ГОСТ 17770-86
Группа Т34
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАШИНЫ РУЧНЫЕ
Требования к вибрационным характеристикам
Hand-holding machines. Vibration characteristics requirements
ОКП 42 7700
Дата введения 1987-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН
Министерством строительного, дорожного и коммунального машиностроения
Всесоюзным Центральным Советом Профессиональных Союзов
РАЗРАБОТЧИКИ
Б.Г.Гольдштейн, канд. техн. наук; А.А.Гоппен, канд. техн. наук; Ю.М.Васильев, канд. техн. наук (руководители темы); И.М.Шишкина; Я.Г.Готлиб, канд. техн. наук; Л.Е.Филатова; B.C.Ванаев; Е.С.Петрашкин
ВНЕСЕН Министерством строительного, дорожного и коммунального машиностроения
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.05.86 N 1346
Изменение N 2 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 7 от 26.04.95)
За принятие изменения проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Беларусь | Госстандарт Беларуси |
Республика Казахстан | Госстандарт Республики Казахстан |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Туркменистан | Главная государственная инспекция Туркменистана |
Украина | Госстандарт Украины |
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
Вводная часть; 1; 4.2; 4.9; 10 | |
8 | |
Вводная часть | |
Вводная часть | |
Вводная часть; 4.7; 4.10.2; 7; приложение 2 | |
Вводная часть |
4. ПЕРЕИЗДАНИЕ (июнь 1999 г.) с Изменениями N 1, 2, утвержденными в октябре 1988 г., марте 1996 г. (ИУС 1-89, 6-96)
Настоящий стандарт распространяется на ручные машины производственно-технического и бытового назначения и устанавливает требования к их вибрационным и силовым характеристикам в соответствии с ГОСТ 12.1.012.
Термины, используемые в стандарте, - по ГОСТ 15895, ГОСТ 16504, ГОСТ 16519, ГОСТ 24346.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 2).
1. Следует устанавливать следующие вибрационные и силовые характеристики ручных машин: корректированное значение виброскорости или его логарифмический уровень
, статическую силу нажатия
, вес ручной машины
, воспринимаемый руками оператора.
Допускается использовать в качестве вибрационной характеристики машины корректированное значение виброускорения. В этом случае предельную величину корректированного значения виброускорения устанавливают в стандартах и (или) технических условиях на машины в соответствии с ГОСТ 12.1.012 и настоящим стандартом.
2. Предельно допустимые значения вибрационного параметра (нормы) для конкретной модели машины устанавливают в нормативных документах на уровнях, не превышающих требования настоящего стандарта.
Предельно допустимые значения вибрационного параметра устанавливают по результатам приемочных испытаний, уточняют по результатам квалификационных испытаний и проверяют при остальных видах контрольных испытаний.
При проведении приемо-сдаточных испытаний допускается ограничиваться проверкой соответствия вибрационного параметра допустимым значениям.
1; 2. (Измененная редакция, Изм. N 2).
3. (Исключен, Изм. N 1).
4. Установление нормы корректированного значения виброскорости модели машины при приемочных (определительных) испытаниях и контроль вибрационной характеристики модели машины.
(Измененная редакция, Изм. N 1).
4.1. В соответствии со значением нормативного коэффициента внутрисменного использования модели машины, предназначенной для использования в производстве, определяют суммарное время работы машины, принимаемое равным суммарному времени воздействия вибрации на оператора в течение 8-часовой рабочей смены.
Для машин исключительно бытового назначения в технических условиях следует указывать предельно допустимое суммарное время включения машины в работу в руках оператора в течение 8-часового периода времени.
4.2. Предельно допустимое значение вибрационного параметра определяют в зависимости от значения суммарного времени воздействия вибрации на оператора .
Предельно допустимое значение вибрационного параметра в виде корректированного значения виброскорости или виброускорения следует определять по формуле (6) ГОСТ 12.1.012-90 или в виде корректированного значения виброскорости по табл.1 настоящего стандарта.
Таблица 1
Предельно допустимые уровни корректированного значения виброскорости
|
|
30 | 8,0 |
35 | 7,41 |
40 | 6,93 |
45 | 6,53 |
50 | 6,20 |
55 | 5,91 |
60 | 5,66 |
65 | 5,43 |
70 | 5,24 |
75 | 5,06 |
80 | 4,90 |
85 | 4,75 |
90 | 4,62 |
95 | 4,50 |
100 | 4,38 |
105 | 4,28 |
110 | 4,18 |
115 | 4,09 |
120 | 4,00 |
125 | 3,92 |
130 | 3,84 |
135 | 3,77 |
140 | 3,70 |
145 | 3,64 |
150 | 3,58 |
155 | 3,52 |
160 | 3,46 |
165 | 3,41 |
170 | 3,36 |
175 | 3,31 |
180 | 3,27 |
185 | 3,22 |
190 | 3,18 |
195 | 3,14 |
200 | 3,10 |
205 | 3,06 |
210 | 3,02 |
215 | 2,99 |
220 | 2,95 |
225 | 2,92 |
230 | 2,89 |
235 | 2,86 |
240 | 2,83 |
245 | 2,80 |
250 | 2,77 |
255 | 2,74 |
260 | 2,72 |
265 | 2,69 |
270 | 2,67 |
275 | 2,64 |
280 | 2,62 |
285 | 2,60 |
290 | 2,57 |
295 | 2,55 |
300 | 2,53 |
305 | 2,51 |
310 | 2,49 |
315 | 2,47 |
320 | 2,45 |
325 | 2,43 |
330 | 2,41 |
335 | 2,39 |
340 | 2,38 |
345 | 2,36 |
350 | 2,34 |
355 | 2,33 |
360 | 2,31 |
365 | 2,29 |
370 | 2,28 |
375 | 2,27 |
380 | 2,25 |
385 | 2,23 |
390 | 2,22 |
395 | 2,20 |
400 | 2,19 |
405 | 2,18 |
410 | 2,16 |
415 | 2,15 |
420 | 2,14 |
425 | 2,12 |
430 | 2,11 |
435 | 2,10 |
440 | 2,09 |
445 | 2,08 |
450 | 2,07 |
455 | 2,06 |
460 | 2,04 |
465 | 2,03 |
470 | 2,02 |
475 | 2,01 |
Для наиболее часто встречающихся значений нормативного коэффициента внутрисменного использования в табл.2 приведены соответствующие логарифмические уровни корректированных значений виброскорости.
Таблица 2
Предельно допустимые логарифмические уровни корректированного значения виброскорости
0,06 | 0,1 | 0,12 | 0,15 | 0,2 | 0,3 | 0,4 | 0,45 | |
124 | 122 | 121 | 120 | 119 | 117 | 116 | 115 |
4.1; 4.2. (Измененная редакция, Изм. N 2).
4.3. (Исключен, Изм. N 2).
4.4. При контрольных испытаниях, предусмотренных стандартами или техническими условиями, следует определять корректированное значение вибрационного параметра модели машины, которое не должно превышать значения, установленного по п.4.2 настоящего стандарта.
(Измененная редакция, Изм. N 2).
4.4.1-4.4.8. (Исключены, Изм. N 1).
4.5. Для испытанных образцов в каждом из трех взаимно перпендикулярных направлений для каждой из установленных точек контроля определяют средние арифметические корректированных значений и средние квадратические отклонения корректированных значений
виброскорости по формулам:
 (1)
(1) (2)
(2)
где - корректированное значение виброскорости
-го образца в
-й точке контроля в каждом из трех взаимно перпендикулярных направлений измерений
;
- число испытываемых образцов ручной машины (
=1, 2,...
);
- номер точки контроля на образце (
=1, 2);
- номер направления измерения (
=1, 2
, 3).
4.6. Определяют значение эмпирического коэффициента вариации по формуле
 (3)
(3)
4.7. Для заданного числа машин проверяют выполнение условия
![]() (см. приложение 1). В противном случае увеличивают число испытываемых машин. На дополнительно отобранных образцах производят измерения по п.4.4 и повторяют обработку результатов измерений по п.4.5.
(см. приложение 1). В противном случае увеличивают число испытываемых машин. На дополнительно отобранных образцах производят измерения по п.4.4 и повторяют обработку результатов измерений по п.4.5.
При выполнении условия ![]() следует считать
следует считать определенной со статистической достоверностью по ГОСТ 16519.
4.8. В качестве контрольной точки и контрольного направления измерения в ней выбирают такие значения, где максимально. В дальнейшем оценку вибрации модели машины производят, используя только контрольную точку и контрольное направление измерений.
Определяют в контрольной точке и контрольном направлении измерений верхнюю границу корректированного значения виброскорости по формуле
![]() (4)
(4)
где ![]() - значение
- значение ![]() в контрольной точке контрольного направления.
в контрольной точке контрольного направления.
4.9. Верхнюю границу корректированного значения виброскорости принимают в качестве нормы вибрационной характеристики модели машины. Значение
может быть выражено логарифмическим уровнем по ГОСТ 12.1.012.
4.10. Контроль вибрационной характеристики модели машины.
4.10.1. При контрольных испытаниях устанавливают первоначальное число отбираемых из партии испытываемых ручных машин .
4.10.2. Для каждого образца измеряют корректированное значение виброскорости в контрольной точке контрольного направления по ГОСТ 16519 и исключают анормальные результаты измерений в соответствии с приложением 2.
4.10.3. Определяют среднее значение и среднее квадратическое отклонение
корректированного значения виброскорости по формулам:
 (5)
(5) (6)
(6)
Статистическую достоверность результата измерений обеспечивают по пп.4.6, 4.7.
4.10.4. Определяют вибрационную характеристику модели испытываемой ручной машины по формуле
![]() (7)
(7)
Если ![]() , модель считают выдержавшей контрольные испытания.
, модель считают выдержавшей контрольные испытания.
4.5-4.10.4. (Введены дополнительно, Изм. N 1).
5. Предельно допустимые значения статической силы нажатия, прикладываемой к ручной машине и необходимой для работы в нормальном режиме с показателями, предусмотренными технической документацией на машину, не должны превышать 200 Н.
Для сверлильных ручных машин с диаметром сверления 9 мм и более, а также горных сверл предельно допустимое значение силы нажатия не должно превышать 300 Н. При этом время непрерывной работы в зависимости от значения статической силы нажатия должно быть ограничено и установлены обязательные перерывы
между приложениями силы в соответствии с черт.2.
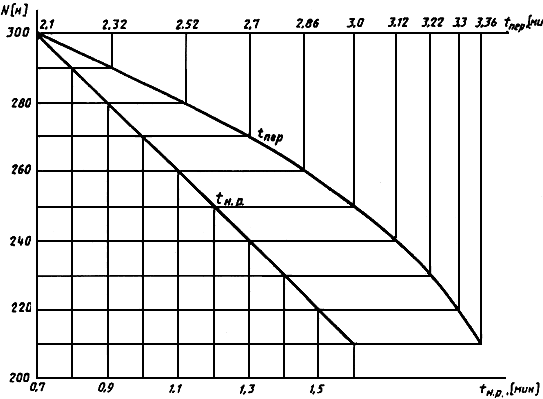
Черт.2*
_______________
* Чертеж 1. (Исключен, Изм. N 2).
Конструкцией ручных машин, требующих приложения силы нажатия, превышающей указанные выше значения, должны быть предусмотрены устройства для создания дополнительной (немускульной) силы нажатия.
6. Вес ручной машины, воспринимаемый руками оператора при выполнении типовой технологической операции, должен быть не более 100 Н. В противном случае необходимо применение поддерживающих устройств, разгружающих руки оператора.
7. Измерение силы нажатия производят по ГОСТ 16519.
8. Вес ручной машины, воспринимаемый руками оператора, определяют по показаниям измеряющей вертикальную силу динамометрической площадки, на которой стоит оператор с ручной машиной.
Искомое значение определяют по разности двух показаний: полученного при неработающей машине в положении, соответствующем типовым условиям испытаний, при котором обеспечивается опирание рабочего инструмента машины на объект обработки, и показания, соответствующего весу оператора.
Для машин, у которых в процессе работы в типовых условиях испытаний часть веса не передается опиранием на объект обработки, искомое значение принимают равным весу машины с рабочим инструментом.
Методика определения веса механизированного инструмента для лесозаготовок, воспринимаемого руками оператора, - по ГОСТ 12.2.104.
(Измененная редакция, Изм. N 1).
9. При контроле технического состояния машины необходимо проверять соответствие корректированного значения виброскорости норме, установленной в п.4.9.
10. Требования к типовым условиям испытаний должны соответствовать ГОСТ 12.1.012 и включать указания о:
способе отбора и подготовке к испытаниям отобранных экземпляров данной модели машины;
точках измерения вибрации, числе измеряемых компонент вибрации и их направлениях;
способе нагружения машины (посредством использования представительного объекта обработки или при помощи имитатора представительного объекта);
нормальном режиме работы, способах и методах его контроля;
способе выбора представительного объекта обработки или способах и средствах имитации представительного объекта обработки, их технических характеристиках;
способе воздействия на ручную машину (оператора-испытателя или имитатора оператора);
рабочей позе оператора-испытателя, его антропометрических данных, квалификации, способах контроля позы или способах и средствах имитации воздействия оператора и их технических характеристиках;
пространственном положении ручной машины;
правилах выбора и характеристиках типовой технологической операции.
11. Требования к условиям испытаний устанавливают в стандартах на конкретные типы ручных машин, стандартах на средства испытаний ручных машин, в технических условиях на модели ручных машин.
12. Места машины, конструктивно предназначенные для контакта с ладонной поверхностью руки оператора, должны характеризоваться коэффициентом теплоотдачи, равным или меньшим 5·10 Вт/(м·К).
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 1
Справочное
Определение достаточного числа образцов испытываемой модели ручных машин
в зависимости от значений коэффициента вариации
3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |
0,16 | 0,25 | 0,32 | 0,376 | 0,44 | 0,47 | 0,52 | 0,55 | 0,6 | 0,63 | |
13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | |
0,65 | 0,68 | 0,74 | 0,76 | 0,78 | 0,81 | 0,83 | 0,85 | 0,87 | 0,89 | |
23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32 | |
0,91 | 0,93 | 0,95 | 0,97 | 0,99 | 1,06 | 1,08 | 1,10 | 1,11 | 1,13 |
ПРИЛОЖЕНИЕ 2
Справочное
МЕТОДИКА ИСКЛЮЧЕНИЯ АНОРМАЛЬНЫХ РЕЗУЛЬТАТОВ
1. Статистической обработке подвергают результаты измерений корректированного значения виброскорости каждого образца машины в каждой контрольной точке по трем направлениям.
Для проведения статистической обработки значения виброскорости должны быть выражены в метрах на секунду или в метрах на квадратную секунду.
Соотношения между логарифмическими уровнями виброскорости в децибелах и их значениями в метрах на сантиметр приведены в приложении 2 ГОСТ 16519.
2. Среднее арифметическое корректированного значения виброскорости в
-й точке контроля в каждом из трех взаимно перпендикулярных направлений измерения рассчитывают по формуле
 (8)
(8)
где - корректированное значение виброскорости
-го образца в
-й точке контроля в каждом из трех взаимно перпендикулярных направлений измерения
;
- число испытываемых образцов;
- номер направления измерения (
=1, 2, 3)
.
3. Среднее квадратическое отклонение корректированного значения виброскорости рассчитывают по формуле
 (9)
(9)
4. Для каждого корректированного значения виброскорости определяют величину относительного отклонения
по формуле
 (10)
(10)
Значения , для которых
больше значения
, приведенного в таблице для данного числа испытываемых образцов
, следует исключать
3 | 1,41 |
4 | 1,72 |
5 | 1,96 |
б | 2,13 |
7 | 2,27 |
8 | 2,37 |
9 | 2,46 |
10 | 2,54 |
11 | 2,61 |
12 | 2,66 |
13 | 2,71 |
14 | 2,76 |
15 | 2,80 |
16 | 2,84 |
17 | 2,87 |
18 | 2,90 |
19 | 2,93 |
20 | 2,96 |
21 | 2,98 |
22 | 3,01 |
23 | 3,03 |
24 | 3,05 |
25 | 3,07 |
В этом случае следует вновь произвести расчет и
для оставшегося числа образцов. Процедура повторяется до исключения из выборки анормальных значений. При необходимости число оставшихся образцов может быть дополнено для выполнения условия
.
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. N 1).
Текст документа сверен по:
М.: ИПК Издательство стандартов, 1999
