение коэффициента отражения равно
![]() . Если между смежными элементами имеется более чем одна точка, удовлетворяющая этому определению, то положение края и ширина элемента будут неоднозначны и профиль отражения при сканировании не может быть декодирован в соответствии с 5.4.3. Свободные зоны и межзнаковые интервалы (при наличии) считаются пробелами.
. Если между смежными элементами имеется более чем одна точка, удовлетворяющая этому определению, то положение края и ширина элемента будут неоднозначны и профиль отражения при сканировании не может быть декодирован в соответствии с 5.4.3. Свободные зоны и межзнаковые интервалы (при наличии) считаются пробелами.
5.4.3 Декодирование
Для декодирования символа используют рекомендуемый алгоритм декодирования символики, использующий определение края элемента, приведенное в 5.4.2. Этот алгоритм приводится в спецификации символики.
5.4.4 Контраст символа ()
Контраст символа - разность наибольшего и наименьшего значений коэффициента отражения в профиле отражения при сканировании.
![]()
5.4.5 Минимальный коэффициент отражения ()
- наименьшее значение коэффициента отражения в профиле отражения при сканировании
не должен превышать 0,5
. Этот параметр предназначен для обеспечения того, чтобы
не был слишком велик, и для обеспечения адекватного резерва допуска между коэффициентом отражения штрихов и фона.
5.4.6 Контраст края ()
Контраст края - разность коэффициентов отражения штриха и пробела
смежных элементов, включая свободные зоны. Наименьшее значение контраста края, найденное в профиле отражения при сканировании, называется минимальным контрастом края
![]() .
.
![]() .
.
5.4.7 Модуляция (![]() )
)
Модуляция характеризуется отношением минимального контраста края к контрасту символа.
![]() .
.
5.4.8 Дефекты (Defects)
Дефекты - это нерегулярности, обнаруженные внутри элементов и свободных зон. Они измеряются как неоднородности отражения элемента.
Неоднородность отражения элемента внутри определенного элемента или свободной зоны - разность наибольшего и наименьшего пиковых значений коэффициента отражения в пределах элемента. Когда элемент состоит из одиночного максимума или минимума, неоднородность отражения элемента равна нулю. Наибольшее значение неоднородности коэффициента отражения элемента, найденное в профиле отражения при сканировании, называют максимальной неоднородностью отражения элемента. Значение измеренного дефекта (Defects) выражается как отношение максимальной неоднородности отражения элемента (![]() ) к контрасту символа.
) к контрасту символа.
![]()
5.4.9 Декодируемость
Декодируемость символа штрихового кода является мерой точности его изготовления по отношению к рекомендуемому алгоритму декодирования. Обычно считается, что оборудование для сканирования штриховых кодов эффективнее работает с символами с более высокими уровнями декодируемости, чем с символами, имеющими более низкие уровни декодируемости.
В соответствующих спецификациях символик штрихового кода приведены правила контроля номинальных размеров для каждой символики. Рекомендуемый алгоритм декодирования позволяет выделить поле допусков при печати и считывании и определить один или несколько порогов выбора, в которых принимается решение относительно ширины элементов или иных измерений.
Декодируемость профиля отражения при сканировании является частью поля допуска, которое не было использовано в процессе печати и действительно для процесса сканирования. При вычислении декодируемости для профиля отражения при сканировании необходимо обратить внимание на измерения, требуемые для рекомендуемого алгоритма декодирования в соответствующей спецификации символики. Термин "измерение" относят или к ширине одиночного элемента для символик, которые непосредственно используют его в рекомендуемом алгоритме декодирования (например "Код 39" по ГОСТ 30742), или к совокупной ширине двух или более смежных элементов для символик, использующих для декодирования измерения от края до подобного края (например "Код 128" по ГОСТ 30743).
При вычислении декодируемости учитывают следующие факторы:
a) среднюю выполненную ширину для конкретных видов измерений (например узких элементов или комбинаций штриха и пробела, номинально достигающих двух, трех или четырех модулей) в профиле отражения при сканировании;
b) порог выбора , применяемый при измерениях того же типа, что
;
c) фактическое измерение , показывающее наибольшее отклонение от
в направлении порога выбора RT.
Общий вид формулы для вычисления :
= абсолютное значение
![]() ,
,
где ![]() - остающееся поле, не используемое при вариации печати;
- остающееся поле, не используемое при вариации печати;
![]() - полное теоретическое поле, основанное на идеальном измерении элемента(ов).
- полное теоретическое поле, основанное на идеальном измерении элемента(ов).
На рисунке 5 заштрихованная область представляет собой диапазон, внутри которого результаты измерения, подобные (например узкие элементы), снижаются. Измерения проводят от 0.

- средняя ширина измеренного элемента;
- ширина элемента
с наибольшим отклонением; - порог выбора
Рис. 5 - Принцип измерения декодируемости
Дополнительные специальные формулы, применимые или к символикам с двумя значениями ширины, или к ![]() символикам, приведены в приложении А. Для конкретного расчета уникальной для каждой символики декодируемости следует обращаться к спецификации символики.
символикам, приведены в приложении А. Для конкретного расчета уникальной для каждой символики декодируемости следует обращаться к спецификации символики.
Примечание - В зависимости от символики и ее рекомендуемого алгоритма декодирования измерение декодируемости может являться или не являться признаком приращения или сокращения ширины штриха, но оно не предоставляет информации о приращении или сокращении штриха, достаточной для управления процессом печати. Следовательно, для управления процессом производства символов необходимо также проводить измерение приращения или сокращения ширины штриха (приложение К), хотя данное измерение не входит в процесс оценки символа.
5.4.10 Проверка свободной зоны
Среднюю ширину узкого элемента вычисляют и корректируют при определении свободных зон, основанных на этом размере. Значения
,
свободных зон и
свободных зон, используемые для первоначального анализа профиля, сравнивают с новыми значениями, полученными для скорректированных свободных зон. Если значение(я) будут отличаться, анализ измеряемой части профиля отражения при сканировании следует повторить.
6 Оценка символа
Вследствие использования разных типов устройств считывания штрихового кода в различных условиях, существующих в практических применениях, уровень качества символа штрихового кода, требуемый для обеспечения допустимого уровня эффективности, будет отличаться. В нормативных документах по применению должна быть определена необходимая эффективность в виде класса символа в соответствии с указаниями, приведенными в Е.3.
Оценку символа следует применять для получения относительного показателя качества символа при используемых условиях измерения. Каждый профиль отражения при сканировании должен быть проанализирован, и каждому из оцениваемых параметров должен быть присвоен класс из убывающего ряда целых чисел от 4 до 0. Класс 4 соответствует самому высокому уровню качества, в то время как класс 0 соответствует уровню брака. Класс каждого профиля отражения при сканировании определяется самым низким классом любого параметра для данного профиля. Полный класс символа должен быть равен среднеарифметическому значению классов профиля. Если любые два сканирования одного и того же символа приводят к различным данным декодирования, то полный класс символа независимо от отдельных классов профиля отражения при сканировании будет равен 0.
Для определения причин получения классов низкого качества необходимо исследовать классы по каждому из сомнительных параметров профиля отражения при сканировании, как описано в Е.2. Информация для управления процессом может быть получена из средних арифметических значений классов или определенных параметров, полученных из всех профилей отражения при сканировании. Наиболее подходящими для использования параметрами являются контраст символа, декодируемость и модуляция (классы или значения), а также приращение или сокращение ширины штриха (значение). Если отдельные классы не поддаются достаточному объяснению, может возникнуть также необходимость исследования графика(ов) одиночного профиля(ей) отражения при сканировании.
6.1 Оценка профиля отражения при сканировании
Класс профиля отражения при сканировании определяет наименьший класс следующих параметров:
a) декодирования;
b) контраста символа ();
c) минимального коэффициента отражения ();
d) минимального контраста края (![]() );
);
e) модуляции (![]() );
);
f) дефектов (Defects);
g) декодируемость ();
h) любых дополнительных требований, установленных нормативным документом (спецификацией) по применению или спецификацией символики.
Параметры следует измерять в приведенной последовательности.
6.1.1 Декодирование
Декодируемые символы должны соответствовать спецификации символики, особенно в части знаков, кодирующих данные, знаков Start (СТАРТ) и Stop (СТОП), контрольного знака (знаков) символа, свободных зон и межзнаковых интервалов (где это необходимо). Если профиль отражения при сканировании не декодируется с использованием рекомендуемого алгоритма декодирования, то он должен получить класс 0, соответствующий уровню брака. В противном случае он должен получить класс 4. Анализ профиля отражения при сканировании обычно позволяет выявить причину невозможности декодирования.
6.1.2 Оценка параметра отражения
Контраст символа, модуляция и дефекты могут оцениваться по классам в интервале от 4 до 0; минимальное отражение и минимальный контраст края могут быть оценены классом 4 или 0. Данные параметры взаимозависимы и должны рассматриваться совместно.
Значения параметров, соответствующие различным классам, приведены в таблице 2.
Таблица 2 - Оценка параметров отражения
Класс |
|
|
|
| |
4 |
|
|
|
|
|
3 |
|
|
| ||
2 |
|
|
| ||
1 |
|
|
| ||
0 | >0,5 | <20% | <15% | <0,40 | >0,30 |
6.1.3 Декодируемость
Значение декодируемости для каждого профиля отражения при сканировании рассчитывают по формуле для рассматриваемого типа символики (приложение А); при необходимости приложение А дополняется формулой, которая содержится в спецификации символики и характеризует конкретную символику. Декодируемость оценивается классом от 4 до 0 в соответствии с таблицей 3.
Таблица 3 - Классы декодируемости
Класс | |
| 4 |
| 3 |
| 2 |
| 1 |
<0,25 | 0 |
6.2 Обозначение класса символа
Класс символа имеет смысл, если он приведен с рабочей длиной волны и используемой апертурой. Обозначение класса должно быть представлено в формате G/A/W, где - полный класс символа, то есть среднее арифметическое классов профиля отражения при сканировании по каждому из десяти путей сканирования,
- ссылочный номер апертуры из таблицы 1, a
-длина волны излучения в нанометрах.
Например, 2,7/05/660 означает, что средний класс профиля отражения при сканировании был равен 2,7, а данный профиль был получен с использованием апертуры 0,125 мм (ссылочный номер 05) и источника оптического излучения с длиной волны 660 нанометров.
7 Характеристики подложки
Ряд характеристик подложки, особенно глянец, малая непрозрачность и наличие ламинации с наложением, могут влиять на результаты измерений коэффициентов отражения. При наличии хотя бы одного из этих факторов следует учесть рекомендации в соответствии с приложением D.
ПРИЛОЖЕНИЕ А
(обязательное)
Декодируемость
В настоящем приложении приведены общие формулы для расчета значения декодируемости для символик, рекомендуемый алгоритм декодирования которых определяет пороги выбора. Эти формулы могут быть дополнены формулами, характерными для конкретных символик и определенными в соответствующих спецификациях символики.
А.1 Символики с двумя значениями ширины
В каждом профиле отражения при сканировании рассчитывают и
для всего символа.
Выполняемое отношение широкого элемента к узкому для данного символа рассчитывают следующим образом:
= (среднее значение ширины широкого штриха + среднее значение ширины широкого пробела)/2
, а размер
должен рассчитываться следующим образом:
= (среднее значение ширины узкого штриха + среднее значение ширины узкого пробела)/2.
Межзнаковые интервалы не должны быть включены в эти расчеты.
Для каждого знака символа или вспомогательного знака рассчитывают в соответствии с рекомендуемым алгоритмом декодирования.
Тогда ![]() ;
;
![]() .
.
Значение декодируемости для знака символа равно меньшему из значений
или
.
За декодируемость профиля отражения при сканировании принимают наименьшее значение
любого знака символа или вспомогательного знака.
А.2 Символики, декодируемые от края до подобного края ((,
) символики)
При необходимости в каждом профиле отражения при сканировании рассчитывают для символа в целом
= (среднее значение
)
,
где и
- в соответствии с 4.2.
Для каждого знака символа определяют ряд порогов выбора .
Для всех от 1 до
![]()
![]()
где ,
и
определяют в соответствии с 4.2.
Для всех от 1 до 2
![]() и всех
и всех от 1 до
![]()
пусть равно меньшему из абсолютных значений
![]() или предыдущего
или предыдущего ,
где равно измерению от начального края элемента
до начального края элемента
![]() .
.
Тогда ![]() .
.
За декодируемость профиля отражения при сканировании принимают наименьшее значение
любого знака символа или вспомогательного знака.
ПРИЛОЖЕНИЕ В
(обязательное)
Пример оценки качества символа
В.1 Оценка конкретного профиля отражения при сканировании
Классы профиля отражения при сканировании (рисунок 3) определяют в предположении, что измерение проводят с использованием источника излучения длиной волны 900 нм (инфракрасная область спектра) и апертуры 0,125 мм.
Для оценки профиля отражения при сканировании в соответствии с рисунком 3 фактические коэффициенты отражения могут быть определены графически.
Минимальный коэффициент отражения () составляет 10% и максимальный (
) - 82%. Глобальный порог составляет таким образом 46%.
меньше, чем (0,5
82%)=41% и удовлетворяет тесту (0,5
![]() ).
).
Контраст символа () составляет 82-10=72.
Минимальный контраст края (![]() ) наблюдается на крае 4, где
) наблюдается на крае 4, где и
равны 76% и 34%, соответственно,
![]() составляет 76-34=42.
составляет 76-34=42.
Модуляция (![]() ), соответственно, равна 42/72=0,58.
), соответственно, равна 42/72=0,58.
Максимальная неоднородность отражения элемента (![]() ), наибольшая неоднородность или дефект в профиле могут быть найдены как пропуск (светлое пятно) в элементе 7 - штрихе.
), наибольшая неоднородность или дефект в профиле могут быть найдены как пропуск (светлое пятно) в элементе 7 - штрихе. ![]() равно 36-24=12. Следует отметить, что
равно 36-24=12. Следует отметить, что ![]() может присутствовать в любом штрихе, пробеле или свободной зоне. Таким образом, значение дефекта (
может присутствовать в любом штрихе, пробеле или свободной зоне. Таким образом, значение дефекта (![]() ) составляет 12/72=0,17.
) составляет 12/72=0,17.
Если принять, что символ декодирован правильно (как цепочка знаков "Start $ М Stop" в символе символики "Код 39" по ГОСТ 30742) и рассчитанное значение декодируемости составило 0,58, для профиля, представленного на рисунке 3, могут быть определены следующие классы отдельных параметров и класс профиля отражения при сканировании (таблица В.1).
Таблица В.1 - Классы профиля отражения при сканировании в соответствии с рисунком 3
Параметр | Значение | Класс |
Декодирование | - | 4 |
82% | - | |
10% | 4 | |
82-10=72% | 4 | |
| 76-34=42% | 4 |
| 42/72=0,58 | 2 |
Дефекты ( | 12/72=0,17 | 3 |
Декодируемость | 0,58 | 3 |
Поскольку наименьший класс отдельного параметра в этом примере (класс для ![]() ) равен 2, класс профиля отражения при сканировании также равен 2.
) равен 2, класс профиля отражения при сканировании также равен 2.
Пример протокола верификации приведен в приложении Н.
В.2 Полный класс символа
Если принять, что серия из десяти сканирований символа, приведенного на рисунке 3, дала следующие классы профилей отражения при сканировании:
2, 2, 3, 3, 4, 2, 2, 2, 3, 3,
среднее арифметическое этих классов, и следовательно, полный класс символа составляет 2,6. Результат должен быть представлен в форме
2,6/05/900.
Для справки: этот результат согласно [2] представляется, как В/05/900.
ПРИЛОЖЕНИЕ С
(справочное)
Блок-схема оценки символа
На приведенной блок-схеме представлены этапы процесса оценки символа после получения профиля отражения при сканировании. Параметры измеряют в соответствии с 5.4.1-5.4.10 и оценивают в соответствии с 6.1.

ПРИЛОЖЕНИЕ D
(справочное)
Параметры подложки
В некоторых случаях, например, при проектировании и производстве материалов упаковки с символами штрихового кода, требуется или рекомендуется оценить пригодность подложек и/или цветов красителей для данного применения штрихового кода. Это может быть выполнено до нанесения символа в соответствии с настоящим стандартом.
D.1 Непрозрачность подложки
Оценка символа должна быть произведена согласно параметрам отражения в соответствии с 6.1.2, когда он измеряется в своей окончательной конфигурации, т.е. на полностью заполненной упаковке.
Если невозможно измерить символ в указанной конфигурации, можно пренебречь эффектами просвечивания, препятствующими высокому контрасту комбинации штрихов и пробелов, если при последующем измерении непрозрачность подложки равна или больше 0,85. Если непрозрачность меньше 0,85, символ должен быть измерен на фоне однородной темной поверхности, коэффициент отражения которой не превышает 5%.
Непрозрачность подложки рассчитывают следующим образом:
непрозрачность =![]() ,
,
где - коэффициент отражения образцового листа подложки, лежащего на поверхности белого цвета с коэффициентом отражения 89 процентов или более;
- коэффициент отражения того же образцового листа, лежащего на поверхности черного цвета с коэффициентом отражения не более 5 процентов.
D.2 Глянец
Рекомендуемые условия освещения, определенные для измерения коэффициента отражения, должны обеспечивать в максимально возможной степени отсутствие зеркального отражения при представительной оценке диффузного отражения от символа и подложки. Материалы с высоким глянцем и материалы с характеристиками диффузного отражения, изменяющимися от угла падения и/или угла сбора излучения, могут иметь классы, отличающиеся от полученных с использованием рекомендованной оптической схемы.
D.3 Внешнее ламинирование
Символ, защищаемый ламинированием, оценивают по параметрам отражения в соответствии с 6.1.2 при условии измерения совместно с ламинатом. Толщина защитного покрытия, включая связующее вещество, должна быть как можно меньшей, чтобы минимизировать его воздействие на эффективность считывания символа.
D.4 Статические измерения коэффициента отражения
В некоторых случаях может потребоваться выполнение статического измерения коэффициента отражения образцов подложки, на которых должен быть нанесен штриховой код, и цветных вставок или образцов красителей, воспроизводящих цвет, которым будет напечатан штриховой код. В результате измерений можно спрогнозировать результаты, которые будут получены при динамическом сканировании символа.
Статические измерения коэффициента отражения проводят, в соответствии с конкретным применением, с длиной волны, размером апертуры и оптическим устройством, соответствующими 5.2.1-5.2.3.
Там, где оборудование для измерения коэффициента отражения не удовлетворяет требованиям настоящего приложения, оптическую плотность можно измерить с помощью стандартного денситометра с соответствующим источником излучения, настроенного на следующие коэффициент отражения () и оптическую плотность (
):
![]() .
.
Примечание - Невозможно предсказать с высокой степенью точности контраст символа и особенно контраст края, который будет получен в напечатанном символе. В связи с этим целесообразно предусмотреть определенные запасы надежности выше минимальных значений, регламентируемых для нормируемых классов.
D.4.1 Прогнозирование контраста символа ()
При прогнозировании контраста символа коэффициент отражения измеряют на образцах, имитирующих области с наибольшим (
) и наименьшим (
) коэффициентами отражения, которые будут присутствовать в окончательном символе.
Наиболее вероятно, что для большинства символов штрихового кода коэффициент отражения должен присутствовать в свободной зоне символа; следовательно, для того, чтобы имитировать условия, соответствующие свободной зоне, коэффициент отражения
должен быть измерен в центре области измерения диаметром не менее 10Х на материале, на котором должен быть нанесен символ.
Для большинства символов штрихового хода коэффициент отражения должен присутствовать в наиболее широких штрихах символа; следовательно, для того, чтобы имитировать условия, с наибольшей вероятностью воспроизводящие значения
, встречающиеся на практике, коэффициент отражения должен быть измерен в центре полосы материала шириной от 2Х до ЗХ, который подобран по цвету к штрихам, подлежащим печати.
Далее можно рассчитать прогнозируемое значение .
![]() .
.
D.4.2 Прогнозирование минимального контраста края (![]() ) и модуляции (
) и модуляции (![]() )
)
Для того, чтобы оценить класс модуляции (![]() ), необходимо заранее знать минимальный контраст края, подобный встречающемуся при реальной печати. Наиболее предпочтительным является проведение измерения контраста края в напечатанном символе. Если это невозможно, для прогнозирования
), необходимо заранее знать минимальный контраст края, подобный встречающемуся при реальной печати. Наиболее предпочтительным является проведение измерения контраста края в напечатанном символе. Если это невозможно, для прогнозирования ![]() требуется провести измерения на образцах, имитирующих наименьшую разность коэффициентов отражения, которая может существовать для смежных элементов. Наиболее вероятно, что для большинства символов штрихового кода это условие соблюдается, когда светлый и темный элементы каждый шириной 1X находятся рядом и с противоположной стороны светлого элемента присутствует широкий темный элемент.
требуется провести измерения на образцах, имитирующих наименьшую разность коэффициентов отражения, которая может существовать для смежных элементов. Наиболее вероятно, что для большинства символов штрихового кода это условие соблюдается, когда светлый и темный элементы каждый шириной 1X находятся рядом и с противоположной стороны светлого элемента присутствует широкий темный элемент.
Для имитации этого условия при формировании маски, приведенной на рисунке С.1, должен быть вырезан образец материала того же цвета, что и подлежащий печати символ штрихового кода.
Рисунок D.1 - Маска для статических измерений коэффициента отражения
Маска, представленная на рисунке D.1, должна быть изготовлена из тонкого материала, подобного применяемому на практике. Однако она будет иметь некоторую толщину и таким образом создавать тень. Чтобы минимизировать влияние этого эффекта, следует ориентировать источник излучения измерительного устройства вдоль высоты измеряемых элементов. Узкий темный элемент и узкий светлый элемент
должны быть равны по ширине размеру Х наносимого символа, а высота элемента
должна превышать большее из значений 20X или 10 мм.
Измерение коэффициента отражения пробела должно быть проведено на узком светлом элементе, когда маска (рисунок D.1) помещена поверх фона того же материала и цвета, на котором будет напечатан штриховой код.
Измерение коэффициента отражения штриха должно быть проведено на узком темном элементе, когда маска (рисунок D.1) помещена поверх фона того же материала и цвета, на котором будет напечатан штриховой код.
Далее прогнозируемый минимальный контраст края ![]() может быть рассчитан как
может быть рассчитан как ![]() .
.
Примечание - Для материалов, которые не удовлетворяют результатам оценки по непрозрачности в соответствии с D.1, следует проводить измерения для прогнозирования и
![]() на образцах на подложке с однородной темной поверхностью с коэффициентом отражения не более 5%. Затем должны быть проведены аналогичные измерения на образцах на подложке с однородной поверхностью с коэффициентом отражения не менее 89%. Для испытаний как на темном, так и на светлом фоне рассчитанные значения статических
на образцах на подложке с однородной темной поверхностью с коэффициентом отражения не более 5%. Затем должны быть проведены аналогичные измерения на образцах на подложке с однородной поверхностью с коэффициентом отражения не менее 89%. Для испытаний как на темном, так и на светлом фоне рассчитанные значения статических и
![]() должны быть больше или равны минимальным значениям для класса, выбранного для применения.
должны быть больше или равны минимальным значениям для класса, выбранного для применения.
Далее прогнозируемое значение модуляции ![]() можно рассчитать:
можно рассчитать:
![]() .
.
D.4.3 Приемлемость измеренного и рассчитанного значений
Все классы, соответствующие статическим значениям и
![]() и рассчитанным значениям для модуляции (
и рассчитанным значениям для модуляции (![]() ), должны быть равны или превышать минимальный полный класс символа, установленный для данного применения.
), должны быть равны или превышать минимальный полный класс символа, установленный для данного применения.
Для применений, где предпочтительным методом определения параметров отражения символа штрихового кода является сигнал контраста печати (), приближенное значение
можно определить из значений, измеренных для прогнозирования
, в соответствии с приложением J.
ПРИЛОЖЕНИЕМ Е
(справочное)
Интерпретация профиля отражения при сканировании и классов символа
Е.1. Значимость профилей отражения при сканировании
Профиль отражения при сканировании представляет собой сигнал от типового сканера штрихового кода. Прежде чем поступить в декодер в устройстве считывания штрихового кода, этот сигнал обрабатывается цепью обнаружения края.
Для обеспечения выделения искомых элементов цепями обнаружения края необходимо учитывать следующие факторы отражения:
- глобальный порог должен присутствовать в каждом крае символа;
- контраст символа, модуляция, минимальный контраст края не должны быть слишком низкими;
- дефекты и минимальное отражение не должны быть слишком велики.
Кроме того, для обеспечения надлежащего функционирования декодера должны быть учтены следующие параметры:
- декодирование;
- декодируемость.
Е.2 Интерпретация результатов
Для выявления возможных причин возникновения низких классов при проверке символов должны быть исследованы как классы отдельных параметров, так и полный класс. При этом необходимо иметь в виду типовые взаимосвязи между параметрами.
Для управления процессом дополнительная информация может быть получена усреднением классов, найденных для каждого параметра по всем профилям отражения. В частности, для текущего управления эффективностью печатающего устройства или печатного пресса при длительном процессе печати можно использовать измерение среднего приращения или сокращения ширины штриха.
Приращение ширины штриха:
- может отображаться непосредственно (как среднее);
- уменьшает ЕС;
- уменьшает ![]() ;
;
- уменьшает декодируемость:
- если приращение несистематическое, то декодируемостъ будет ухудшаться, хотя среднее приращение ширины штриха не будет чрезмерным;
- если приращение систематическое, то декодируемость будет низкой и среднее приращение ширины штриха будет более высоким;
- может вызвать ошибку декодирования, если приращение чрезмерно.
Уменьшение ширины штриха:
- может отображаться непосредственно (как среднее);
- первоначально увеличивает , при чрезмерном проявлении уменьшает
;
- первоначально увеличивает ![]() , при чрезмерном проявлении уменьшает
, при чрезмерном проявлении уменьшает ![]() ;
;
- может увеличивать ;
- уменьшает декодируемость:
- если уменьшение несистематическое, то декодируемость будет ухудшаться, хотя среднее сокращение ширины штриха не будет чрезмерным;
- если уменьшение систематическое, то декодируемость будет низкой и среднее сокращение ширины штриха будет выше;
- может вызывать ошибку декодирования, если проявление чрезмерно.
Неровные края элемента:
- вызывают изменения декодируемости профилей отражения при сканировании;
- могут вызвать ошибку декодирования, если проявление чрезмерно.
Неравномерное покрытие красителем:
- уменьшает ;
- уменьшает ![]() ;
;
- может увеличивать ![]() ;
;
- может вызвать декодирование ложных элементов (ошибку декодирования).
Пропуски и/или пятна:
- увеличивают ;
- могут при чрезмерной величине вызвать декодирование ложных элементов (ошибку декодирования);
- могут вызывать отказ при определении края.
Е.3 Установление классов в применениях
На практике символы с различными классами могут показывать хорошую эффективность, поскольку в системах штрихового кодирования возможны вариации свойств, в частности:
вертикальной избыточности;
допусков алгоритмов декодирования;
возможности операторов повторно сканировать в случае ошибки считывания;
наличия сканирующего оборудования, допускающего множественные пути сканирования.
В нормативных документах, регламентирующих требования по применению штриховых кодов, должен быть определен минимальный приемлемый класс (с указанием размера апертуры и длины волны излучения) для обеспечения соответствия характеристикам условий сканирования.
Символы полных классов 3,5 или более являются символами наивысшего качества и должны, как правило, демонстрировать наибольшую надежность. Этот класс должен быть определен как минимальный там, где считывающее устройство сканирует символ только один раз (с небольшой возможностью повторного сканирования в случае отказа при считывании) или ограничивается фиксированным единичным путем сканирования.
Для символов классов от 2,5 до 3,5 при сканировании по одному пути может потребоваться повторное сканирование для декодирования. Класс 2,5 - минимально допустимый для систем, где символ будет считываться в большинстве случаев при одиночном сканировании, но при этом допускается повторное сканирование.
Для символов классов от 1,5 до 2,5 с большей вероятностью, чем для символов с более высокими классами, может потребоваться повторное сканирование. Для наилучшей эффективности считывания должны использоваться устройства, которые обеспечивают множественные пути сканирования по длине символа, или система должна допускать частые попытки повторного сканирования.
Символы классов от 0,5 до 1,5 должны считываться оборудованием, предусматривающим множественные уникальные пути сканирования по длине символа. Ряд считывающих устройств может быть не в состоянии эффективно сканировать некоторые из таких символов. Разработчики системы в таком случае могут предложить альтернативные средства ввода данных. До принятия символов этих классов в определенных применениях рекомендуется, чтобы символы для определения соответствия результатов допустимым ограничениям были проверены тем типом считывающих устройств штрихового кода, который должен использоваться.
Символы классов ниже 0,5 дадут большое количество "несчитываемых" профилей отражения при сканировании, и обеспечение надежности при использовании любых устройств считывания становится маловероятным.
Е.4 Буквенное обозначение классов при оценке
В некоторых спецификациях и [2] классы идентифицируют с использованием латинских букв А, В, С, D и F что адекватно классам, обозначенным цифрами 4, 3, 2, 1 и 0 соответственно, используемым в настоящем стандарте.
Соответствие обозначений классов при оценке символов приведено в таблице Е.1.
Таблица Е.1 - Соответствие обозначений классов при оценке символов
Цифровое обозначение полного класса символа | Буквенное обозначение класса согласно [2] |
3,5-4,0 | А |
2,5-3,5 | В |
1,5-2,5 | С |
0,5-1,5 | D |
Ниже 0,5 | F |
ПРИЛОЖЕНИЕ F
(справочное)
Руководство по выбору длины волны
В соответствии с 5.1 и 5.2.1 требуется выполнить измерения с длиной волны, используемой в конкретных условиях сканирования. Если в нормативном документе, регламентирующем требования по применению, не определен источник излучения, то для обеспечения достоверных измерений необходимо определить наиболее приемлемую длину волны, чтобы полученные результаты действительно отображали сканирование, подобное проводимому в рамках конкретного применения.
F.1 Источники оптического излучения
Применяемые на практике источники оптического излучения для сканирования штрихового кода обычно оказываются в двух широких спектральных областях, а именно, в видимой и инфракрасной областях спектра, хотя очень немногие специализированные применения могут потребовать использования источников с нетиповыми характеристиками, например в случае излучения в ультрафиолетовой области для флуоресцентных символов штрихового кода.
Для сканирования в видимой области спектра обычно используют источники со спектральным максимумом интенсивности излучения в красной области спектра на длинах волн от 620 до 700 нм. Для сканирования в инфракрасной области спектра используют источники со спектральным максимумом интенсивности излучения на длинах волн от 720 до 940 нм.
Наиболее часто применяемыми источниками оптического излучения, используемыми для сканирования штрихового кода, являются:
a) гелиево-неоновый лазер (длиной волны 633 нм);
b) светоизлучающий диод (инфракрасный излучающий диод) (с различными длинами волн в видимой и инфракрасной областях спектра);
c) лазерный диод (с различными длинами волн в видимой и инфракрасной областях спектра);
d) лампа накаливания (с обычным белым светом).
Источники излучения имеют следующие основные характеристики:
гелиево-неоновый лазер - газовый лазер с активным элементом из смеси гелия и неона, генерируют когерентное электромагнитное излучение в оптическом диапазоне на длине волны 632,8 нм (обычно округляют до 633 нм) в красной части видимой области спектра;
светоизлучающий диод - маломощный полупроводниковый прибор, генерирует оптическое излучение с рабочими длинами волн в видимой области спектра от 620 до 680 нм; чаще всего 633/640 или приблизительно 660 нм. В инфракрасной области спектра (инфракрасный излучающий диод) наиболее часто используют диапазон 880-940 нм. Светоизлучающий диод наиболее часто используют как источник излучения в считывающем карандаше или сканере с фоточувствительным прибором с зарядовой связью (ФПЗС);
лазерный диод (лазерный активный элемент полупроводникового лазера с электрической накачкой) - генерирует когерентное электромагнитное излучение на типовых длинах волн 780 нм в инфракрасной и 660 и 680 нм - в видимой области спектра (на момент публикации настоящего стандарта), используется в ручном сканирующем оборудовании и в ряде стационарных сканеров;
лампы накаливания - источник излучения, перекрывающий большую часть видимой и некоторую часть инфракрасной области спектра; при этом вследствие широкой полосы излучаемых длин волн и отсутствия пиков в спектральном распределении мощности излучения оптические характеристики определяют в понятиях цветовой температуры, а не длины волны в спектральном максимуме излучения. При использовании с фильтром Wratten 26* световые характеристики лампы с температурой 2856 К приближаются к характеристикам источника излучения длиной волны 620-633 нм. Лампы накаливания главным образом применяют при сканировании штрихового кода в системах, использующих камеру с ФПЗС-матрицей, а также в технологиях обработки изображения, отличных от сканирующей техники.
___________________
* Фильтр фирмы КОДАК (KODAK).
Примечание - Указанные длины волн могут изменяться по мере усовершенствования технологии.
F.2 Влияние вариации длины волны
Коэффициент отражения подложки или элемента символа штрихового кода изменяется в зависимости от длины волны падающего излучения. Черная, синяя или зеленая напечатанные области имеют тенденцию к сильному поглощению излучения в красной части оптической области спектра (что проявляется в низком отражении), в то время как белая, красная или оранжевая области в большой степени отражают падающее излучение. В инфракрасной области спектра цвет элемента определяется содержанием пигмента в красителе (например содержанием углерода) и не коррелируется с коэффициентом отражения. Если считать за базовый коэффициент отражения, измеренный на длине волны 633 нм, то при измерениях на длинах волн 660 или 680 нм результаты могут отличаться настолько значительно, что для штрихов, напечатанных на некоторых типах термобумаги, это может привести к изменению класса символа на одну-две единицы или более.
ПРИЛОЖЕНИЕ G
(справочное)
Рекомендации по выбору числа сканирований символа
Символы штрихового кода разработаны для обеспечения значительной вертикальной избыточности содержащейся в них закодированной информации. Наличие локальных дефектов и изменений в параметрах по высоте символа может привести к значительным различиям в профилях отражения при сканированиях, проведенных по различным путям вдоль длины символа. Следовательно, необходимо оценивать полное качество символа усреднением классов профилей отражения при сканированиях, полученных при сканированиях по различным путям.
Минимальное количество сканирований символа, как определено в 5.2.5, должно быть равно большему из двух значений - либо десяти, либо отношению высоты полосы проверки к диаметру измерительной апертуры.
Если путем документированных формальных процедур оценки качества, проведенных в соответствии с ИСО 9000-1 и другими стандартами, выявлено, что в процессе производства (в частности, при условиях, указанных в К.1) присутствует относительно низкое число указанных дефектов, для упрощения оценки качества большого количества символов число сканирований символа может быть сокращено. Для уточнения степени такого сокращения следует обратиться к К.2.
ПРИЛОЖЕНИЕ Н
(справочное)
Пример протокола верификации
Существует широкий спектр устройств верификации, разработанных для измерения качества символов штрихового кода. На рисунках Н.1 и Н.2 приведены типовые протоколы верификации (соответственно на английском и русском языках), полученные с помощью одного из этих устройств (для протокола, полученного с использованием измерительной апертуры диаметром 0,250 мм, что соответствует ссылочному номеру 10, и источника излучения с длиной волны 660 нм, класс должен быть обозначен как 3,0/10/660).
VERIFICATION REPORT | |||
Date | 23.12.96 | Time | 16:12:36 |
Aperture: | 0,010 in/0,25 mm | Wavelength: | 660 mm |
Code type | Code 39 | Decoded data: | $M |
Overall Symbol Grade: | 3.0 (B) | Averaged over (no. of scans): | 1 |
Last scan reflectance profile grade: | 3.0 (B) | ||
Scan reflectance profile analysis | |||
Parameter | value | grade | |
Decode | Yes | 4 | |
79% | N/A | ||
2% | 4 | ||
Global threshold | 40% | N/A | |
Symbol contrast | 77% | 4 | |
Min. edge contrast | 48% | 4 | |
Modulation | 0,63 | 3* | |
Defects | 0,16 | 3* | |
Decodability | 0,75 | 4 | |
PCS | 0,97 | N/A | |
Average bar gain | +3.0% | N/A | |
_____________________ | |||
Рисунок H.1 - Пример протокола верификации на английском языке
ПРОТОКОЛ ВЕРИФИКАЦИИ | |||
Дата | 23.12.96 | Время | 16:12:36 |
Апертура: | 0,010''/0,25 мм | Длина волны: | 660 нм |
Тип кода: | Код 39 | Декодированные данные: | $M |
Полный класс символа: | 3.0 (B) | Усреднение (по числу сканирований): | 1 |
Последний класс профиля отражения при сканировании: | 3.0 (B) | ||
Анализ профиля отражения при сканировании | |||
Параметр | Значение | Класс | |
Декодирование | Присутствует | 4 | |
Наибольший коэффициент отражения | 79% | Отсутствует | |
Наименьший коэффициент отражения | 2% | 4 | |
Глобальный порог | 40% | Отсутствует | |
Контраст символа | 77% | 4 | |
Минимальный контраст края | 48% | 4 | |
Модуляция | 0,63 | 3* | |
Дефекты (Defects) | 0,16 | 3* | |
Декодируемость | 0,75 | 4 | |
Сигнал контраста печати | 0,97 | Отсутствует | |
Среднее приращение штриха | +3.0% | Отсутствует | |
_____________________ * Указан класс параметра, определяющий класс профиля отражения при сканировании. | |||
Рисунок Н.2 - Пример протокола верификации на русском языке
ПРИЛОЖЕНИЕ J
(справочное)
Сравнение с традиционными методиками
J.1 Традиционные методики
Для оценки качества печати традиционно (в ряде нормативных документов, регламентирующих применение) использовались две методики. Рекомендации, приведенные в настоящем стандарте, должны помочь пользователям, в особенности изготовителям символов, сравнивать полученные результаты с данными традиционными параметрами:
a) измерениями ширины элементов - штрихов, и в особенности, приращения/сокращения размеров элемента по отношению к номинальным;
b) вычислением сигнала контраста печати (), исходя из значений коэффициента отражения от светлого
и от темного
.
Если символы используют в применении, где качество печати не нормируется в соответствии с настоящим стандартом, два указанных параметра могут быть измерены как часть процедуры оценки качества символа, и, в частности, должны быть измерены для управления процессом при изготовлении символов (приложение К). Однако они должны быть исключены из схемы оценки настоящего стандарта, так как критерии приемки или отбраковки, которые они используют, не отражают свойств сканирующих систем. Их включение в настоящий стандарт как необязательных измеряемых, но не оцениваемых параметров должно дать возможность связать предварительные сведения об изменении качества с приведенной методикой.
J.2 Корреляция между сигналом контраста печати и измерениями контраста символа
Ряд нормативных документов (спецификаций) по применению штрихового кода предусматривают оценку контраста между штрихами и пробелами или фоном с использованием понятия сигнала контраста печати (); эти требования определяют минимальную допустимую величину
. В одних случаях это фиксированное значение (например
![]() = 0,75 - задаваемое в общем случае значение), в других случаях
= 0,75 - задаваемое в общем случае значение), в других случаях ![]() - функция коэффициента отражения фона.
- функция коэффициента отражения фона.
Сигнал контраста печати рассчитывают согласно следующему уравнению:
![]() ,
,
где - коэффициент отражения фона (пробела);
- коэффициент отражения штриха.
Многие из этих нормативных документов (спецификаций) не определяют точки, в которых измеряют и
. Следовательно, имеется риск несогласованности в определении
. Кроме того, методы оценки профиля, определенные в настоящем стандарте, лучше представляют свойства сканирования штриховых кодов, чем методы, основанные на
.
Следовательно, при использовании для оценки качества печати символы, которые дают надежные результаты, могут не соответствовать требованиям минимума
, а символы, соответствующие этим требованиям, могут сканироваться недостаточно надежно.
Однако можно приблизительно соотнести измерения с контрастом символа, принимая
равным
и
равным
(предположение может не представлять фактически измеренного данным устройством
, и необходимо с осторожностью подходить к использованию такого предполагаемого соответствия).
и
могут быть затем взаимно рассчитаны следующим образом:
![]() ;
;![]() .
.
Примечание - Профили отражения при сканировании, в которых <0,50 (при расчете на основе вышеприведенного допущения), не пройдут испытаний в соответствии с настоящим стандартом по
(по 5.4.5 и 6.1.2), и их класс таким образом будет определен как 0.
J.3 Руководство по оценке для применений, дополнительно регламентирующих
Для применений, где требования к контрасту основаны на и должны быть установлены требования по оценке качества в соответствии с настоящим стандартом, могут быть использованы следующие дополнительные рекомендации:
a) для символов с существенно высоким коэффициентом отражения фона следует определять минимальный полный класс символа, охватывающий все параметры, основанные на , который выведен из установленного нормативным документом (спецификацией) по применению значения
![]() , умноженного на наименьший коэффициент отражения фона, наиболее вероятный в данном применении, или
, умноженного на наименьший коэффициент отражения фона, наиболее вероятный в данном применении, или
b) для конкретных применений, где может использоваться значительное число символов с низким коэффициентом отражения фона (например, где обычно меньше 45%), следует определять минимальный класс для всех параметров, кроме контраста символа, и на той же основе, что и в перечислении а), отдельный (более низкий) класс для контраста символа. Может потребоваться повышение предельных значений этого минимального класса по сравнению с тем, который должен быть обеспечен в соответствии с перечислением а) для устранения влияния низкого контраста символа.
Можно принять эти положения, если:
- нормативный документ (спецификация) по применению определяет минимально допустимый уровень как наименьший класс в соответствии с настоящим стандартом, и
- не возникает проблем при сканировании символов с фоном, имеющим низкий коэффициент отражения, и существует соответствие по минимальному с нормативным документом (спецификацией) по применению.
ПРИЛОЖЕНИЕ K
(справочное)
Требования к управлению процессом
При управлении основными переменными в процессе изготовления символов (приращение или сокращение ширины элемента и контраст символа) в качестве основы для осуществления обратной связи рекомендуется применять методику анализа профиля отражения при сканировании. Методика выполнения коррекции зависит от метода изготовления символа и в настоящем стандарте не установлена.
При этом для управления процессом рекомендуется определять средние арифметические значения классов или значения конкретных параметров, полученных от всех профилей отражения при сканировании. Наиболее используемыми параметрами являются контраст символа, декодируемость и модуляция (классы или значения), а также приращение или сокращение ширины штриха (значение).
K.1 Управление процессом повторной печати
Для управления процессом изготовления символа, включающего:
- повторную печать одного и того же символа с одной и той же печатной формы или подобного материала, или производство символов в больших объемах при печати по требованию;
- формальные процедуры обеспечения качества (соответствующие требованиям ИСО 9000-1, ИСО 9001 и/или ИСО 9002), разработанные для подтверждения соответствия качества печати для области изображения в целом в течение всего периода изготовления партии печатной продукции, например при печати материалов для упаковки,
могут быть использованы следующие рекомендации:
- выборочная частота и размер выборки должны быть нормированы изготовителем символа как часть формальных процедур обеспечения качества и должны быть достаточными для обеспечения возможности обнаружения значительных отклонений качества символа;
- должен быть определен минимальный допустимый класс символа;
- минимальное число сканирований каждого символа должно определяться в соответствии с К.2. Оно зависит от вида отклонений в процессе изготовления символа и от того, насколько полученные полные классы символов превышают минимальный допустимый класс, определенный в соответствии с разделом 6.
В условиях, предусмотренных настоящим приложением, оборудование, разработанное для оперативной оценки качества символов в системе в процессе изготовления, может выполнить определенное количество проведенных последовательно за короткий интервал времени сканирований множества символов в различных положениях и анализировать получаемые при этом профили отражения при сканировании, как если бы они являлись многократным сканированием одного и того же символа. Однако этот подход не является абсолютной заменой процесса выборки образцов в соответствии с 5.2.4, поскольку он может не представлять измерения по всей высоте полосы проверки.
K.2 Число сканирований
Число сканирований во время начальных циклов производства (при различных изменениях технологии процесса производства, оборудования, подложек или других материалов) должно нормироваться в соответствии с 5.2.5. Поскольку уровень качества был определен как превышение полученного полного класса символа над минимально допустимом классом в соответствии с разделом 6, количество сканирований может быть уменьшено до значения, приведенного в таблице К.1, в которой графы "Превышение класса" представляют превышение полученного класса над минимально допустимым классом.
Число сканирований для первых трех символов в любой производственной партии должно базироваться на ожидаемой разности классов, определяемой по прошлым результатам испытаний; далее оно должно базироваться на текущих усредненных разностях классов, получаемых для последних трех измеренных символов.
Таблица К.1 - Число сканирований
Число сканирований при минимально допустимом классе | |||||||
|
|
|
| ||||
Превышение класса | Число сканиро- ваний | Превышение класса | Число сканиро- ваний | Превышение класса | Число сканиро- ваний | Превышение класса | Число сканиро- ваний |
| 2 |
| 2 |
| 3 |
| 3 |
| 3 |
| 3 |
| 4 |
| 4 |
<0,1 | 5 |
| 4 |
| 6 |
| 6 |
- | - | <0,15 | 5 | <0,15 | 8 | <0,15 | 10 |
K.3 Отклонение ширины штриха
Как часть процедуры управления процессом измерения качества печати традиционно использовалось измерение среднего приращения или сокращения ширины штриха. Для обеспечения обратной связи, позволяющей осуществлять регулирование процесса печати, улучшающее декодирование и прочие классы параметров, среднее приращение или сокращение ширины штриха должно рассчитываться и выражаться или непосредственно в виде размеров, или как процентное изменение размера Х (или, если этот размер не нормирован, размера ). Этот фактор не оценивается, поскольку отклонения конкретного элемента учитываются при оценке декодируемости.
K.3.1 Символики с двумя значениями ширины
Для символик с двумя значениями ширины получаемые размер и отношение (
) широкого элемента к узкому для символа рассчитывают в соответствии с А.1.
Межзнаковые промежутки в эти расчеты не включают.
K.3.2 (,
) символики
В случае (,
) символик полученный размер Z рассчитывают в соответствии с А.1.
K.3.3 Среднее отношение приращение/сокращение ширины штриха
Для каждого типа символа задают средние приращение или сокращение ширины штриха (как процент к или
) соотношением
![]() ,
,
где (и, если необходимо,
) определяют в соответствии с 4.2 (и нижеуказанным примечанием);
- приращение ширины штриха (если
- отрицательное число - сокращение ширины);
- совокупная ширина выполненных штрихов;
- совокупная ширина штрихов номинального размера (в соответствии с нижеуказанным примечанием);
- количество штрихов.
Примечание - В приведенной выше формуле размер заменяют на
, если
не нормируется. Ширину штрихов номинального размера рассчитывают: для символики с двумя значениями ширины - на основе размера
(или
), умноженного на 1 или на
, для узкого и широкого штрихов, соответственно; для (
,
) символики - на основе числа модулей в штрихе.
ПРИЛОЖЕНИЕ L
(справочное)
Библиография
[1] ЕН 1635-1997 Штриховое кодирование. Спецификация испытаний. Символы штриховых кодов
[2] АНСИ Х3.182-1990 Руководство по качеству печати штриховых кодов
[3] АНСИ/ЮСиСи 5-1995 Спецификация качества печати символа ЮПиСи
Текст документа сверен по:
М.: ИПК Издательство стандартов, 2003
